增材制造能走多远?一个老工程师的实话
增材制造,也叫3D打印,这词现在烂大街了。但真正搞工业的人,聊的不是桌面塑料玩具。是金属粉末床熔融。是电子束。是定向能量沉积。
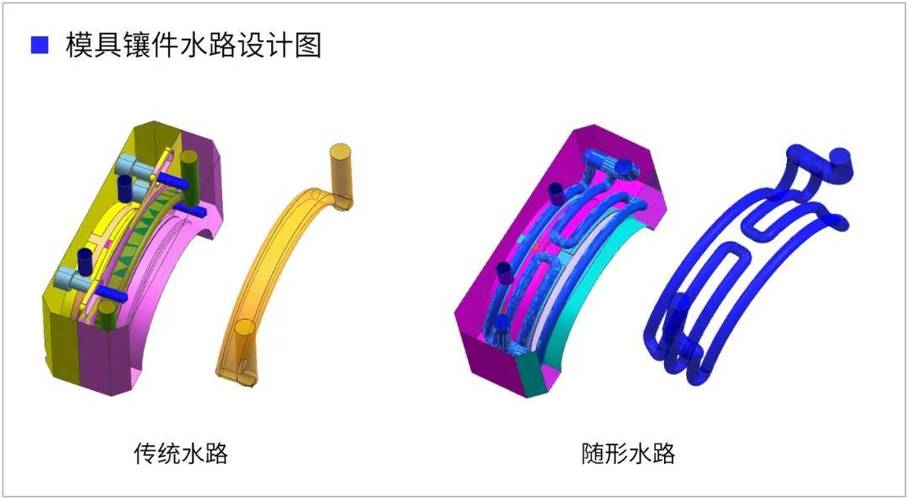
去年我去一家模具厂,他们用增材制造打随形水路——冷却效率提升40%!你猜怎么着?模具寿命还延长了。这可不是闹着玩的。
 模具增材制造随形水路零件剖面
说实话,我当时心里咯噔一下。传统机加工,这种复杂流道根本干不出来。就算能,成本上天。增材制造却像做蛋糕,一层层往上堆。所以,技术路线的颠覆性就在这儿。
金属粉末床熔融SLM打印过程特写
粉末床熔融是精度之王。最小特征能到0.1mm,表面粗糙度Ra可以达到个位数。航空航天那些复杂的燃油喷嘴,钛合金轻量化结构件,都靠它。但是,它的速度——慢得让人抓狂。一个手掌大的零件,打印十几小时是常事。急单?不可能。
DED呢,速度快,但精度差,表面像堆焊。所以适合大轴修复,或者那个...海工平台的大型曲轴,打印完再精密加工。✅
成本降下来了?未必
问:金属打印现在是不是便宜很多了?
答:一分钱一分货。设备是便宜了,国产的像铂力特、华曙高科,几百万能拿下,比进口便宜一半。但耗材呢?高品质金属粉末仍然不便宜。常用316L不锈钢粉,球形度、粒度分布、氧含量都有严格标准,一公斤三五百块还算合理,钛合金粉就得一千多。最坑的是,粉末用过几次后循环性变差,必须掺新粉,不然打印质量断崖式下跌。❗而且,粉末管理是一整套安全体系——防爆、防静电、人员防护——隐性成本高得离谱。
问:那为什么还那么多人用?是不是傻?
答:哈哈,不是傻,是算大账。举个例子:某航空发动机燃油喷嘴,原来要焊十几个零件,现在一体化打印,减重25%,寿命提高3倍,制造周期缩短70%。虽然单件成本比传统高20%,但整体经济性爆表。特别适合小批量、高价值、复杂结构产品。💡 另外像医疗植入物,椎间融合器,用增材制造可以做出骨小梁多孔结构,与人骨弹性模量匹配,传统加工根本做不出来。这种附加值,成本就不是第一考量了。
所以,增材制造的成本不能单纯比单价,要比全生命周期成本。这也是为什么它先在航空航天和医疗器械开花。
后处理——被忽视的生死关
很多人以为打印完就完事了。大错特错。支撑去除、热处理、热等静压、线切割分离、表面精整...后处理可能占总成本的30%以上。
特别是热等静压,基本是航空件的标配,消除内部孔隙,提高疲劳强度。那设备,压力上百兆帕,温度上千度,一台几千万。中小企业就算了,只能外协。还有残余应力,打印完零件内部应力能大到离谱,不开玩笑,有一次我见一个叶盘,线切割切下来当场就变形了,咔的一声,所有人都懵了。所以支撑设计、摆放方向都得考虑应力释放。
最棘手的,是内部流道的抛光。异形流道,磨粒流都搞不定怎么办?后来用了电化学抛光,勉强过得去,但工艺窗口极窄。实话,后处理这块的自动化程度远不如打印本身。
未来的方向:批产?还是专用?
