液压系统崩溃前的‘怪叫’:一个老技师的诊断手记
说实话,干这行二十年了,每次听到液压站发出那种沉闷的‘哼’声,或者油缸爬行时的‘咯吱’响,心里还是咯噔一下。上周三线那个进口注塑机,合模缸抖得跟筛糠似的,车间主任一口咬定是阀芯卡了,非要拆洗比例阀——结果呢?折腾半天,最后发现是吸油滤网堵死,泵吸空,那声音,像牛喘。
 新旧液压油对比样本试管
💡 我们现在的做法?离线旁路过滤+定期油液分析。不要凭颜色判断,那玩意儿不靠谱。必须上颗粒计数器,实测。上个月检测发现某压机NAS等级突然跳到10级,及时换油,避免了一组柱塞泵的灾难性磨损——一套泵组二十几万呢。
问:换油周期到底怎么定?我看手册写的2000小时,但感觉油还挺透亮。
答:手册只是基线!关键看工况温度、负载、污染侵入速率。 如果工作温度长期高于60℃,油液氧化速度加倍。建议每500小时取一次样,根据NAS等级和含水量、酸值动态调整。我们厂现在推行基于状态维护(CBM),不按固定时间,看数据。比如酸值变化超过0.2mgKOH/g,或者水分超过500ppm,立刻换。
液压泵气蚀损坏的配流盘近照
有次更搞笑,新装的系统,一启动尖啸,我把整个吸油管换了,还是响。最后发现是油箱内隔板设计缺陷,回油管直接冲到吸油口,裹挟气泡。加了个消泡网,世界清净了。所以啊,诊断泵的异响,顺序依次是:检查油位→吸油滤→管路密封→油箱设计→最后才怀疑泵本身的磨损。 别一上来就怀疑泵,泵很冤。
问:运行中听见‘咚咚’的撞击声,节奏和泵转速同步,是啥问题?
答:大概率是泵内部元件卡滞或轴承损坏了。如果是柱塞泵,可能是单个柱塞卡住,斜盘推不动,产生频率等于转速乘以柱塞数的敲击;如果是齿轮泵,可能是齿轮端面与侧板啃伤。这时候立即停机,拆检。千万别再运行,碎片会冲进整个系统,那时候就不是光换泵的事了。
3. 油温高,几乎没人先查溢流阀
油温高,夏天更明显。一般操作:洗冷却器,加大水阀,甚至加风扇吹。可很多时候,油温高的元凶是溢流阀设定不当或密封失效。高压油长期通过溢流阀节流回油箱,全部能量都变成热。我见过一个系统,工作压力需要15MPa,但溢流阀被拧紧到20MPa,泵一直满负荷,能不热?一问,说‘怕压力不够’,结果油温三个月都降不下来,密封件全老化了。
还有一种隐形热源:换向阀内泄漏。特别是老旧的滑阀,配合间隙磨大,高压腔偷偷往低压腔泄油。用红外测温仪,顺着阀块摸,如果某片阀异常烫手,那就是内漏大王。
问:油温多少算正常?报警设多少度?
答:矿物液压油,最佳工作温度区间是40℃~50℃,超过55℃就该查原因,超过65℃必须停机处理。 高温下油膜强度急剧下降,润滑失效,泵磨得快,密封件也加速老化。我们一般设两级报警:57℃预报警,63℃停机。
被敲击损坏的电磁换向阀芯
末了说几句掏心窝的话。液压这东西,说玄乎不玄乎,一半靠设计保养,一半靠诊断经验。 不要迷信进口设备就没事,也别盲从老师傅的‘土办法’。
✅ 定期测颗粒度、含水量。
✅ 听诊器听泵、阀的动静,异常早抓。
✅ 油温记录别偷懒,趋势比绝对值更有用。
✅ 备一套测压表接头,系统各处测压点要会用。
别等到泵烧了、缸拉伤了才后悔。那代价,大了去了。
新旧液压油对比样本试管
💡 我们现在的做法?离线旁路过滤+定期油液分析。不要凭颜色判断,那玩意儿不靠谱。必须上颗粒计数器,实测。上个月检测发现某压机NAS等级突然跳到10级,及时换油,避免了一组柱塞泵的灾难性磨损——一套泵组二十几万呢。
问:换油周期到底怎么定?我看手册写的2000小时,但感觉油还挺透亮。
答:手册只是基线!关键看工况温度、负载、污染侵入速率。 如果工作温度长期高于60℃,油液氧化速度加倍。建议每500小时取一次样,根据NAS等级和含水量、酸值动态调整。我们厂现在推行基于状态维护(CBM),不按固定时间,看数据。比如酸值变化超过0.2mgKOH/g,或者水分超过500ppm,立刻换。
液压泵气蚀损坏的配流盘近照
有次更搞笑,新装的系统,一启动尖啸,我把整个吸油管换了,还是响。最后发现是油箱内隔板设计缺陷,回油管直接冲到吸油口,裹挟气泡。加了个消泡网,世界清净了。所以啊,诊断泵的异响,顺序依次是:检查油位→吸油滤→管路密封→油箱设计→最后才怀疑泵本身的磨损。 别一上来就怀疑泵,泵很冤。
问:运行中听见‘咚咚’的撞击声,节奏和泵转速同步,是啥问题?
