工业水处理膜技术:这些年我踩过的坑和顿悟
做工业水处理这行快二十年了。说实话,每次看到新入行的小年轻对着膜组件大谈‘理论通量’,我就想笑——仿佛看到了当年的自己。那时候刚毕业,趴在中试设备上算回收率,觉得把参数拉满就是本事。结果呢?一套RO膜三个月堵成筛子,清洗药剂花得老板脸都绿了。❗
不过话说回来,水处理这行当,尤其是膜法,真不是纸上谈兵。你得跟原水斗,跟温度斗,跟运维人员那点侥幸心理斗。今天不谈虚的,就聊聊这几年在工业项目里滚出来的心得。肯定有人问,现在零排放这么火,是不是得上最高端的膜?千万别被销售忽悠。
膜不是越贵越好——从垃圾渗滤液说起
去年接了个改造项目,某垃圾填埋场的渗滤液处理。原设计是两级DTRO,按说够硬了吧?可运行不到半年,膜柱压差飙升,洗都洗不下来。现场一查,预处理就一道简单的篮式过滤器,保安过滤器滤芯都变形了。你说这怪谁?怪膜?
这种水质,悬浮物、结垢离子、甚至还有油脂类物质,直接把膜当‘万能捞勺’。后来我给加了管式微滤(TMF)做前处理,又调整了阻垢剂投加点——成本只增加了不到10%,但膜寿命延长了三倍。 所以,别一上来就盯着膜本身,预处理才是膜系统的命门。💡
 垃圾渗滤液DTRO膜污堵实物照片
垃圾渗滤液DTRO膜污堵实物照片
这就引出个老生常谈的问题:什么水该配什么膜?其实诀窍就一句话——弄清楚你要截留什么,以及什么东西会坏你的事。 比如含油废水,超滤膜选亲水性强的PVDF,就比PES扛污染;要是水温长期高于40℃,老老实实选耐高温材质,别信某些厂家给的标称数据,那些都是理想条件。
零排放焦虑症:MVR浓缩液也能玩出花
 零排放焦虑症:MVR浓缩液也能玩出花
零排放焦虑症:MVR浓缩液也能玩出花
近两年跑得最多的就是零排放现场。尤其是煤化工、电厂脱硫废水,政策压得紧,后端必须结晶出盐。于是业主们纷纷上蒸发结晶,可前端膜浓缩那步,经常出幺蛾子。
记得有个项目,用的‘超滤+反渗透’浓缩,浓水TDS奔着5万去了,再进MVR。按理说RO能扛住,可运行起来,二段压差跟坐火箭似的。拆开一看,硫酸钙垢结得严严实实,化学清洗根本打不通。后来怎么解决的?痛下决心加了一套纳滤分盐,把二价离子挡在前面,RO浓水侧结垢风险立马降下来。虽然前期多花了点钱,但MVR的清洗周期从一周一次拉长到两月一次,运维人员总算不用天天拿高压水枪冲换热器了。
说到这儿,先插一段问答,都是被问烂了的痛点。
问:工业水处理膜系统,明明设计通量合理,为什么一运行就污堵?
答:八成是预处理存在‘伪达标’。比如测SDI15合格,但水里有少量絮凝剂残留或者微生物黏液,这玩意儿会黏在膜表面形成凝胶层,通量掉得飞快。我的经验是,除了常规SDI,还得看浊度趋势和COD——如果预处理出水的COD波动超过30%,就得警惕有机物和微生物协同污染。 别问为什么,问就是吃过亏。
问:膜清洗频率多高算正常?酸碱洗能频繁用吗?
答:以前我也迷信‘定期洗’,后来发现纯粹是给自己找活儿。一个设计良好的系统,化学清洗周期应该至少3个月,否则就是设计或运维有问题。而且别固定洗,要看数据:标准化产水量下降10%或者压差上升15%再动手。酸碱洗交替,但注意pH值和温度匹配,有些膜不耐极端条件,洗一次损伤一次,得不偿失。✅
那些年厂家不会告诉你的运维真相
说实话,我最烦有些膜厂家宣讲时放的PPT——永远是最完美的进水,最恒定的温度,膜通量十年不变。现实呢?工业废水一天能给你变三次脸。上个月去一家印染厂,进水色度突然升高,膜马上堵,现场操作工居然用工业盐酸直接调pH,结果膜丝脆化断裂。一问,培训过吗?培训了。但真遇到事,人一慌,什么规程都忘了。
所以我现在养成个习惯——给每个项目写‘傻瓜应急处置卡’。 别整那些复杂曲线,就把常见异常列出来:产水量突降怎么办?压差大涨怎么办?电导率飙升怎么办?对应操作简化到一二三。还真别说,印染厂后来按卡操作,非计划停机少了七成。
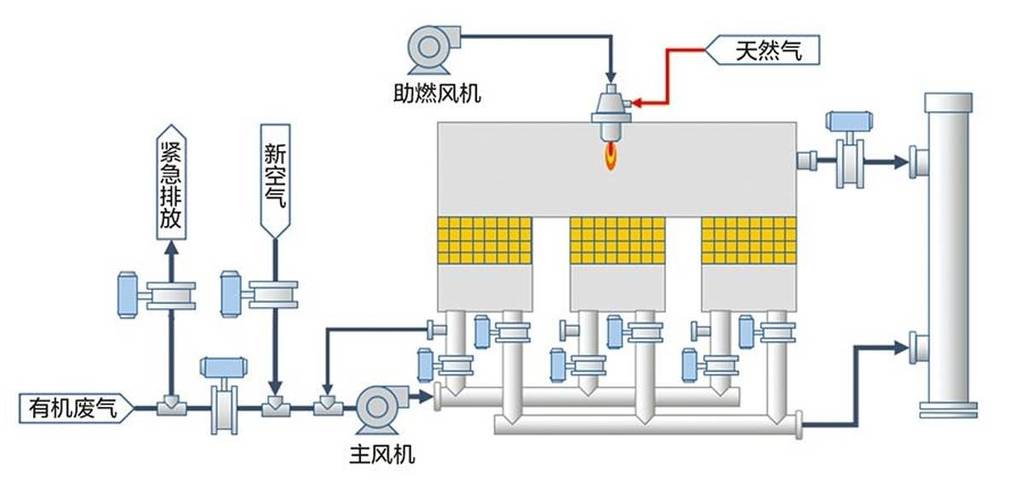
 工业反渗透膜在线清洗设备实物连接图
工业反渗透膜在线清洗设备实物连接图
再吐个槽。现在数字化喊得震天响,什么AI预测清洗、数字孪生。但我见过太多连基础仪表都维护不好的工厂。流量计不准、压力变送器堵了、在线电导率一年没校准——数据全是错的,模型能准才见鬼。不如先老老实实把CIP(在线清洗)系统完善,该配的换热器配上,清洗水箱温度能精确控制在35℃,效果立竿见影。
最后说个容易忽略的:膜系统停机保护。工厂节假日停机,要是没做保养,膜干了或者微生物滋生,再启动性能直接打八折。简单,每天低压冲洗半小时,或者充入保护液,这点小动作能省下大笔更换费。
干水处理越久,越觉得这是个‘良心活儿’。系统可以设计得花团锦簇,但最终拼的是对细节的执拗和对变化的敬畏。膜技术没有万能药,但用对了,真是工业节水减排的利器。写这些,同行看了大概会心一笑,新手少走点弯路,也算值了。😏