2024年,增材制造最大的势头是往批量生产冲。多激光系统,四激光、八激光,同时扫描,效率翻倍。像Velo3D,无支撑打倾斜角度低至10度的金属件,简直变态。还有连续打印技术,不停机就能取出零件。这条路上,美国和德国跑得快,国内厂商也在猛追。
不过话说回来,有一种思路是专注专用领域,比如高熵合金打印、梯度材料,或者太空原位制造。NASA在空间站上装了个增材制造设备,太空坏个工具自己打,不用等地面补给。这意义多大啊。
问:增材制造会不会彻底取代传统铸造和锻造?
答:别想多了。十年内不可能。传统工艺在材料密度、成本、尺寸、大规模生产效率方面依然吊打增材制造。比如汽车发动机缸体,铝合金压铸,节拍几十秒一个,增材制造几小时一个,怎么比?但有些场景,比如叶片修复、异形零件补缺、快速原型迭代,增材制造是唯一解。所以它们是互补关系。将来,可能会是增材制造做毛坯,再用数控精加工的组合模式。
最后,我想说,这个行业进入理性期了。前几年热钱涌入,一堆骗补贴的,设备开机率不到30%的厂子大把。现在洗牌,真正有技术沉淀的活下来了。挺好的。
如果现在想入行,建议先想清楚应用场景,别听销售忽悠。买设备简单,用好难。粉末、工艺、后处理、人员,全链路缺一不可。真的,这行是典型的技术密集型。
增材制造已经证明了它的价值,但离颠覆性普及还有长路。且看吧。
模具增材制造随形水路零件剖面
说实话,我当时心里咯噔一下。传统机加工,这种复杂流道根本干不出来。就算能,成本上天。增材制造却像做蛋糕,一层层往上堆。所以,技术路线的颠覆性就在这儿。
金属粉末床熔融SLM打印过程特写
粉末床熔融是精度之王。最小特征能到0.1mm,表面粗糙度Ra可以达到个位数。航空航天那些复杂的燃油喷嘴,钛合金轻量化结构件,都靠它。但是,它的速度——慢得让人抓狂。一个手掌大的零件,打印十几小时是常事。急单?不可能。
DED呢,速度快,但精度差,表面像堆焊。所以适合大轴修复,或者那个...海工平台的大型曲轴,打印完再精密加工。✅
成本降下来了?未必
问:金属打印现在是不是便宜很多了?
答:一分钱一分货。设备是便宜了,国产的像铂力特、华曙高科,几百万能拿下,比进口便宜一半。但耗材呢?高品质金属粉末仍然不便宜。常用316L不锈钢粉,球形度、粒度分布、氧含量都有严格标准,一公斤三五百块还算合理,钛合金粉就得一千多。最坑的是,粉末用过几次后循环性变差,必须掺新粉,不然打印质量断崖式下跌。❗而且,粉末管理是一整套安全体系——防爆、防静电、人员防护——隐性成本高得离谱。
问:那为什么还那么多人用?是不是傻?
答:哈哈,不是傻,是算大账。举个例子:某航空发动机燃油喷嘴,原来要焊十几个零件,现在一体化打印,减重25%,寿命提高3倍,制造周期缩短70%。虽然单件成本比传统高20%,但整体经济性爆表。特别适合小批量、高价值、复杂结构产品。💡 另外像医疗植入物,椎间融合器,用增材制造可以做出骨小梁多孔结构,与人骨弹性模量匹配,传统加工根本做不出来。这种附加值,成本就不是第一考量了。
所以,增材制造的成本不能单纯比单价,要比全生命周期成本。这也是为什么它先在航空航天和医疗器械开花。
后处理——被忽视的生死关
很多人以为打印完就完事了。大错特错。支撑去除、热处理、热等静压、线切割分离、表面精整...后处理可能占总成本的30%以上。
特别是热等静压,基本是航空件的标配,消除内部孔隙,提高疲劳强度。那设备,压力上百兆帕,温度上千度,一台几千万。中小企业就算了,只能外协。还有残余应力,打印完零件内部应力能大到离谱,不开玩笑,有一次我见一个叶盘,线切割切下来当场就变形了,咔的一声,所有人都懵了。所以支撑设计、摆放方向都得考虑应力释放。
最棘手的,是内部流道的抛光。异形流道,磨粒流都搞不定怎么办?后来用了电化学抛光,勉强过得去,但工艺窗口极窄。实话,后处理这块的自动化程度远不如打印本身。
未来的方向:批产?还是专用?