答:大概率是泵内部元件卡滞或轴承损坏了。如果是柱塞泵,可能是单个柱塞卡住,斜盘推不动,产生频率等于转速乘以柱塞数的敲击;如果是齿轮泵,可能是齿轮端面与侧板啃伤。这时候立即停机,拆检。千万别再运行,碎片会冲进整个系统,那时候就不是光换泵的事了。
3. 油温高,几乎没人先查溢流阀
油温高,夏天更明显。一般操作:洗冷却器,加大水阀,甚至加风扇吹。可很多时候,油温高的元凶是溢流阀设定不当或密封失效。高压油长期通过溢流阀节流回油箱,全部能量都变成热。我见过一个系统,工作压力需要15MPa,但溢流阀被拧紧到20MPa,泵一直满负荷,能不热?一问,说‘怕压力不够’,结果油温三个月都降不下来,密封件全老化了。
还有一种隐形热源:换向阀内泄漏。特别是老旧的滑阀,配合间隙磨大,高压腔偷偷往低压腔泄油。用红外测温仪,顺着阀块摸,如果某片阀异常烫手,那就是内漏大王。
问:油温多少算正常?报警设多少度?
答:矿物液压油,最佳工作温度区间是40℃~50℃,超过55℃就该查原因,超过65℃必须停机处理。 高温下油膜强度急剧下降,润滑失效,泵磨得快,密封件也加速老化。我们一般设两级报警:57℃预报警,63℃停机。
被敲击损坏的电磁换向阀芯
末了说几句掏心窝的话。液压这东西,说玄乎不玄乎,一半靠设计保养,一半靠诊断经验。 不要迷信进口设备就没事,也别盲从老师傅的‘土办法’。
✅ 定期测颗粒度、含水量。
✅ 听诊器听泵、阀的动静,异常早抓。
✅ 油温记录别偷懒,趋势比绝对值更有用。
✅ 备一套测压表接头,系统各处测压点要会用。
别等到泵烧了、缸拉伤了才后悔。那代价,大了去了。
1. ‘免换油’?别信这套鬼话
液压油,血液啊。可总有厂家吹嘘什么‘全寿命液压油’、‘终身免维护’。我呸!去年拆过一个运行了六年的系统,油样送检,颗粒度NAS 12级超标,油泥厚得像芝麻酱。老板还纳闷:‘不是免换吗?’——任何液压油都会老化,添加剂会消耗,氧化、水解、颗粒污染,哪个饶过你? 尤其是高精度比例伺服系统,对清洁度要求极其变态,NAS 7级以下才算合格。 新旧液压油对比样本试管
💡 我们现在的做法?离线旁路过滤+定期油液分析。不要凭颜色判断,那玩意儿不靠谱。必须上颗粒计数器,实测。上个月检测发现某压机NAS等级突然跳到10级,及时换油,避免了一组柱塞泵的灾难性磨损——一套泵组二十几万呢。
问:换油周期到底怎么定?我看手册写的2000小时,但感觉油还挺透亮。
