高端装备突围:聊点五轴机床的实在话
上个月去一个做精密模具的厂子,老板老周拉着我诉苦,说进口的五轴加工中心又延期交付了,产线差点停摆。他指着车间角落里一台国产五轴说:“这机器精度是差那么一点,但当年买它就是为了应急,现在反而成了主力。” 我问,那你怎么还买进口?他弹了弹烟灰,表情复杂——国产的,还是让人心里没底啊。
这个场景,做制造业的人大概都不陌生。高端装备里头,五轴联动数控机床长期卡脖子。它不是造不出来,是造出来你敢不敢用、能用多久的问题。我个人是挺感慨的,一边是行业里天天喊国产替代,一边是像老周这样的实干家,钱包和信心都在摇摆。
咱们到底缺啥?不是床身,是“大脑”
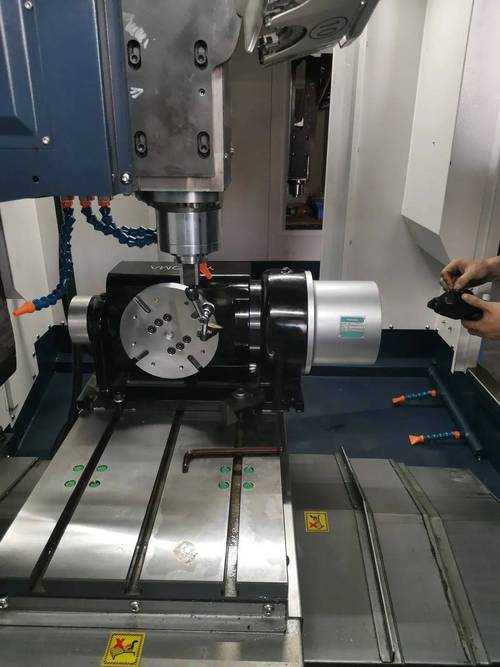
 五轴联动数控机床加工航空复杂曲面零件现场
五轴联动数控机床加工航空复杂曲面零件现场
很多人以为高端机床难在机械结构,什么床身刚性、主轴摆动。说实话,这些东西我们追得很快。济南二机、科德数控、大连光洋……铸件、导轨、转台都有模有样了。真正让人头疼的是数控系统!——那个藏在控制柜里的黑盒子。
你去看国内大厂,五轴机多半装着发那科、西门子、海德汉。这些系统不光稳定,还积累了几十年的工艺包。打个比方,你用西门子840D sl去铣一个叶盘,优化后的刀路算法能让你少走多少空刀?省下的时间就是利润。而国产的华中数控、广州数控,底层算法还是差口气,尤其在高速高精补偿、五轴RTCP功能上,偶尔给你来个“微抖”——这对模具表面光洁度是致命的。
不过话说回来,这两年也有点意思了。华中数控的HNC-848系列,在部分三轴、四轴领域已经能和发那科掰掰手腕。可一到五轴联动,尤其是复杂曲面插补,差距就显形。为啥?因为系统里的运动控制内核、伺服驱动响应,都是慢工出细活的东西,得靠无数个加工案例去喂数据。咱们的机床企业,往往重硬件轻软件,直到被卡了脖子才拍大腿。
精度那点事,真的全是玄学吗?
聊到精度,我先说个数字。瑞士的米克朗,一台五轴加工中心定位精度能做到2微米以内,而且是全行程。国产的呢?标称5微米,实际温升一上来,也许就飘到8、9微米去了。你还别不信,我见过一次验收——某国产五轴铣一个标准试件,圆度超差,厂家工程师调了两天,最后承认是光栅尺反馈延迟和丝杠热伸长补偿没做好。
❗ 这就是典型的“能用但不好用”。精密制造里,1微米的误差可能决定一个航空密封环的寿命。你说要不要命?
