精密制造:在微米尺度上跳舞的现代工业
去年秋天,我在苏州工业园区见识了一个精雕车间。
机床的照明灯嗡嗡响,切削液带着细微的嘶嘶声喷向工件——但真正让我头皮发麻的,是车间角落那台三坐标测量机。它正用红宝石探头轻触一个微型齿轮,显示屏上的数字跳了跳:±2.3微米。旁边的小伙子说:“昨晚那批活,超差了0.8个微米,全部报废。”口气平淡得像在说天气。0.8微米啊…一根头发直径的八十分之一。那一刻我突然意识到,我们常说的“精密制造”,真不是换个高档机床就能跨进去的门槛。它是一整套思维、工艺链、甚至是神经质的较劲。
 精密制造车间三坐标测量机微米级检测
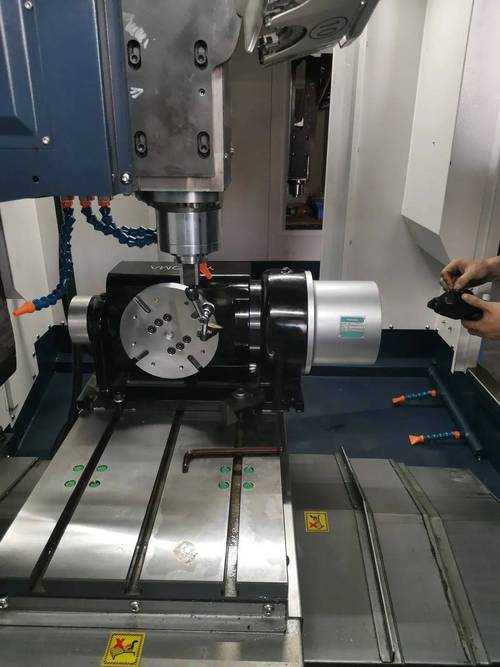
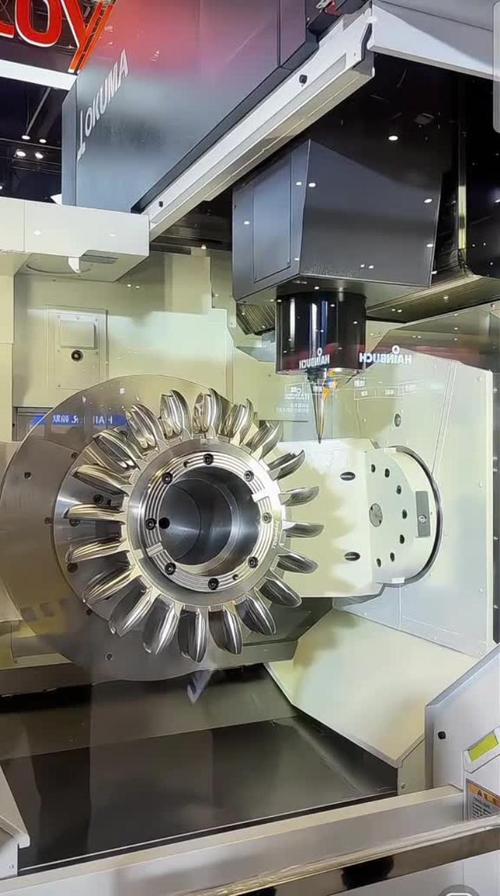
瑞士高精度五轴加工中心加工精密零件
精密制造车间三坐标测量机微米级检测
瑞士高精度五轴加工中心加工精密零件
答:千万别一上来就砸钱买顶级设备!见过不少悲剧:进口的五轴买回来,因为恒温车间不达标,地基防震没做好,干出来的活还不如老掉牙的三轴。精密制造的第一个门槛不是设备,是环境控制。温度必须控制在±1℃以内,湿度也有要求,否则铸铁床身会微变形,光栅尺读数会漂移。✅ 然后是检测能力——你得先能测准,才知道自己加工到了哪里。所以我的建议是:先建一间哪怕只有20平米的恒温检测室,配一台靠谱的三坐标,把现有设备的真实精度摸清楚,再考虑下一步。 问:精密制造和普通加工的区别到底有多大?能举个例子吗?