2024年,增材制造最大的势头是往批量生产冲。多激光系统,四激光、八激光,同时扫描,效率翻倍。像Velo3D,无支撑打倾斜角度低至10度的金属件,简直变态。还有连续打印技术,不停机就能取出零件。这条路上,美国和德国跑得快,国内厂商也在猛追。
不过话说回来,有一种思路是专注专用领域,比如高熵合金打印、梯度材料,或者太空原位制造。NASA在空间站上装了个增材制造设备,太空坏个工具自己打,不用等地面补给。这意义多大啊。
问:增材制造会不会彻底取代传统铸造和锻造?
答:别想多了。十年内不可能。传统工艺在材料密度、成本、尺寸、大规模生产效率方面依然吊打增材制造。比如汽车发动机缸体,铝合金压铸,节拍几十秒一个,增材制造几小时一个,怎么比?但有些场景,比如叶片修复、异形零件补缺、快速原型迭代,增材制造是唯一解。所以它们是互补关系。将来,可能会是增材制造做毛坯,再用数控精加工的组合模式。
最后,我想说,这个行业进入理性期了。前几年热钱涌入,一堆骗补贴的,设备开机率不到30%的厂子大把。现在洗牌,真正有技术沉淀的活下来了。挺好的。
如果现在想入行,建议先想清楚应用场景,别听销售忽悠。买设备简单,用好难。粉末、工艺、后处理、人员,全链路缺一不可。真的,这行是典型的技术密集型。
增材制造已经证明了它的价值,但离颠覆性普及还有长路。且看吧。
 模具增材制造随形水路零件剖面
说实话,我当时心里咯噔一下。传统机加工,这种复杂流道根本干不出来。就算能,成本上天。增材制造却像做蛋糕,一层层往上堆。所以,技术路线的颠覆性就在这儿。
模具增材制造随形水路零件剖面
说实话,我当时心里咯噔一下。传统机加工,这种复杂流道根本干不出来。就算能,成本上天。增材制造却像做蛋糕,一层层往上堆。所以,技术路线的颠覆性就在这儿。
不是所有3D打印都叫增材制造
市面上FDM打印机几百块一台,打打玩具还行。工业级增材制造,光是铺粉的均匀度就得控制到微米级。激光功率、扫描策略、保护气氛...一个参数飘了,整炉零件全报废。一炉几十万,你敢大意? 目前主流技术:粉末床熔融(PBF),包括SLM和EBM;定向能量沉积(DED),多用于修复和大型构件;还有粘结剂喷射(BJ),最近很火,因为可以大批量打印金属零件。另外光固化(SLA)和熔融沉积(FDM)在工程塑料领域也有一席之地。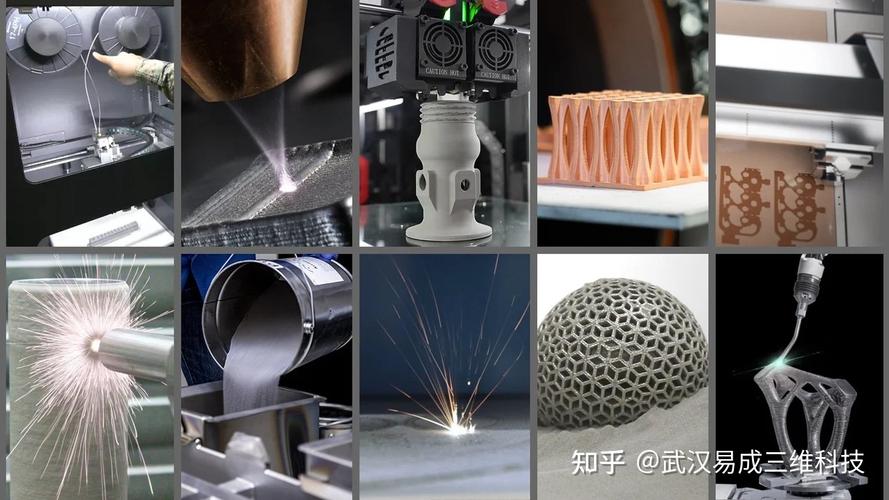 金属粉末床熔融SLM打印过程特写
