机加工件精密制造:公差那点事,还有你不知道的检测黑科技
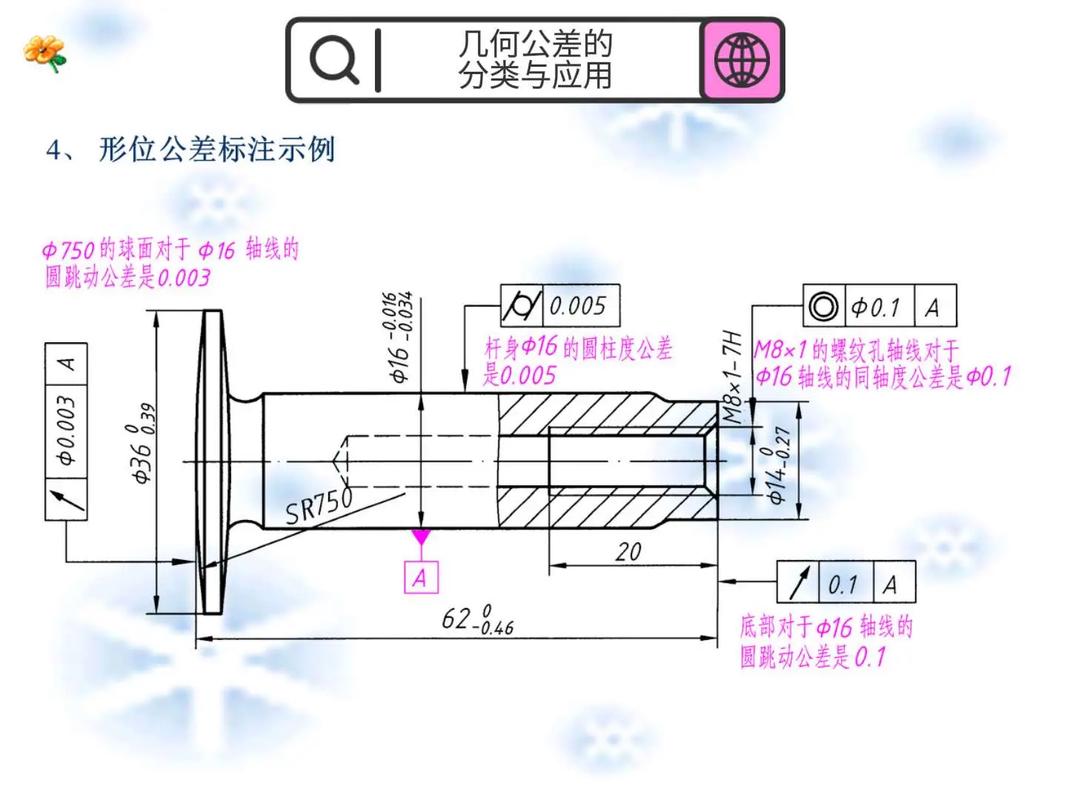
一、公差,真的是越小越好吗?
说实话,刚入行那会儿,我也迷信“零公差”。觉得把尺寸控制到极致,才是水平。后来被现实狠狠教育了一番。一个轴承座,内孔公差标了±0.005mm,结果报价直接翻了三倍,客户当场就炸了——其实人家装配根本不需要那么高精度!机加工件的公差设计,本质是成本与功能的平衡。盲目追求高精度,刀具磨损加剧、加工时间拉长、报废率还高,得不偿失。
但有些关键部位,比如模具型腔、阀芯配合面,那真是差一丝都不行。记得去年给一家液压件厂做样件,柱塞和缸体的间隙要求控制在0.015mm以内。我们用进口五轴加工中心,恒温车间,检测时还得拿三坐标反复打点。最后交付,密封性测试一次性通过,那瞬间的成就感……啧,能吹半个月!
 精密机加工件三坐标测量
精密机加工件三坐标测量
所以,怎么定公差?得看工件在整机里的角色。配合精度、材料热膨胀、甚至后续的表面处理都会影响。千万别拍脑袋。
二、表面粗糙度:被忽视的细节杀手
很多设计师只在图纸上标个Ra3.2就完事。但机加工件的表面质量,远不止这么简单。Ra值一样,纹理方向不同、微观峰谷形态不同,疲劳寿命可能差出几倍。我遇到过最坑的事:一个传动轴,粗糙度合格,但车削纹路是螺旋状,导致密封圈早期磨损漏油。后来改成纵向研磨纹理,问题立马解决。
现在汽车发动机的缸体内壁,都流行珩磨出交叉网纹,既储油又耐磨。这种工艺,光看粗糙度值根本反映不出来。所以,图纸上一定得注清楚“加工纹理方向”和“评定参数”。
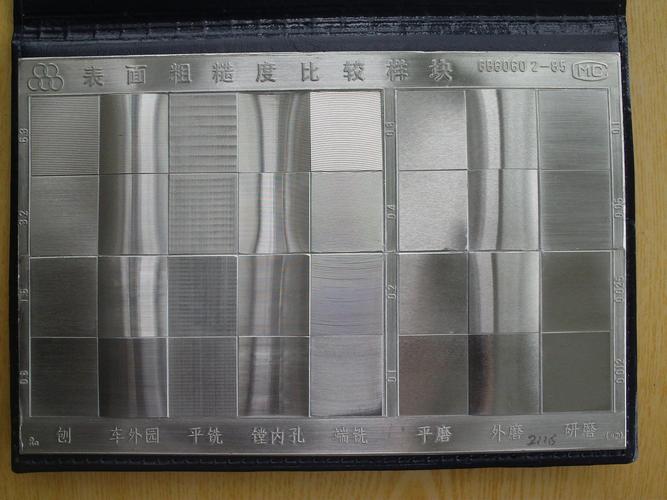 机加工件表面粗糙度对比样块
机加工件表面粗糙度对比样块
三、装夹:你以为夹紧了就万事大吉?
