3D打印已经悄悄干掉了多少传统工艺?一位老工程师的观察
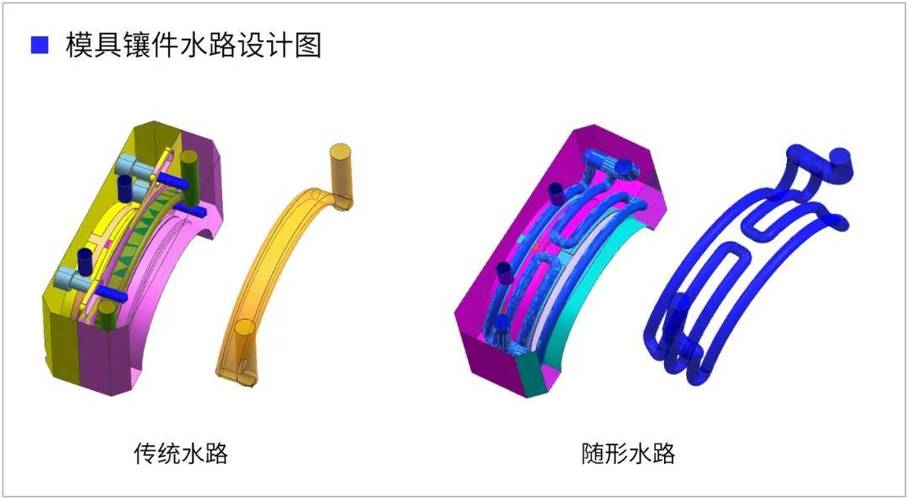
上个月在东莞一家模具厂,看到他们用一台国产的金属3D打印机,直接打出带随形冷却水路的注塑模芯,我盯着那个蜿蜒的、像血管一样的水路看了半天——这玩意儿用传统钻头根本做不出来啊。朋友笑着说,这个模芯制造周期从两周缩到48小时,成本还低了30%。我心里咯噔一下。有些东西,真的变了。
其实3D打印这个词被消费市场玩坏了,一提起来就想到桌面塑料小摆件。但工业圈子里,真正的猛料是在那些动辄上百万的金属机上。增材制造,或者说3D打印,正在从“做样子”转向“做零件”,从补充角色变成主力工艺。不是渐进改良,是一种重构。
跳过原型阶段,直接打印最终产品
过去十年,3D打印最大的标签是“快速原型”。设计师画个图,打出来看看,然后再去开模。但现在?有点野心的企业都在搞 直接制造(Direct Manufacturing) 。去年空客宣布A350上超过1000个打印零件,GE的LEAP发动机燃油喷嘴更是老生常谈的案例——那家伙把20个零件合并成1个,减重25%,耐久度反而提升了。这种集成化设计,传统工艺根本无从下手。
更让我意外的是模具行业的渗透。以前觉得随形冷却只是噱头,直到亲眼看见数据:注塑周期缩短40%,翘曲率大幅下降。几家头部模具厂甚至悄悄把3D打印设为了标准工序。你说这还只是“补充”?呵。
 工业级金属3D打印机打印随形冷却模具场景
工业级金属3D打印机打印随形冷却模具场景
当然,硬件只是表象。真正的推进器是背后的 仿真与设计范式转移 。拓补优化加生成式设计,软件跑出来的结构像外星生物骨骼,轻得离谱又刚得恰恰好。可很多老工程师习惯了二维图纸思维,看见这种模型直皱眉头。但没办法,年轻一代设计师已经上道了。
材料和后处理,暗流涌动
打印出来的毛坯,表面粗糙度能到Ra 10以上,内部残余应力大得吓人。这时候后处理就成了生死线。热等静压(HIP)消除内部缺陷,线切割取下基板,然后上五轴加工中心精加工。这一整套下来,成本可能比打印本身还高。但没办法,航空航天件不允许半点马虎。
 金属3D打印零件热等静压处理车间
金属3D打印零件热等静压处理车间
材料这块更是一言难尽。钛合金粉末价格这几年跌了不少,但专用牌号还是贵。还有PEEK这类高性能塑料,参数窗口窄得让人抓狂。一个朋友尝试打印PEEK的医疗器械,失败率高达40%,调参数调到秃头。不过话说回来,去年国产粉末厂商开始发力,我测过几家,球形度、流动性已经接近国际一线。这事儿,有盼头。
问:金属打印的零件强度真的能跟锻件比吗?答:这个问题我回答过不下五十遍。静态强度上,SLM工艺的钛合金件可以达到锻件水平,但疲劳性能往往低10-20%。原因在于表面质量和内部微孔。但配合HIP和后续处理,差距可以缩到5%以内。对于非疲劳关键件,完全够用。而且别忘了,很多异形结构锻件根本做不出来。
问:3D打印是不是只适合小批量?大批量生产根本用不上吧?答:我以前也这么想,直到看见某车企用粘接剂喷射技术(Binder Jetting)年产几万个刹车卡钳毛坯。那种速度,一台机器一天能出几百个。还有鞋模行业,用光敏树脂打印鞋底原型,已经成了流水线一环。所以别拿老眼光看人。批量生产,某些赛道已经开跑了。
数字链条与分布式制造的野心
3D打印最让我着迷的,其实是它对供应链的隐形重塑。疫情期间,某个意大利医院呼吸机阀门断供,本地一个小厂用3D打印机两天内复制出来,成本不到原装十分之一。这件事当时圈内疯转。它戳破了一层窗户纸:当制造可以基于数字文件即时发生,仓库和长物流链条还有存在的必要吗?
现在不少装备企业开始搭建 数字备件库 。设备上装个二维码,坏了扫码下载模型,就近打印更换。这可比存着一堆十年不用的备件聪明多了。而且边境调节税之类的贸易障碍,对数字文件可没辙。当然了,材料性能认证、知识产权保护这些坎儿还很高,但方向是对的。
问:学3D打印设计难吗?感觉规则都不一样了。答:难。也不难。难在你要抛开“减材”的思维惯性。支撑结构、悬垂角度、残余应力变形,这些都得在脑子里建模。但好处是,一旦熟悉了,你会像解锁新技能一样,设计出以前想都不敢想的形状。建议从软件的拓扑优化功能玩起,先用塑料试错,再上金属。顺便吐槽一句,国内院校的教育还滞后得厉害,很多课程还在讲5轴车铣,增材设计只有几个课时。这不行。
最后说个最近的事儿。某传统铸造厂老板,拉着我聊了三个小时,他想上3D打印砂型,把木模工段彻底砍掉。他盯着样品说:“这玩意儿打印出来直接可以浇铸,表面比木模还光滑。”我问他怕不怕工人反对,他笑了笑:“年轻人都跑外卖去了,招不到木模工啊。”得,这不只是技术替代,是人口结构在倒逼。
3D打印的故事,远没到高潮。或许再过五年,我们聊起“传统工艺”,指的竟然就是它了。