答:大到像两种职业。举个最直观的例子:普通车床加工一根轴,直径公差±0.05mm,卡尺一量就够;精密磨削同一根轴,公差±1μm,就得用气动量仪或光学测量仪。而且,普通加工基本不用考虑刀具磨损补偿,精密制造却要实时监控刀尖位置,甚至环境温度变化导致的热伸长都得用算法补偿回来。更别提切屑处理——微细切屑若未及时冲走,会划伤已加工表面,这种细节在普通加工里根本没人操心。所以普工转精密,通常要脱一层皮。飞秒激光微加工精密手术器械零件
还有非晶合金(金属玻璃),这玩意儿几年前还只存在于实验室,现在却已经在精密电子结构件上冒头了。它冷却快,一次成型就能达到亚微米级表面,省去研磨抛光。可它又硬又脆,后续微细加工时极易崩边。东莞有家小厂,硬是用慢走丝线切割摸索出一套参数组合,把崩边控制在5微米内,良率提到80%。他们老板跟我说,参数试了快两年,光试验件堆满了一整个货架。听到这种故事,我总会对“制造业升级”这些大词生出敬意——升级不是换个名词,是这些人用笨功夫堆出来的。
答:我个人看重“在位测量与智能补偿”。简单说,就是在加工机床上直接集成高精度测头或光学传感器,边加工边测量,实时修正加工轨迹。比如德国一家公司,在五轴加工中心上集成激光三角法测头,每切削一层就扫描一次型面,根据点云数据自动生成下一刀的刀路修正量,能把大型复杂曲面的轮廓误差控制在10微米内。这打破了传统“加工-拆卸-测量-再装夹”的流程,效率提升巨大。国内也有高校和机床厂联合开发类似系统,用在航空发动机叶片的精整加工上,效果惊艳。 精密制造是一条没有尽头的路。设备、刀具、工艺、测量、环境、人……这些环节只要有一个短板,整个水桶就装不了多少水。我常在想,为什么德国、瑞士、日本能在这领域长盛不衰?也许不仅是技术积淀,更是一种深入骨髓的严谨——对每个微米都心存敬畏。而我们正在追赶,用更快的迭代,也付出了极大的心血。下次当你看到一部手机、一辆车、一台医疗设备,不妨想想里面那些肉眼看不见的精准结构,那是一群较劲的人,在跟物理定律死磕。 最后一点私人的体会:做精密制造,最怕的不是技术难,而是心态浮。见过太多年轻人,学了几天五轴编程就觉得天下无敌,真上手加工时才发现,连刀具跳动都打不好。回头从头练基本功,铲刮、研磨、对刀、测量……这些看似落伍的手艺,恰恰是精密制造的底裤。没了它们,再贵的设备也只是华丽的空壳。
 精密制造车间三坐标测量机微米级检测
精密制造车间三坐标测量机微米级检测
数字游戏?不,是物理极限的肉搏
很多人以为精密制造就是小数点后多几位零。说实话,干了二十年机加工的老手,也会在这种数字面前犯怵。我们说的“精密”,不是简单把普通机床导轨铲刮得更平,或者换个高精度轴承——那些早就是基本功了。现在的精密制造,更多时候是在和材料本身较劲:钛合金的让刀、陶瓷的热脆性、甚至因为切削热导致的热膨胀,都能轻易毁掉几个小时的成果。 去年参观一家瑞士机床的演示,加工一个手表夹板,刀具转速12万转,刀尖跳动必须控制在1微米以内。我问现场工程师,为什么不用激光加工?他苦笑:激光烧蚀会有热影响区,边缘会形成微裂纹,而这个夹板要承受发条盒的恒定扭矩……听到这儿,我懂了。有些场合,精密就是唯一的路,哪怕它走得磕磕绊绊。 就拿最近很火的半导体封装基板来说。线路宽度降到8微米,这意味着钻孔的精度得稳在±3微米上下。传统机械钻根本不行,上了激光钻吧,又得解决孔壁残胶的问题。去年一家国内厂商咬着牙攻关,最后是靠低温等离子清洗加上特殊钻径补偿,才把良率拉到95%。这些故事,外行人看来就是参数表上的数字差异,可内行知道,背后是无数个通宵和报废的托盘。 瑞士高精度五轴加工中心加工精密零件