答:手册只是基线!关键看工况温度、负载、污染侵入速率。 如果工作温度长期高于60℃,油液氧化速度加倍。建议每500小时取一次样,根据NAS等级和含水量、酸值动态调整。我们厂现在推行基于状态维护(CBM),不按固定时间,看数据。比如酸值变化超过0.2mgKOH/g,或者水分超过500ppm,立刻换。
新旧液压油对比样本试管
💡 我们现在的做法?离线旁路过滤+定期油液分析。不要凭颜色判断,那玩意儿不靠谱。必须上颗粒计数器,实测。上个月检测发现某压机NAS等级突然跳到10级,及时换油,避免了一组柱塞泵的灾难性磨损——一套泵组二十几万呢。
问:换油周期到底怎么定?我看手册写的2000小时,但感觉油还挺透亮。
答:手册只是基线!关键看工况温度、负载、污染侵入速率。 如果工作温度长期高于60℃,油液氧化速度加倍。建议每500小时取一次样,根据NAS等级和含水量、酸值动态调整。我们厂现在推行基于状态维护(CBM),不按固定时间,看数据。比如酸值变化超过0.2mgKOH/g,或者水分超过500ppm,立刻换。
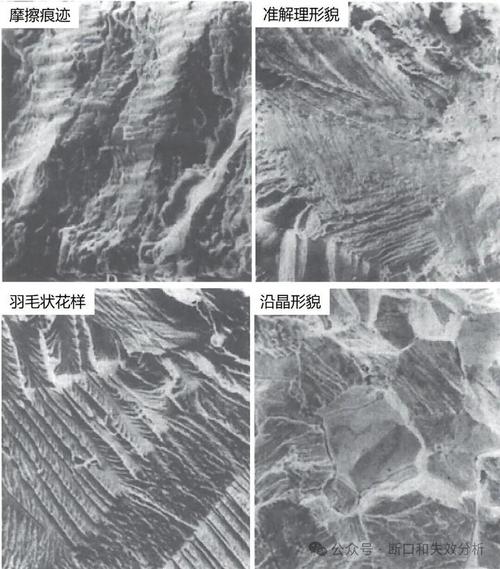
2. 泵噪音大?先别急着拆泵!
遇到太多这种事了:操作工跑过来喊‘泵炸了!’,结果只是吸油滤网堵了,或者进油管接头松了,吸进空气。泵一旦吸入空气,那动静——噼里啪啦,像爆米花似的,专业点叫气蚀。气蚀是真能毁泵的,柱塞泵的配流盘、缸体打出麻子坑,修都没法修。 液压泵气蚀损坏的配流盘近照
有次更搞笑,新装的系统,一启动尖啸,我把整个吸油管换了,还是响。最后发现是油箱内隔板设计缺陷,回油管直接冲到吸油口,裹挟气泡。加了个消泡网,世界清净了。所以啊,诊断泵的异响,顺序依次是:检查油位→吸油滤→管路密封→油箱设计→最后才怀疑泵本身的磨损。 别一上来就怀疑泵,泵很冤。
问:运行中听见‘咚咚’的撞击声,节奏和泵转速同步,是啥问题?
答:大概率是泵内部元件卡滞或轴承损坏了。如果是柱塞泵,可能是单个柱塞卡住,斜盘推不动,产生频率等于转速乘以柱塞数的敲击;如果是齿轮泵,可能是齿轮端面与侧板啃伤。这时候立即停机,拆检。千万别再运行,碎片会冲进整个系统,那时候就不是光换泵的事了。
液压泵气蚀损坏的配流盘近照
有次更搞笑,新装的系统,一启动尖啸,我把整个吸油管换了,还是响。最后发现是油箱内隔板设计缺陷,回油管直接冲到吸油口,裹挟气泡。加了个消泡网,世界清净了。所以啊,诊断泵的异响,顺序依次是:检查油位→吸油滤→管路密封→油箱设计→最后才怀疑泵本身的磨损。 别一上来就怀疑泵,泵很冤。
问:运行中听见‘咚咚’的撞击声,节奏和泵转速同步,是啥问题?
