数控机床的智能化蜕变:当铁疙瘩学会“思考”
上个月去长三角一家精密模具厂,车间一角那台五轴联动加工中心让我愣了好一阵——它正自己换刀、自己找正、甚至自己“感觉”到切削振动有点不对劲,微调了进给率。旁边老张,干了二十年机加工,嘴里嘟囔:“这家伙快成精了。”这可不是玩笑。十年前我们还在争论国产数控系统能不能用,现在,机床自己带“脑子”了。
 数控机床主轴振动传感器安装特写
问:传感器这么多,会不会产生大量无效数据,反而干扰判断?
答:太会了。早期我们吃过亏——恨不得把能采集的参数全采进来,结果服务器三天两头崩盘,报警阈值设得保守,误报多到操作工直接屏蔽喇叭。后来才学乖,得做边缘计算。在机床控制柜旁边挂一个小工控机,先做数据清洗和特征提取,只把压缩后的特征值往上位机传。这样一来,数据量降了九成,有效信息反而更突出了。关键你得让懂加工工艺的人去定义哪些特征重要,纯IT团队搞不定这事儿。
五轴联动加工钛合金叶轮零件场景
问:小厂上不起数字孪生,有没有更接地气的智能化路子?
答:有,而且还挺香。试试主轴功率监控。成本低,加个电流互感器和采集卡就行,软件用开源搭一搭。能粗断刀、能监测刀具磨损趋势,至少能避免批量报废。我帮两个小微工厂改过,收回成本只用了三个多月。再搭配一个便宜的红外热像仪,盯着主轴轴承温升,能预防不少恶性故障。智能化不是非得高大上,实用主义才是根本。
上云之路:从孤立设备到工厂网络
单机智能还不算完,数控机床的联网正在重塑车间管理。过去看机床状态全靠窗户望一眼,灯绿着就安心,灯红了才跑过去。现在,一台50寸看板把所有制程数据挂在墙上:OEE、设备综合效率、刀具寿命条状图、每班产量直方图,甚至每台机的实时主轴转速。管理层手机端也能看。
刚推这系统时,老师傅们抵触得很,觉得被监视了。后来发现,系统其实是他们最好的帮手——以前换班交接,要口头交代哪把刀快不行了、哪个尺寸不稳,遗漏是常事。现在数字化班报表自动生成,连机床暖机程序执行度都记录在案。一台卧加的主轴拉刀力数据连续下滑,系统提前两周发出预警,拆开一看,碟形弹簧确实快到疲劳极限了。避免一次撞刀事故,省了几万块。
不过,上云也有坑。有的厂家为了噱头,开放了工控机到公网的端口,被勒索病毒搞瘫一个车间。教训深刻。安全架构必须做好,工业防火墙和网闸隔离不能省。另外,老旧机床的改造更麻烦——FANUC 0i-D以前的老系统,网口都没有,得加协议转换模块,数据采上来往往点位不全,愁人。
问:国产数控系统在智能化方面跟发那科、西门子比,差距大吗?
答:得分开看。在通用功能和中低端市场,华中数控、广州数控这几年追得很快,触摸屏交互、基本数据采集甚至比发那科老款还人性化。但一到高端五轴、高精度磨床领域,西门子的SINUMERIK ONE那种原生数字孪生平台就把差距拉开了:它从系统设计层面就内置了虚拟调试、工艺仿真,不需要外挂。国产系统在开放性和生态上还得补课。不过,国产的系统对国内现场环境的适配更灵活,比如直接内置了钉钉/企微的报警通知,这一点很中国特色。
说到底,数控机床这行正在经历一场“脑移植”——从只会执行G代码的铁疙瘩,变成能感知、会判断、懂协作的智能节点。但别被热词冲昏头脑,精度保持性和可靠性才是命根子。没有扎实的机械本体,贴再多的传感器也是花架子。下车间摸摸那些用了十年依然定位精度3微米的牧野机床,就知道差距在哪。智能化不是补课,是锦上添花,而这块“锦”,得先织得密不透风。
数控机床主轴振动传感器安装特写
问:传感器这么多,会不会产生大量无效数据,反而干扰判断?
答:太会了。早期我们吃过亏——恨不得把能采集的参数全采进来,结果服务器三天两头崩盘,报警阈值设得保守,误报多到操作工直接屏蔽喇叭。后来才学乖,得做边缘计算。在机床控制柜旁边挂一个小工控机,先做数据清洗和特征提取,只把压缩后的特征值往上位机传。这样一来,数据量降了九成,有效信息反而更突出了。关键你得让懂加工工艺的人去定义哪些特征重要,纯IT团队搞不定这事儿。
五轴联动加工钛合金叶轮零件场景
问:小厂上不起数字孪生,有没有更接地气的智能化路子?