瑞士高精度五轴加工中心加工精密零件
AI来了,但老师傅的手艺还没过时
这几年工业4.0喊得震天响,很多车间都竖起了数据看板。不过根据我近期的走访,精密制造领域的数字化,更像是给老师傅配了副高倍放大镜,而不是把他们赶下操作台。 苏州有一家做精密珩磨的小厂,给液压阀套做内孔,要求圆柱度0.5微米。他们上了一套在线气动量仪,数据实时传回控制系统。但有趣的是,最终调刀补偿的决定,还是得由一位五十多岁的师傅拍板。我问为什么?老板说:气动量仪只能告诉你差多少,但怎么补、补多少,还得靠人感觉——上一刀是哪个方向偏了,砂条磨损到什么程度,甚至环境湿度对磨削液浓度的影响,这些变量还没法完美建模。💡 所以你能看到一种奇特的混合状态:机器在狂奔,但关键路口还是人在把控。我想这或许就是精密制造最迷人的地方:它既需要冷冰冰的纳米级重复定位精度,又离不开温热的人类直觉。 不过AI确实在改变一些环节。比如瑞士的GF加工方案,已经能在五轴加工中心上嵌入工艺参数自优化模块。切削过程中通过主轴振动传感器和功率监测,实时调整进给率,把刀具让刀量补偿到微米级。不用停机试切,直接首件即成。这种技术在国内一些外企和顶尖模具厂已经用起来了,但谈及普及——难。小批量、多品种的精密制造,训练数据量根本不够,模型容易“学傻掉”。 问:中小企业想涉足精密制造,最该先投资什么?买高端机床吗?答:千万别一上来就砸钱买顶级设备!见过不少悲剧:进口的五轴买回来,因为恒温车间不达标,地基防震没做好,干出来的活还不如老掉牙的三轴。精密制造的第一个门槛不是设备,是环境控制。温度必须控制在±1℃以内,湿度也有要求,否则铸铁床身会微变形,光栅尺读数会漂移。✅ 然后是检测能力——你得先能测准,才知道自己加工到了哪里。所以我的建议是:先建一间哪怕只有20平米的恒温检测室,配一台靠谱的三坐标,把现有设备的真实精度摸清楚,再考虑下一步。 问:精密制造和普通加工的区别到底有多大?能举个例子吗?
答:大到像两种职业。举个最直观的例子:普通车床加工一根轴,直径公差±0.05mm,卡尺一量就够;精密磨削同一根轴,公差±1μm,就得用气动量仪或光学测量仪。而且,普通加工基本不用考虑刀具磨损补偿,精密制造却要实时监控刀尖位置,甚至环境温度变化导致的热伸长都得用算法补偿回来。更别提切屑处理——微细切屑若未及时冲走,会划伤已加工表面,这种细节在普通加工里根本没人操心。所以普工转精密,通常要脱一层皮。
材料在变,工艺得跟着掉层皮
五年前,我们做精密零件,常用的还是不锈钢、黄铜、铝合金。现在呢?客户带着钨钢、石英玻璃、甚至镍基高温合金的图纸找上门,要求镜面级表面。没办法,行业卷到了这个地步,只能啃硬骨头。 最近碰到一个典型案例:某医疗器械公司要加工一种微型手术钳,材料是17-4PH沉淀硬化不锈钢,硬度HRC44左右,最薄壁厚仅0.15mm。用铣削?刀都震断;电火花?效率太低且表面有重铸层。最后找了家专做精密激光微加工的公司,采用飞秒激光冷加工,几乎没有热影响区,切出来的边缘像刀刻一样利落。但成本极高,一个零件加工费抵得上一部中端手机。 这就是精密制造的残酷现实:你能做出极致的东西,但得承受极致的代价。💰 所以现在不少厂子开始尝试复合加工,比如超声辅助磨削、激光辅助切削,试图降低对超精密机床的依赖。这些工艺目前仍在爬坡期,但已经能看到曙光。 飞秒激光微加工精密手术器械零件
