胶粘剂岂是“胶水”那么简单?工业应用中的选型陷阱与突破
上周去一家钣金厂,车间主任拽着我吐槽:新换的胶粘剂,头天粘的件,第二天就开了。我说你预处理做了吗?他说酒精擦了啊。我让他把酒精瓶拿过来——工业酒精浓度70%,含水量30%。 水分是胶粘剂的大敌,尤其对聚氨酯体系。他一脸懵。这就是典型的认知盲区,以为“擦干净”就行。胶粘剂这行,水太深了。
失效分析:胶粘剂为什么粘不牢?
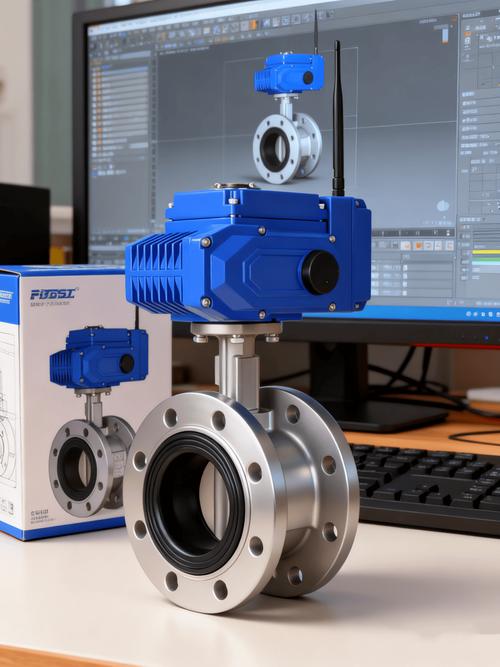
粘接失效,90%不是胶的问题。你信不信?很多工程师上来就怀疑胶水质量。其实呢?表面能不够,再好的胶也白搭。PP、PE这类非极性塑料,不处理的话,胶粘剂根本没法润湿。得用火焰处理或等离子。现在有大气压等离子手持设备,产线挪个工位就能用,比电晕方便太多。但坑爹的是,老厂子不舍得投钱,还在用湿巾蘸着处理液擦,效果全看心情。还有一点特容易忽略——粘接接头设计。搞结构设计的都想着螺栓、焊接,等换成胶粘,还沿用老思路。胶粘剂擅长承受剪切力,怕剥离和劈裂。你设计个搭接接头,它强度能高几倍。不合理的设计,好比让文人去扛大包,能行吗?
 工业胶粘剂粘接接头设计示意图
工业胶粘剂粘接接头设计示意图
再说环境。温度、湿度、化学介质。去年有个户外设备,用的是普通环氧,夏天暴晒后变脆,一震动就裂。选胶不看工况?等于慢性自杀。所以,失效分析第一条:别急着怪胶,先查表面、接头、环境。我见过太多类似的坑了,唉。还有偶联剂这玩意儿,很多人不当回事。像硅烷偶联剂处理一下玻璃或金属,粘接强度能翻倍。可好些产线嫌多道工序,直接就省了,最后产品出问题再回头骂胶不行。
选型指南:从结构胶到密封胶,坑与解
市面上胶粘剂几百种,环氧树脂、聚氨酯、有机硅、丙烯酸酯、厌氧胶……怎么选?新手往往只看剪切强度数据。数据是会骗人的。厂家给的都是在理想条件下的标准测试值。实际应用呢?不平整、有间隙、温度波动。这时候要考虑韧性、延伸率。比如,环氧强度高但脆,聚氨酯有弹性但耐温上限较低。混合改性呢?增韧环氧,兼顾强度和柔性。不过价格贵不少。选型就是个妥协过程。近几年MS硅烷改性聚醚胶势头很猛,弹性好,可涂饰,无溶剂,用在装配式建筑密封上简直绝配。但它初期强度爬升慢,生产节拍快的线体就得掂量。
问:结构粘接,选环氧还是丙烯酸酯?
答:看材质和节奏。环氧固化慢,收缩小,对金属粘接力很强。丙烯酸酯固化快,适合流水线,耐油面粘接有优势。但丙烯酸酯气味大,注意通风。如果你的产线要求几分钟定位,丙烯酸酯是首选。如果追求最终强度且不急,环氧更稳。不过,现在双组份丙烯酸酯进步很快,有产品的综合性能已经逼近环氧,比如低温抗跌落冲击数据亮眼,可不少老工程师还是抱着环氧不撒手,习惯使然。
 环氧树脂与丙烯酸酯胶粘剂对比测试
环氧树脂与丙烯酸酯胶粘剂对比测试
密封胶这块,有机硅弹性好,耐老化,但可涂饰性差。聚氨酯密封胶能上漆,但怕紫外线。用于门窗幕墙,有机硅是主流。车间里的电力电子灌封,有机硅导热绝缘,但有些体系会释放低分子物,污染电子元件。要小心选择脱醇型。MS密封胶算是一个折中方案,可涂漆、无味、耐候也不赖,但价格高,在国内还没完全铺开。
问:厌氧胶到底用在哪些地方?我听说只能锁螺丝。
答:不止!厌氧胶的确常用于螺纹锁固、圆柱固持。但它还用在平面密封,比如取代垫片。发动机缸体结合面,涂厌氧胶,耐油耐振动。还有浸渗堵漏,铸件微孔渗漏,用厌氧浸渗剂真空浸渍,效率很高。选厌氧胶要注意间隙大小。间隙大于0.2mm,固化就不完全了。所以,锁螺丝是入门,真正价值是工业修补。另外,现在有预涂型厌氧胶,微胶囊化,提前涂在螺纹上,装配时才挤破固化,省了涂胶工序,这玩意儿在汽车紧固件上用得越来越多,但代理商都藏着掖着当王牌卖。
工艺细节:被忽视的决定性因素
 工艺细节:被忽视的决定性因素
工艺细节:被忽视的决定性因素
涂胶看似简单,实则关键。定量不准、混合不均、晾置时间过长或过短,都导致粘接力大幅下降。我参观过一家汽车内饰厂,用双组份聚氨酯胶,自动涂胶机经常堵。原因是胶桶预热不够,粘度太高。他们早上开机能省就省,提前半小时预热不愿意。省小钱酿大祸。后来改了规程,固化率立马提升。还有,环境湿度对某些胶影响很大,比如单组份湿气固化型,湿度低固化极慢。控制湿度,冬天加湿,很必要。说实话,现在胶粘剂技术更新很快。有UV湿气双固化,解决了阴影区固化问题——这招在医疗器械粘接上太实用了。还有热熔胶膜,用于复合材料层压,干净高效。结构粘接领域,环氧薄膜胶在航空蜂窝板应用成熟。这些创新很好,但落地靠工艺执行力。
最后强调一点:储存条件。很多胶粘剂要求低温储存,比如环氧预浸料要零下18度。现场呢?仓库温度30度,有效期急剧缩短。我们经常发现,用了过期但没察觉的胶,出了问题反向排查才找到原因。血的教训。建立严格的先进先出和温控日志吧。千万别以为剩半桶密封胶拧上盖子就没事了,受潮结皮报废是分分钟的事。所以说,别再把胶粘剂当简单的辅料。它直接影响产品寿命和安全。多花点心思在前期选型和工艺控制上,比事后补救强一百倍!