注塑件翘曲变形:为什么老师傅也翻车?深度解析与对策
做了十几年注塑,翘曲变形这档子事,说实话,有时候还是让我半夜惊醒。你信心满满调好参数,等出来的件却扭曲得像片薯片——那种懊恼,懂的都懂。上周隔壁厂的老张还打电话来吐槽,他们新开的一套空调外壳模具,PP+GF30,收缩率算得死死的,结果呢?件出来翘得能当球踢。问题出在哪?不是模具,不是材料——是他们工艺工程师忽略了冷却速率梯度。这事儿,我太熟了。
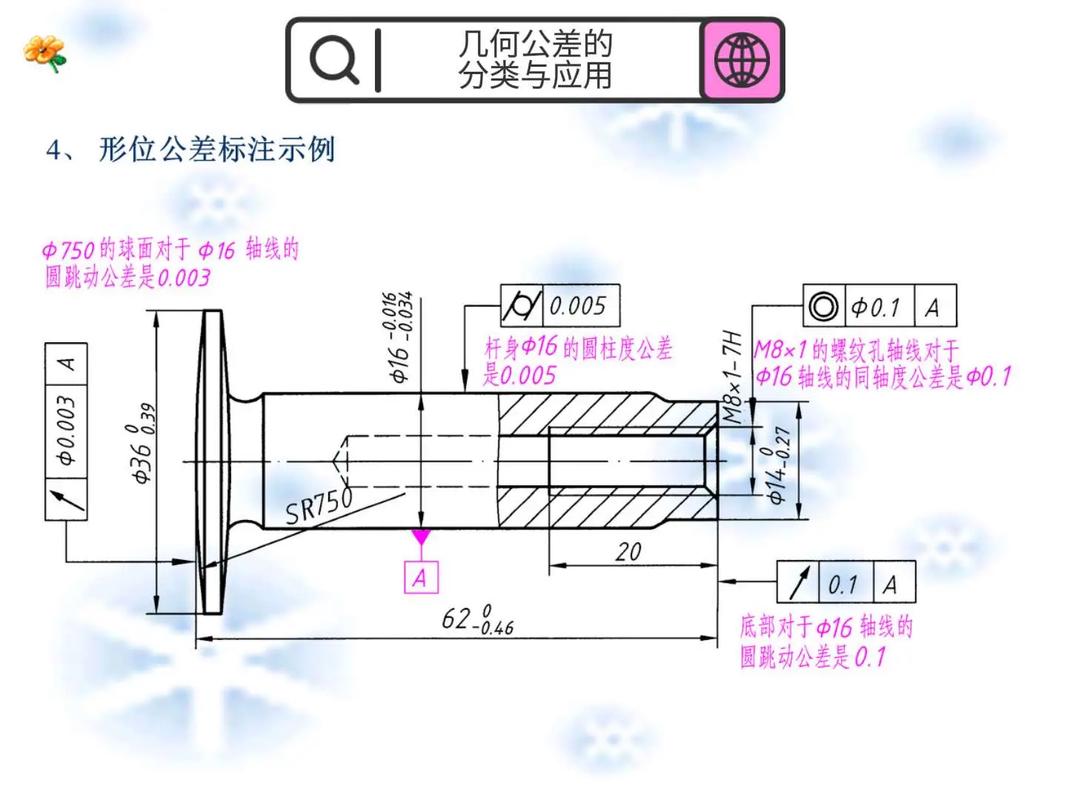
 注塑件翘曲变形对比图 合格品与变形件
注塑件翘曲变形对比图 合格品与变形件
翘曲的根源:别只盯着一个点
 翘曲的根源:别只盯着一个点
翘曲的根源:别只盯着一个点
大部分人对翘曲的理解还停留在“收缩不均”四个字上。对,但不全对。塑料从熔融态到固态,体积收缩是必然的,但为什么有的地方缩得多,有的地方缩得少?——这牵扯到分子取向、纤维分布、冷却时序。举个极端例子:一个长条形的PP件,浇口在一端,熔体沿流动方向快速填充,分子链顺着流动方向被拉直,冷却时沿流动方向收缩就比垂直方向大得多。结果?件朝着浇口那端翘起来。要解决?调整浇口位置或增加辅助流道,打破这种定向收缩呗。但问题往往没这么单纯。
有次做一个透明PC的灯罩,模具温度已经加到130℃,还是翘。所有人都说模温不够,要再加温——加到140℃?模具钢的寿命还要不要了?我最后查出来,是脱模斜度和顶出布局有问题,脱模时局部应力太大,件在热态下就已经变形了。所以啊,翘曲成因千奇百怪,别一上来就调保压。