还有非晶合金(金属玻璃),这玩意儿几年前还只存在于实验室,现在却已经在精密电子结构件上冒头了。它冷却快,一次成型就能达到亚微米级表面,省去研磨抛光。可它又硬又脆,后续微细加工时极易崩边。东莞有家小厂,硬是用慢走丝线切割摸索出一套参数组合,把崩边控制在5微米内,良率提到80%。他们老板跟我说,参数试了快两年,光试验件堆满了一整个货架。听到这种故事,我总会对“制造业升级”这些大词生出敬意——升级不是换个名词,是这些人用笨功夫堆出来的。
飞秒激光微加工精密手术器械零件
还有非晶合金(金属玻璃),这玩意儿几年前还只存在于实验室,现在却已经在精密电子结构件上冒头了。它冷却快,一次成型就能达到亚微米级表面,省去研磨抛光。可它又硬又脆,后续微细加工时极易崩边。东莞有家小厂,硬是用慢走丝线切割摸索出一套参数组合,把崩边控制在5微米内,良率提到80%。他们老板跟我说,参数试了快两年,光试验件堆满了一整个货架。听到这种故事,我总会对“制造业升级”这些大词生出敬意——升级不是换个名词,是这些人用笨功夫堆出来的。
别忘了,测量才是最后的裁判
一句话:做不出来的精密是设计问题,测不出来的精密是耍流氓。 去年帮朋友评估一条生产线,他们加工中心宣称定位精度3μm,但用激光干涉仪一打,半行程定位误差竟有11μm。查了半天,发现光栅尺的安装面有0.02mm的直线度偏差,导致阿贝误差被显著放大。你看,这类问题不靠计量手段根本发现不了。现在国家标准在精密领域也越来越严格,比如机床几何精度的检测已经引入了空间误差补偿的概念,不再是单轴线性测量。 我特别想强调的一点:很多工厂舍得买好机床,却舍不得花钱买高精度量具,更不愿定期送检校准。这是精密制造里最大的坑。❗ 三坐标测头、标准球、量块这些,必须纳入周期校准计划,而且最好自己再配一套核查标准,中间抽查。否则,天天测的是假数据,还怎么谈精密? 问:最近五年,精密制造领域最值得关注的技术突破是什么?答:我个人看重“在位测量与智能补偿”。简单说,就是在加工机床上直接集成高精度测头或光学传感器,边加工边测量,实时修正加工轨迹。比如德国一家公司,在五轴加工中心上集成激光三角法测头,每切削一层就扫描一次型面,根据点云数据自动生成下一刀的刀路修正量,能把大型复杂曲面的轮廓误差控制在10微米内。这打破了传统“加工-拆卸-测量-再装夹”的流程,效率提升巨大。国内也有高校和机床厂联合开发类似系统,用在航空发动机叶片的精整加工上,效果惊艳。 精密制造是一条没有尽头的路。设备、刀具、工艺、测量、环境、人……这些环节只要有一个短板,整个水桶就装不了多少水。我常在想,为什么德国、瑞士、日本能在这领域长盛不衰?也许不仅是技术积淀,更是一种深入骨髓的严谨——对每个微米都心存敬畏。而我们正在追赶,用更快的迭代,也付出了极大的心血。下次当你看到一部手机、一辆车、一台医疗设备,不妨想想里面那些肉眼看不见的精准结构,那是一群较劲的人,在跟物理定律死磕。 最后一点私人的体会:做精密制造,最怕的不是技术难,而是心态浮。见过太多年轻人,学了几天五轴编程就觉得天下无敌,真上手加工时才发现,连刀具跳动都打不好。回头从头练基本功,铲刮、研磨、对刀、测量……这些看似落伍的手艺,恰恰是精密制造的底裤。没了它们,再贵的设备也只是华丽的空壳。