机加工件变形,一半以上的祸根在装夹上。特别是薄壁件,比如航空结构框体。上次参观一家做商业航天零件的工厂,他们用了一种自适应的柔性夹具,能根据零件刚度自动调整夹紧力,还配了在线位移传感器。挺开眼界的。
不过话说回来,大部分中小厂子,还在用死爪卡盘加铜皮的老办法。也不是不行,但得靠老师傅的手感。新手一上手,不是把活夹瓢了,就是没夹牢飞出来,想想都后怕。
💡个人心得:用液压卡盘或者气动夹具,均匀受力,再结合粗精加工分开的原则,变形能减少一大半。如果预算允许,搞个零点定位系统,换装速度快,重复定位精度还高,绝对划算。
四、刀具与切削参数:活好,还得家伙硬
加工高温合金、钛合金的时候,普通硬质合金刀具扛不住,得用涂层刀具甚至陶瓷、CBN刀具。有一阵子,车间加工镍基合金叶轮,一个刃口几分钟就崩了,后来换了带AlTiN涂层的刀具,寿命瞬间提升5倍。刀具选对了,效率上去了,成本反而降了。
切削参数不敢乱给。大切削深度低进给,还是高速快走刀?得看机床刚性、工件材料和刀具几何。曾经有同事为赶进度,加大切深,结果把主轴震坏了,维修费够买好几把进口刀。
现在的智能机床能实时监测主轴负载,自动调整进给,防止刀具过载。我们厂去年引进了两台,确实省心。但老师傅们有时嫌它太保守,还是会手动干预。人机博弈,永远有意思。
读者问答
问:机加工件出现振纹怎么办?
答:先看是强迫振动还是自激振动。检查刀具悬伸是否过长、工件装夹是否刚性不足、切削速度是否在共振区。有时磨刀不行,或者换个刀片槽型就好了。实在找不出原因,上动态分析仪器测频响函数,虽然费事但管用。
问:小批量多品种的机加工件,怎么提高效率?
答:建议采用成组技术,把形状相似、工艺相近的零件归一类,设计组合夹具。再用CAM软件自动编程,配合快速换模系统。现在还有无人值守的柔性加工单元,白天装好料,晚上自动干,第二天取件就行。不过得先算好投资回报。
五、检测技术的演进:从卡尺到AI视觉
 五、检测技术的演进:从卡尺到AI视觉
五、检测技术的演进:从卡尺到AI视觉
十年前,我们检测机加工件主要靠卡尺、千分尺、通止规。现在呢?蓝光扫描仪、工业CT、在线测量头纷纷上场。特别是对一些复杂内腔、细长孔,传统量具根本够不着。去年帮一家医疗器械厂测骨钉,公差±5微米,用光学影像仪加白光干涉仪才搞定。
而且,现在的趋势是把检测融入到加工过程中。比如雷尼绍的在线测量系统,加工完一个特征立刻检测,数据反馈到机床补偿下把刀的磨损。这就避免了干一批活全报废的惨剧。我们车间现在几乎每台加工中心都配了测头,确实踏实多了。
AI视觉也来了。用相机拍下工件,深度学习算法自动识别缺陷,比人眼快还准。不过初期建模费劲,得喂大量图片。但一旦跑顺,质检效率提升太明显。
六、材料那些事儿:国产钢和进口钢,差距在哪?
说实话,做机加工件的,最头疼的是材料不稳定。同一牌号,不同炉次,硬度差好几度。尤其热处理后变形不一致,精加工余量都没法统一。我们吃过亏:用一家小厂的不锈钢棒料车销轴,批量开裂,最后检测是冶炼杂质多、偏析严重。
后来重要件指定用宝钢、抚钢的料,或者进口的。成本是高,但省心。不过这两年国产高端材料进步很快,像航空级铝合金、模具钢,不少已经能替代进口了。但得严格入库检验,光谱分析成分、探伤,一步不能少。
七、智能工厂与机加工件的未来
大环境都在喊工业4.0,我们这行也在变。机械手上下料、AGV送料、MES系统排产,已经不算新鲜。我觉得真正有革命性的是数字孪生。在虚拟环境里模拟整个加工过程,优化刀具路径、预测变形,提前发现工艺缺陷。我们正和一家软件公司合作,把车间几台老机床进行数字化映射,虽然费劲,但效果初现——某复杂壳体加工时间缩短了18%。
不过,再智能的机器,也离不开懂工艺的人。年轻一代不太愿意进车间,这是一个大问题。我们得把经验数字化,比如设立知识库,把老师傅调机的手感、听声音判断磨损的技巧,尽量转化成数据模型。不然,等他们退休,真的会断层。
好了,絮叨这么多。机加工件这个话题,其实三天三夜也说不完。从最简单的销轴到复杂的多轴车铣复合件,每个工件背后都是技术、成本和时间的博弈。你在加工中踩过什么坑?或者有什么独门秘籍?欢迎在评论区聊聊,咱们共同进步。