材料收缩率:被低估的变量
谈注塑件翘曲,不谈材料收缩率就是耍流氓。但材料商给的数据,你敢全信?他们是在标准试片、标准注塑条件下测的。你实际打件,壁厚一变,收缩率就天差地别。我一般自己实测:用同样模具打样,测量实际收缩,再反推工艺。尤其结晶性塑料,PA、POM,后收缩大得吓人,有时候件放着放着就变形了——这叫后结晶收缩。所以,设计阶段就要把后收缩余量留出来,或者做退火处理,强迫它提前释放应力。这一点,很多新手设计师根本不考虑,等模具开出来才发现问题,晚了。
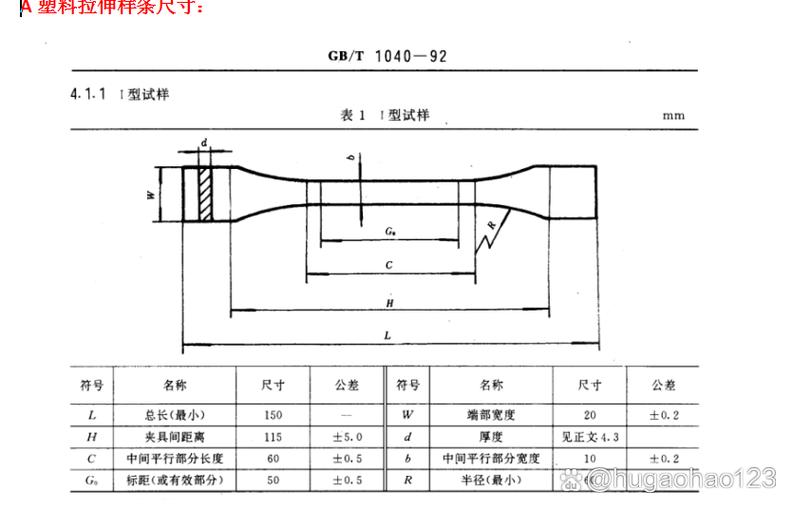 注塑件材料收缩率测试样条 尺寸测量
注塑件材料收缩率测试样条 尺寸测量
💡 顺带一提:最近我试了一种低翘曲PPO合金,用在医疗设备外壳上,效果惊艳。填料是特殊处理过的玻璃微珠,各向同性收缩,翘曲度降低了至少40%。价格嘛,贵了点,但良率上来了,值。如果你的产品对尺寸要求变态高,不妨预算给材料多拨点——比来回修模具省钱。
工艺窗口:别做“盲调”大师
调机这件事,最怕的就是凭感觉。模温多少?料温多少?保压时间和压力?这些参数之间的交互作用远比你想象的复杂。我见过一个师傅,为了解决翘曲,把保压压力从60MPa调到80MPa,结果翘曲是改善了,但内应力大到件一落地上就炸裂。后来用模流分析软件模拟,发现只要把二段保压时间延长0.5秒,压力降到50MPa,就平衡了。模拟不是万能,但至少让你看到趋势,而不是瞎子摸象。
❓ 问:模流分析真的准吗?我厂里没有怎么办?