答:有,而且还挺香。试试主轴功率监控。成本低,加个电流互感器和采集卡就行,软件用开源搭一搭。能粗断刀、能监测刀具磨损趋势,至少能避免批量报废。我帮两个小微工厂改过,收回成本只用了三个多月。再搭配一个便宜的红外热像仪,盯着主轴轴承温升,能预防不少恶性故障。智能化不是非得高大上,实用主义才是根本。
上云之路:从孤立设备到工厂网络
单机智能还不算完,数控机床的联网正在重塑车间管理。过去看机床状态全靠窗户望一眼,灯绿着就安心,灯红了才跑过去。现在,一台50寸看板把所有制程数据挂在墙上:OEE、设备综合效率、刀具寿命条状图、每班产量直方图,甚至每台机的实时主轴转速。管理层手机端也能看。
刚推这系统时,老师傅们抵触得很,觉得被监视了。后来发现,系统其实是他们最好的帮手——以前换班交接,要口头交代哪把刀快不行了、哪个尺寸不稳,遗漏是常事。现在数字化班报表自动生成,连机床暖机程序执行度都记录在案。一台卧加的主轴拉刀力数据连续下滑,系统提前两周发出预警,拆开一看,碟形弹簧确实快到疲劳极限了。避免一次撞刀事故,省了几万块。
不过,上云也有坑。有的厂家为了噱头,开放了工控机到公网的端口,被勒索病毒搞瘫一个车间。教训深刻。安全架构必须做好,工业防火墙和网闸隔离不能省。另外,老旧机床的改造更麻烦——FANUC 0i-D以前的老系统,网口都没有,得加协议转换模块,数据采上来往往点位不全,愁人。
问:国产数控系统在智能化方面跟发那科、西门子比,差距大吗?
答:得分开看。在通用功能和中低端市场,华中数控、广州数控这几年追得很快,触摸屏交互、基本数据采集甚至比发那科老款还人性化。但一到高端五轴、高精度磨床领域,西门子的SINUMERIK ONE那种原生数字孪生平台就把差距拉开了:它从系统设计层面就内置了虚拟调试、工艺仿真,不需要外挂。国产系统在开放性和生态上还得补课。不过,国产的系统对国内现场环境的适配更灵活,比如直接内置了钉钉/企微的报警通知,这一点很中国特色。
说到底,数控机床这行正在经历一场“脑移植”——从只会执行G代码的铁疙瘩,变成能感知、会判断、懂协作的智能节点。但别被热词冲昏头脑,精度保持性和可靠性才是命根子。没有扎实的机械本体,贴再多的传感器也是花架子。下车间摸摸那些用了十年依然定位精度3微米的牧野机床,就知道差距在哪。智能化不是补课,是锦上添花,而这块“锦”,得先织得密不透风。
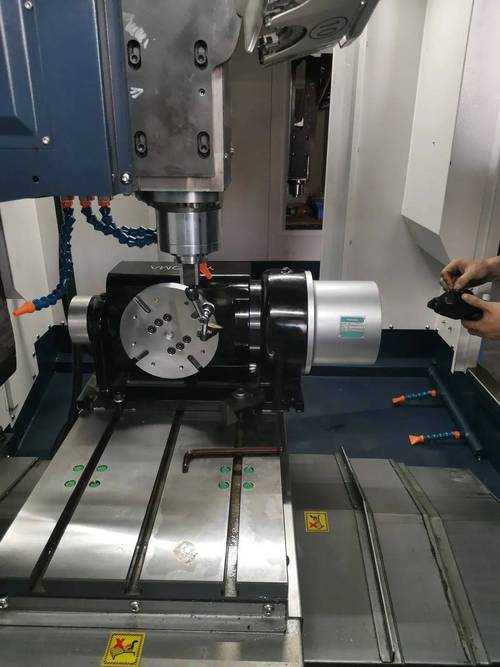
机床的“神经末梢”:传感器与数据采集
一台现代数控机床,尤其高端五轴机,身上贴的传感器少说几十个。主轴温度、振动频谱、电机电流、冷却液流量、刀尖位置偏差……这些数据以毫秒级刷新,汇成一股数据洪流。说实话,刚开始接触这些数据图谱的时候,我头皮发麻——全是噪声和毛刺。但正是这些杂乱的信号,构成了机床的“皮肤”和“耳朵”。 主轴振动传感器现在不只是报警了。通过FFT频谱分析,能直接告诉你这把立铣刀的刃是不是崩了,或者夹具有没有松动。一次在苏州,一台德马吉DMU 65的频谱上突然冒出一个异常高频峰,现场工程师一拍大腿:松拉刀机构不干净了!如果没这传感器,等到工件表面出现振纹才停机,废品率得上去两三个点。 数控机床主轴振动传感器安装特写
问:传感器这么多,会不会产生大量无效数据,反而干扰判断?