答:大概率是泵内部元件卡滞或轴承损坏了。如果是柱塞泵,可能是单个柱塞卡住,斜盘推不动,产生频率等于转速乘以柱塞数的敲击;如果是齿轮泵,可能是齿轮端面与侧板啃伤。这时候立即停机,拆检。千万别再运行,碎片会冲进整个系统,那时候就不是光换泵的事了。
3. 油温高,几乎没人先查溢流阀
 3. 油温高,几乎没人先查溢流阀
油温高,夏天更明显。一般操作:洗冷却器,加大水阀,甚至加风扇吹。可很多时候,油温高的元凶是溢流阀设定不当或密封失效。高压油长期通过溢流阀节流回油箱,全部能量都变成热。我见过一个系统,工作压力需要15MPa,但溢流阀被拧紧到20MPa,泵一直满负荷,能不热?一问,说‘怕压力不够’,结果油温三个月都降不下来,密封件全老化了。
还有一种隐形热源:换向阀内泄漏。特别是老旧的滑阀,配合间隙磨大,高压腔偷偷往低压腔泄油。用红外测温仪,顺着阀块摸,如果某片阀异常烫手,那就是内漏大王。
问:油温多少算正常?报警设多少度?
答:矿物液压油,最佳工作温度区间是40℃~50℃,超过55℃就该查原因,超过65℃必须停机处理。 高温下油膜强度急剧下降,润滑失效,泵磨得快,密封件也加速老化。我们一般设两级报警:57℃预报警,63℃停机。
3. 油温高,几乎没人先查溢流阀
油温高,夏天更明显。一般操作:洗冷却器,加大水阀,甚至加风扇吹。可很多时候,油温高的元凶是溢流阀设定不当或密封失效。高压油长期通过溢流阀节流回油箱,全部能量都变成热。我见过一个系统,工作压力需要15MPa,但溢流阀被拧紧到20MPa,泵一直满负荷,能不热?一问,说‘怕压力不够’,结果油温三个月都降不下来,密封件全老化了。
还有一种隐形热源:换向阀内泄漏。特别是老旧的滑阀,配合间隙磨大,高压腔偷偷往低压腔泄油。用红外测温仪,顺着阀块摸,如果某片阀异常烫手,那就是内漏大王。
问:油温多少算正常?报警设多少度?
答:矿物液压油,最佳工作温度区间是40℃~50℃,超过55℃就该查原因,超过65℃必须停机处理。 高温下油膜强度急剧下降,润滑失效,泵磨得快,密封件也加速老化。我们一般设两级报警:57℃预报警,63℃停机。
4. 那条要命的‘经验’:电液换向阀不换向就锤它一下
😡 想起就来气!以前有个师傅,每次电磁阀卡了,拿扳手敲一下阀体,有时还真顶用。结果呢?一次敲重了,把先导阀的阀座敲变形,整个阀卡死,油缸直冲到底,模具都顶飞了。吓死人。 现在遇到不换向,我们的SOP是:先测线圈电阻、电压;再捅手动应急推杆,看有无动作;最后才拆阀检查。 多数情况是油脏,污染物把阀芯卡住。根本解决之道:控制油清洁度!系统上加高压过滤器,回油滤也升级成β值200的。敲,绝对禁止。 被敲击损坏的电磁换向阀芯
末了说几句掏心窝的话。液压这东西,说玄乎不玄乎,一半靠设计保养,一半靠诊断经验。 不要迷信进口设备就没事,也别盲从老师傅的‘土办法’。
✅ 定期测颗粒度、含水量。
✅ 听诊器听泵、阀的动静,异常早抓。
✅ 油温记录别偷懒,趋势比绝对值更有用。
✅ 备一套测压表接头,系统各处测压点要会用。
别等到泵烧了、缸拉伤了才后悔。那代价,大了去了。
被敲击损坏的电磁换向阀芯
末了说几句掏心窝的话。液压这东西,说玄乎不玄乎,一半靠设计保养,一半靠诊断经验。 不要迷信进口设备就没事,也别盲从老师傅的‘土办法’。
✅ 定期测颗粒度、含水量。
✅ 听诊器听泵、阀的动静,异常早抓。
✅ 油温记录别偷懒,趋势比绝对值更有用。
✅ 备一套测压表接头,系统各处测压点要会用。
别等到泵烧了、缸拉伤了才后悔。那代价,大了去了。