答:说实话,免费软件或简单网格,精度有限,但定性判断足够了。像Moldflow这类专业软件,一台电脑几万块,小厂舍不得。我建议至少用个开源的,比如OpenFOAM搭配专门插件,或者找第三方仿真服务,几百块一次,比你试模浪费的料和工时便宜太多。最关键的是,要理解“体积收缩率”的分布云图,不是只看总收缩。找到高收缩区和低收缩区的边界,那里就是应力集中点,也是翘曲驱动力所在。针对性地在该区域加强冷却或调整壁厚,比整体加保压聪明得多。
❗一个血泪教训:去年一套车灯壳体,PP-TD40,模拟说翘曲只有0.3mm,结果实际出来0.8mm。为什么?模拟用的是标准的材料数据,但我们的材料回料加了15%,流动性变了。所以,模拟前最好用实际配方重新测流变和PVT。否则,Garbage in, garbage out。
模具设计里的“坑”
冷却设计是模具的核心,也是翘曲的源头之一。传统钻直孔水路,对于形状简单的件还凑合,遇到异形件,冷却效率严重不均。现在越来越多采用随形冷却,3D打印的镶件,水路贴在型腔表面,冷却效果均匀得一批。成本高?确实高,但批量大的件,摊下来单件成本还降了,因为周期缩短,报废减少。
另一个坑:脱模角。很多产品设计师不给够脱模角,觉得影响外观,结果模具工只能抛光更狠,反而增加了脱模阻力,件在顶出时受力不均,酝酿了翘曲的种子。我的原则是:能大则大,哪怕影响一丁点外观,也比后期报废强。要是外观件实在不能大,就用顶块、推环等辅助脱模,别让顶针硬顶。
❓ 问:我的件总是浇口附近翘曲,怎么办?
答:浇口处通常是最后冷却的区域,收缩大。试试把浇口挪到壁厚最厚的地方,或者用多个浇口分散热量。如果是热流道,检查阀针关闭时间,避免过早凝固导致保压不足。还有一招——用倒装注塑(又称反注塑),把浇口设在内侧,利用顶出机构强制校正。不过前提是结构和模具允许。
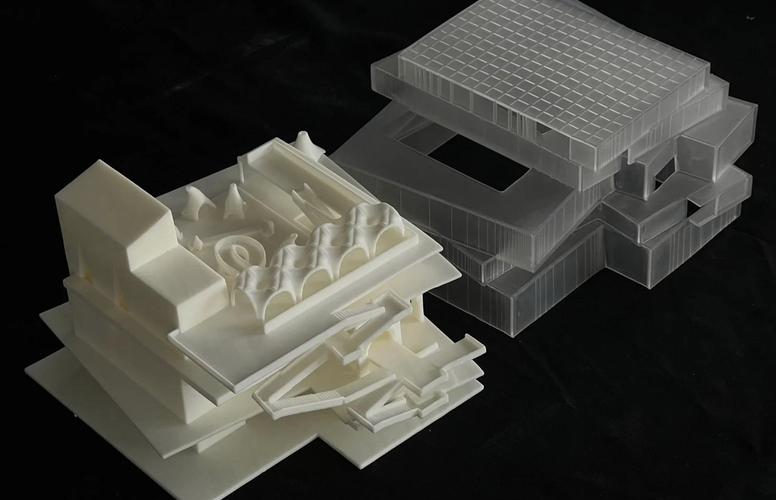
 注塑模具随形冷却水路3D打印镶件
注塑模具随形冷却水路3D打印镶件
检测与管控:数据不会说谎
 检测与管控:数据不会说谎
检测与管控:数据不会说谎
翘曲怎么量?别拿游标卡尺比划,太粗糙。至少得用三次元采点,生成基准平面,看最大偏差。汽车行业还要求用等高线图分析。我们厂现在搞数字化,每个件贴二维码,成型数据(模温、压力、冷却时间)全部上传MES,和测量数据关联。一旦发现翘曲趋势,系统自动报警。这才是现代化注塑该有的样子,而不是靠人海战术全检。
最后说个案例:一个薄壁 PP 饭盒,客户投诉盖子扣不紧。查下来是口部翘曲0.5mm。模具返修三次无效。后来我提议,不是模具问题,是脱模后冷却方式——件落在传送带上,底面接触皮带,顶部空气冷却,造成了温差变形。后来我们做了个冷却治具,件脱模后立即固定形状并均匀冷却,翘曲奇迹般降到0.1mm以下。所以,眼睛别只盯着机台,整个生产流都在影响你的注塑件。
注塑这行,越干越觉得敬畏。翘曲,说到底,是产品设计、模具、材料、工艺、后处理整个链条的博弈。没有银弹,只有一次次的验证和扑火。但摸透原理,至少你能知道该往哪个方向去找答案。