答:太会了。早期我们吃过亏——恨不得把能采集的参数全采进来,结果服务器三天两头崩盘,报警阈值设得保守,误报多到操作工直接屏蔽喇叭。后来才学乖,得做边缘计算。在机床控制柜旁边挂一个小工控机,先做数据清洗和特征提取,只把压缩后的特征值往上位机传。这样一来,数据量降了九成,有效信息反而更突出了。关键你得让懂加工工艺的人去定义哪些特征重要,纯IT团队搞不定这事儿。
数控机床主轴振动传感器安装特写
问:传感器这么多,会不会产生大量无效数据,反而干扰判断?
答:太会了。早期我们吃过亏——恨不得把能采集的参数全采进来,结果服务器三天两头崩盘,报警阈值设得保守,误报多到操作工直接屏蔽喇叭。后来才学乖,得做边缘计算。在机床控制柜旁边挂一个小工控机,先做数据清洗和特征提取,只把压缩后的特征值往上位机传。这样一来,数据量降了九成,有效信息反而更突出了。关键你得让懂加工工艺的人去定义哪些特征重要,纯IT团队搞不定这事儿。
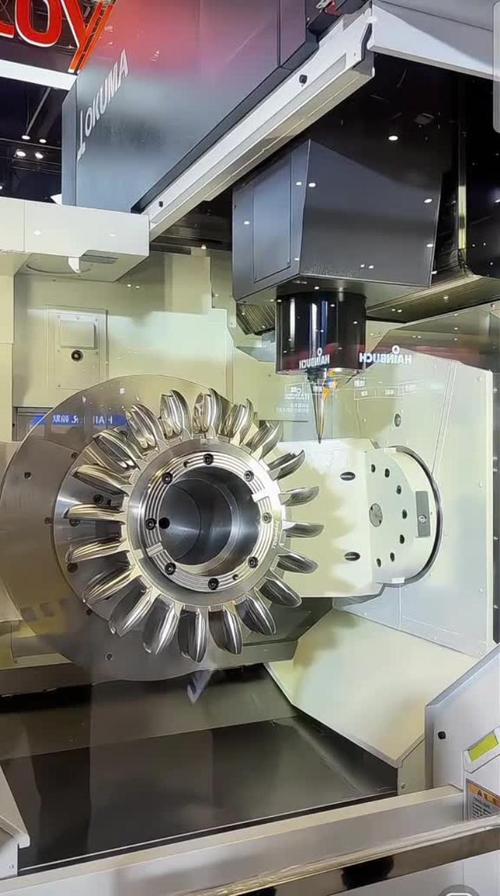
工艺大脑:自适应加工与AI预测
数据有了,怎么用才是分水岭。传统数控程序是死的——编程时设定的转速、进给、切深,全凭师傅经验拍脑袋,碰到材料批次硬一点、毛坯余量不均匀,要么让刀,要么断刀。现在自适应加工成了标配。用的是主轴负载实时反馈:系统监测到切削力突然上升,立刻降进给;力掉下来了,又自动提上去。这玩意儿在粗加工效率上能差出30%以上,而且对刀具寿命极其友好。 不过话说回来,自适应控制也不是万能药。有些国产系统设的响应延迟还是大,切削力波动剧烈时,算法跟不上,一顿一顿的反而不如老手恒速开得稳。我见过一家日资企业,他们在叶轮加工上用的数字孪生才叫狠——先在软件里模拟整个加工过程的刀路载荷,把每一个刀位点的最优参数算好,生成“引导式”自适应程序,不是被动反应,而是提前预判。成品叶盘的气动面精度直接干到IT5,基本免打磨。 五轴联动加工钛合金叶轮零件场景
问:小厂上不起数字孪生,有没有更接地气的智能化路子?
答:有,而且还挺香。试试主轴功率监控。成本低,加个电流互感器和采集卡就行,软件用开源搭一搭。能粗断刀、能监测刀具磨损趋势,至少能避免批量报废。我帮两个小微工厂改过,收回成本只用了三个多月。再搭配一个便宜的红外热像仪,盯着主轴轴承温升,能预防不少恶性故障。智能化不是非得高大上,实用主义才是根本。
五轴联动加工钛合金叶轮零件场景
问:小厂上不起数字孪生,有没有更接地气的智能化路子?