粉末床熔融是精度之王。最小特征能到0.1mm,表面粗糙度Ra可以达到个位数。航空航天那些复杂的燃油喷嘴,钛合金轻量化结构件,都靠它。但是,它的速度——慢得让人抓狂。一个手掌大的零件,打印十几小时是常事。急单?不可能。
DED呢,速度快,但精度差,表面像堆焊。所以适合大轴修复,或者那个...海工平台的大型曲轴,打印完再精密加工。✅
金属粉末床熔融SLM打印过程特写
粉末床熔融是精度之王。最小特征能到0.1mm,表面粗糙度Ra可以达到个位数。航空航天那些复杂的燃油喷嘴,钛合金轻量化结构件,都靠它。但是,它的速度——慢得让人抓狂。一个手掌大的零件,打印十几小时是常事。急单?不可能。
DED呢,速度快,但精度差,表面像堆焊。所以适合大轴修复,或者那个...海工平台的大型曲轴,打印完再精密加工。✅
成本降下来了?未必
 成本降下来了?未必
问:金属打印现在是不是便宜很多了?
答:一分钱一分货。设备是便宜了,国产的像铂力特、华曙高科,几百万能拿下,比进口便宜一半。但耗材呢?高品质金属粉末仍然不便宜。常用316L不锈钢粉,球形度、粒度分布、氧含量都有严格标准,一公斤三五百块还算合理,钛合金粉就得一千多。最坑的是,粉末用过几次后循环性变差,必须掺新粉,不然打印质量断崖式下跌。❗而且,粉末管理是一整套安全体系——防爆、防静电、人员防护——隐性成本高得离谱。
问:那为什么还那么多人用?是不是傻?
答:哈哈,不是傻,是算大账。举个例子:某航空发动机燃油喷嘴,原来要焊十几个零件,现在一体化打印,减重25%,寿命提高3倍,制造周期缩短70%。虽然单件成本比传统高20%,但整体经济性爆表。特别适合小批量、高价值、复杂结构产品。💡 另外像医疗植入物,椎间融合器,用增材制造可以做出骨小梁多孔结构,与人骨弹性模量匹配,传统加工根本做不出来。这种附加值,成本就不是第一考量了。
所以,增材制造的成本不能单纯比单价,要比全生命周期成本。这也是为什么它先在航空航天和医疗器械开花。
成本降下来了?未必
问:金属打印现在是不是便宜很多了?
答:一分钱一分货。设备是便宜了,国产的像铂力特、华曙高科,几百万能拿下,比进口便宜一半。但耗材呢?高品质金属粉末仍然不便宜。常用316L不锈钢粉,球形度、粒度分布、氧含量都有严格标准,一公斤三五百块还算合理,钛合金粉就得一千多。最坑的是,粉末用过几次后循环性变差,必须掺新粉,不然打印质量断崖式下跌。❗而且,粉末管理是一整套安全体系——防爆、防静电、人员防护——隐性成本高得离谱。
问:那为什么还那么多人用?是不是傻?