但也不是没有亮点。记得2023年北京机床展上,科德数控展出了一台KMC800SU,摆头加转台的五轴结构,直接对标德马吉DMU 80 P duoBLOCK。现场铣了一个钛合金人体骨骼模型,那表面纹路均匀得过分。我问他们怎么做到的,技术副总悄悄说:“我们在关键结合面用了手工铲刮,而且主轴是自研的电主轴,跳动控制在1微米以内。” 这种笨功夫,反而让人踏实。
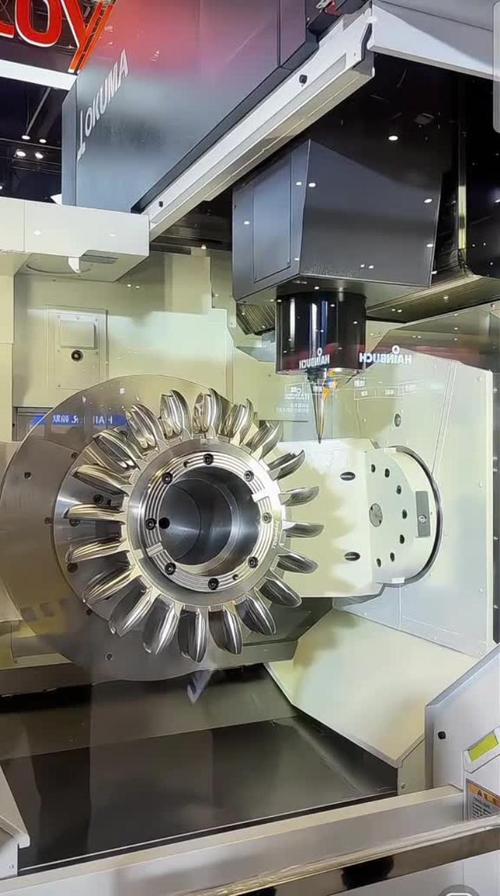
 工业机器人配合五轴机床自动化上下料场景
工业机器人配合五轴机床自动化上下料场景
还有个容易被忽略的事——温度补偿。一台五轴机,主轴转起来、伺服电机发烫,床身变形量不亚于你夏天踩上柏油路的脚印。进口机型的厉害之处在于,它在结构设计阶段就做了热对称,再加上多点温度传感器实时补偿。咱们很多企业,床身铸件还是老工艺,应力释放不充分,用半年精度就跑掉了。所以你看,高端装备是一场系统工程,不是买个好的丝杠导轨就完事。
供应链的暗伤,说多了都是泪
聊点产业链的真相。五轴机床的核心功能部件——精密轴承、编码器、光栅尺,我们严重依赖日本、德国。比如海德汉的光栅尺,精度等级±1微米的那种,交货期能到12个月。国产的长春光机所、广州诺信也有替代品,但稳定性和抗污染能力还有差距。尤其是在油雾粉尘重的车间,国产尺子偶尔丢个脉冲,整个加工路径就废了。
✅ 有趣的是,这几年冒出一些“专精特新”小企业,比如无锡有一家做精密转台轴承的,原本给航天配套,现在下探到工业市场。它们的P4级角接触球轴承,寿命虽然只有NSK同等型号的80%,但价格只有三分之一。这种错位竞争,让一些中端五轴机有了国产替代的勇气。
再一个,刀具。高端五轴经常加工难切削材料,比如Inconel 718镍基合金。你用山特维克可乐满的专用刀具,寿命是国产的3倍,单价贵5倍,算总账还是划算。但怕就怕断供。去年有阵子,某些欧洲品牌刀具突然收紧渠道,国内几家航发叶片厂急得跳脚。好在这两年厦门金鹭、株洲钻石进步很大,涂层技术上来了,至少粗加工可以顶一顶。
问:我想买台五轴,预算有限,到底选国产还是二手进口?
答:得看你干啥活。如果是做铝件、塑料件,精度要求IT7级以上的3D曲面,建议看看成色好的二手德马吉或马扎克,但切记要带原厂系统和服务。二手水深,找懂行的去验静态精度和反向间隙。如果只是开粗或做木模、吸塑模,国产新机够了,科德、纽威、台群都行,至少售后随叫随到。还有个隐藏选项:买国产机身配进口系统,比如一些机床厂可以给你装发那科31i-B5,前提是你自己有工艺开发能力。
问:五轴编程是不是特别难?想转型做五轴加工,得注意啥?
答:难在工艺,不在软件操作。HyperMill、NX的模块点点鼠标都能生成刀路,但碰撞干涉、刀轴矢量优化、奇异点处理,没两年实战经验根本玩不转。建议先用vericut仿真,别上来就上机,撞一次主轴维修费够你哭的。另外,最好有懂工艺的老法师带,很多参数都是靠经验试出来的。市面上培训大多教软件,但真正值钱的是“怎么做稳”。还有,别忘了学点基本的PLC和伺服调试,万一系统报警,你起码能判断是驱动器还是电机问题,不至于干瞪眼。
几点不太成熟的想法
我个人对高端装备的突破,持谨慎乐观。谨慎是因为基础工业差距摆在那,一台五轴机背后是材料、传感器、软件、精密制造的整个链条,不是一两家龙头能拉动的。乐观呢,是看到市场倒逼的力量。这几年新能源汽车、航空航天、医疗器械订单暴增,高端加工需求井喷,以前没人敢用的国产机,开始有了试错机会。
还有一股力量:工业互联网和数字孪生。个别先锋工厂已经在五轴机上装外挂传感器,实时采集振动、温度数据,用AI做健康预测和精度补偿。这种软硬结合的打法,可能弯道超车。不过说句实话,大部分中小企业连基本的设备联网都没做好,谈这些有点早。
💡 最后分享个冷知识:高端装备领域,有个指标叫“平均无故障时间”(MTBF)。进口五轴机能到5000小时,优秀国产大概1500-2000小时。这个差距不只影响效率,更影响工人的信任感。你想想,每天开机是不是要祈祷一下?这种心理成本,才是国产最难跨越的坎。
但我们这代人,恐怕躲不掉这个课题。老周前些天又给我打电话,说那台国产机被他的老师傅调教得精度稳定了,准备再上一台国产五轴,搭配雷尼绍测头。“先活下来,再慢慢好起来。” 他这话,大概就是中国制造的写照吧。