答:有,而且还挺香。试试主轴功率监控。成本低,加个电流互感器和采集卡就行,软件用开源搭一搭。能粗断刀、能监测刀具磨损趋势,至少能避免批量报废。我帮两个小微工厂改过,收回成本只用了三个多月。再搭配一个便宜的红外热像仪,盯着主轴轴承温升,能预防不少恶性故障。智能化不是非得高大上,实用主义才是根本。
上云之路:从孤立设备到工厂网络
 上云之路:从孤立设备到工厂网络
单机智能还不算完,数控机床的联网正在重塑车间管理。过去看机床状态全靠窗户望一眼,灯绿着就安心,灯红了才跑过去。现在,一台50寸看板把所有制程数据挂在墙上:OEE、设备综合效率、刀具寿命条状图、每班产量直方图,甚至每台机的实时主轴转速。管理层手机端也能看。
刚推这系统时,老师傅们抵触得很,觉得被监视了。后来发现,系统其实是他们最好的帮手——以前换班交接,要口头交代哪把刀快不行了、哪个尺寸不稳,遗漏是常事。现在数字化班报表自动生成,连机床暖机程序执行度都记录在案。一台卧加的主轴拉刀力数据连续下滑,系统提前两周发出预警,拆开一看,碟形弹簧确实快到疲劳极限了。避免一次撞刀事故,省了几万块。
不过,上云也有坑。有的厂家为了噱头,开放了工控机到公网的端口,被勒索病毒搞瘫一个车间。教训深刻。安全架构必须做好,工业防火墙和网闸隔离不能省。另外,老旧机床的改造更麻烦——FANUC 0i-D以前的老系统,网口都没有,得加协议转换模块,数据采上来往往点位不全,愁人。
问:国产数控系统在智能化方面跟发那科、西门子比,差距大吗?
答:得分开看。在通用功能和中低端市场,华中数控、广州数控这几年追得很快,触摸屏交互、基本数据采集甚至比发那科老款还人性化。但一到高端五轴、高精度磨床领域,西门子的SINUMERIK ONE那种原生数字孪生平台就把差距拉开了:它从系统设计层面就内置了虚拟调试、工艺仿真,不需要外挂。国产系统在开放性和生态上还得补课。不过,国产的系统对国内现场环境的适配更灵活,比如直接内置了钉钉/企微的报警通知,这一点很中国特色。
说到底,数控机床这行正在经历一场“脑移植”——从只会执行G代码的铁疙瘩,变成能感知、会判断、懂协作的智能节点。但别被热词冲昏头脑,精度保持性和可靠性才是命根子。没有扎实的机械本体,贴再多的传感器也是花架子。下车间摸摸那些用了十年依然定位精度3微米的牧野机床,就知道差距在哪。智能化不是补课,是锦上添花,而这块“锦”,得先织得密不透风。
上云之路:从孤立设备到工厂网络
单机智能还不算完,数控机床的联网正在重塑车间管理。过去看机床状态全靠窗户望一眼,灯绿着就安心,灯红了才跑过去。现在,一台50寸看板把所有制程数据挂在墙上:OEE、设备综合效率、刀具寿命条状图、每班产量直方图,甚至每台机的实时主轴转速。管理层手机端也能看。
刚推这系统时,老师傅们抵触得很,觉得被监视了。后来发现,系统其实是他们最好的帮手——以前换班交接,要口头交代哪把刀快不行了、哪个尺寸不稳,遗漏是常事。现在数字化班报表自动生成,连机床暖机程序执行度都记录在案。一台卧加的主轴拉刀力数据连续下滑,系统提前两周发出预警,拆开一看,碟形弹簧确实快到疲劳极限了。避免一次撞刀事故,省了几万块。
不过,上云也有坑。有的厂家为了噱头,开放了工控机到公网的端口,被勒索病毒搞瘫一个车间。教训深刻。安全架构必须做好,工业防火墙和网闸隔离不能省。另外,老旧机床的改造更麻烦——FANUC 0i-D以前的老系统,网口都没有,得加协议转换模块,数据采上来往往点位不全,愁人。
问:国产数控系统在智能化方面跟发那科、西门子比,差距大吗?
答:得分开看。在通用功能和中低端市场,华中数控、广州数控这几年追得很快,触摸屏交互、基本数据采集甚至比发那科老款还人性化。但一到高端五轴、高精度磨床领域,西门子的SINUMERIK ONE那种原生数字孪生平台就把差距拉开了:它从系统设计层面就内置了虚拟调试、工艺仿真,不需要外挂。国产系统在开放性和生态上还得补课。不过,国产的系统对国内现场环境的适配更灵活,比如直接内置了钉钉/企微的报警通知,这一点很中国特色。
说到底,数控机床这行正在经历一场“脑移植”——从只会执行G代码的铁疙瘩,变成能感知、会判断、懂协作的智能节点。但别被热词冲昏头脑,精度保持性和可靠性才是命根子。没有扎实的机械本体,贴再多的传感器也是花架子。下车间摸摸那些用了十年依然定位精度3微米的牧野机床,就知道差距在哪。智能化不是补课,是锦上添花,而这块“锦”,得先织得密不透风。