答:哈哈,不是傻,是算大账。举个例子:某航空发动机燃油喷嘴,原来要焊十几个零件,现在一体化打印,减重25%,寿命提高3倍,制造周期缩短70%。虽然单件成本比传统高20%,但整体经济性爆表。特别适合小批量、高价值、复杂结构产品。💡 另外像医疗植入物,椎间融合器,用增材制造可以做出骨小梁多孔结构,与人骨弹性模量匹配,传统加工根本做不出来。这种附加值,成本就不是第一考量了。
所以,增材制造的成本不能单纯比单价,要比全生命周期成本。这也是为什么它先在航空航天和医疗器械开花。
后处理——被忽视的生死关
 后处理——被忽视的生死关
很多人以为打印完就完事了。大错特错。支撑去除、热处理、热等静压、线切割分离、表面精整...后处理可能占总成本的30%以上。
特别是热等静压,基本是航空件的标配,消除内部孔隙,提高疲劳强度。那设备,压力上百兆帕,温度上千度,一台几千万。中小企业就算了,只能外协。还有残余应力,打印完零件内部应力能大到离谱,不开玩笑,有一次我见一个叶盘,线切割切下来当场就变形了,咔的一声,所有人都懵了。所以支撑设计、摆放方向都得考虑应力释放。
最棘手的,是内部流道的抛光。异形流道,磨粒流都搞不定怎么办?后来用了电化学抛光,勉强过得去,但工艺窗口极窄。实话,后处理这块的自动化程度远不如打印本身。
后处理——被忽视的生死关
很多人以为打印完就完事了。大错特错。支撑去除、热处理、热等静压、线切割分离、表面精整...后处理可能占总成本的30%以上。
特别是热等静压,基本是航空件的标配,消除内部孔隙,提高疲劳强度。那设备,压力上百兆帕,温度上千度,一台几千万。中小企业就算了,只能外协。还有残余应力,打印完零件内部应力能大到离谱,不开玩笑,有一次我见一个叶盘,线切割切下来当场就变形了,咔的一声,所有人都懵了。所以支撑设计、摆放方向都得考虑应力释放。
最棘手的,是内部流道的抛光。异形流道,磨粒流都搞不定怎么办?后来用了电化学抛光,勉强过得去,但工艺窗口极窄。实话,后处理这块的自动化程度远不如打印本身。
未来的方向:批产?还是专用?
 未来的方向:批产?还是专用?
2024年,增材制造最大的势头是往批量生产冲。多激光系统,四激光、八激光,同时扫描,效率翻倍。像Velo3D,无支撑打倾斜角度低至10度的金属件,简直变态。还有连续打印技术,不停机就能取出零件。这条路上,美国和德国跑得快,国内厂商也在猛追。
不过话说回来,有一种思路是专注专用领域,比如高熵合金打印、梯度材料,或者太空原位制造。NASA在空间站上装了个增材制造设备,太空坏个工具自己打,不用等地面补给。这意义多大啊。
问:增材制造会不会彻底取代传统铸造和锻造?
答:别想多了。十年内不可能。传统工艺在材料密度、成本、尺寸、大规模生产效率方面依然吊打增材制造。比如汽车发动机缸体,铝合金压铸,节拍几十秒一个,增材制造几小时一个,怎么比?但有些场景,比如叶片修复、异形零件补缺、快速原型迭代,增材制造是唯一解。所以它们是互补关系。将来,可能会是增材制造做毛坯,再用数控精加工的组合模式。
最后,我想说,这个行业进入理性期了。前几年热钱涌入,一堆骗补贴的,设备开机率不到30%的厂子大把。现在洗牌,真正有技术沉淀的活下来了。挺好的。
如果现在想入行,建议先想清楚应用场景,别听销售忽悠。买设备简单,用好难。粉末、工艺、后处理、人员,全链路缺一不可。真的,这行是典型的技术密集型。
增材制造已经证明了它的价值,但离颠覆性普及还有长路。且看吧。
未来的方向:批产?还是专用?
2024年,增材制造最大的势头是往批量生产冲。多激光系统,四激光、八激光,同时扫描,效率翻倍。像Velo3D,无支撑打倾斜角度低至10度的金属件,简直变态。还有连续打印技术,不停机就能取出零件。这条路上,美国和德国跑得快,国内厂商也在猛追。
不过话说回来,有一种思路是专注专用领域,比如高熵合金打印、梯度材料,或者太空原位制造。NASA在空间站上装了个增材制造设备,太空坏个工具自己打,不用等地面补给。这意义多大啊。
问:增材制造会不会彻底取代传统铸造和锻造?
答:别想多了。十年内不可能。传统工艺在材料密度、成本、尺寸、大规模生产效率方面依然吊打增材制造。比如汽车发动机缸体,铝合金压铸,节拍几十秒一个,增材制造几小时一个,怎么比?但有些场景,比如叶片修复、异形零件补缺、快速原型迭代,增材制造是唯一解。所以它们是互补关系。将来,可能会是增材制造做毛坯,再用数控精加工的组合模式。
最后,我想说,这个行业进入理性期了。前几年热钱涌入,一堆骗补贴的,设备开机率不到30%的厂子大把。现在洗牌,真正有技术沉淀的活下来了。挺好的。
如果现在想入行,建议先想清楚应用场景,别听销售忽悠。买设备简单,用好难。粉末、工艺、后处理、人员,全链路缺一不可。真的,这行是典型的技术密集型。
增材制造已经证明了它的价值,但离颠覆性普及还有长路。且看吧。