冲压件精密智造:模具、材料与检测的实践真经
模具:冲压的灵魂,差一丝就废一批
说实话,搞冲压件,模具才是那个幕后大佬。你拿个破模具,再牛的冲床也出不来好活。记得去年在宁波一个厂,他们做汽车座椅滑轨的冲压件,模具寿命总是不达标。拆开一看,热处理层深不够,冲了不到3万次拉毛了。老板急得跳脚——交期就剩三天。这种事儿,行业内太常见了。
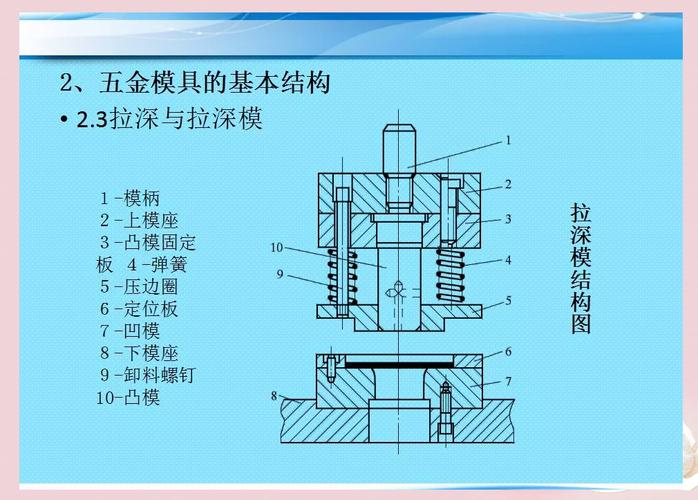 汽车座椅滑轨冲压件模具结构
汽车座椅滑轨冲压件模具结构
模具设计现在讲究协同仿真。用AutoForm做全工序模拟,把回弹补偿做进去。别傻乎乎地只靠经验,不然试模试到你崩溃。还有,模具钢选材,别贪便宜用国产普通Cr12MoV,寿命差一半!我推荐用... 唉,扯远了。回来说,冲压件的精度,50%以上靠模具保证,剩下的看材料和工艺。有时候一个小毛刺导致模具啃伤,整批冲压件报废,哭都来不及。
冲压件常见缺陷:开裂、起皱、回弹,怎么破?
 冲压件常见缺陷:开裂、起皱、回弹,怎么破?
冲压件常见缺陷:开裂、起皱、回弹,怎么破?
问:为什么我做的拉深冲压件老是在侧壁开裂?
答:这个问题我回答过无数次。开裂多半是压边力不够或者太大的结果,但具体看断裂位置。如果是在凸模圆角处,可能是材料流动阻力太大,你需要增大凹模圆角或者降低压边力;如果是在筒壁,可能是模具间隙太小导致摩擦过大——换种拉深油试试?不开玩笑,好的拉深油能降30%的摩擦力。还有,材料本身的n值(加工硬化指数)也关键,深拉深用n值高的材料,比如DC06深冲钢,不容易开裂。
问:冲压件翻边时出现皱纹,怎么调整?
答:翻边起皱,基本是切向压应力惹的祸。解决办法?增加翻边前切边余量,或者改变翻边凸模形状——做成抛物线型逐步翻边。另外,你看看是不是模具间隙不均匀?间隙大了也爱皱。如果改模具来不及,现场应急:在板料表面涂点润滑油试试,改变摩擦系数有时能缓解。不过这不是根治办法,最终还是得修模。💡一个小经验:试模时用网格应变仪测一下临界起皱状态,心里更有谱。
新能源汽车的冲压件:轻量化与高强度博弈
现在新能源车冲压件,热点全在铝板和超高强钢。铝板冲压,开裂倾向大,回弹控制难。我们给电池包做铝冲压外壳,1.2mm的5182铝合金,成形极限图要看死,安全裕度取15%以上。超高强钢呢,热冲压成形是主流。1500MPa的硼钢,加热到奥氏体化,模具内淬火,强度是上去了,但模具冷却水道设计考究,不然强度不均,一撞就断。这玩意儿,人命关天啊!✅
 新能源汽车电池包铝冲压件生产线
新能源汽车电池包铝冲压件生产线
不过话说回来,热冲压件的后续加工也头疼,激光切割时边缘软化区要控制,不然疲劳寿命打折。最近行业里在尝试锌基涂层板的热冲压,防腐蚀,但工艺窗口窄,稍不留神就出微裂纹。难,但有意思。
检测不是走过场:在线视觉与蓝光扫描
 检测不是走过场:在线视觉与蓝光扫描
检测不是走过场:在线视觉与蓝光扫描
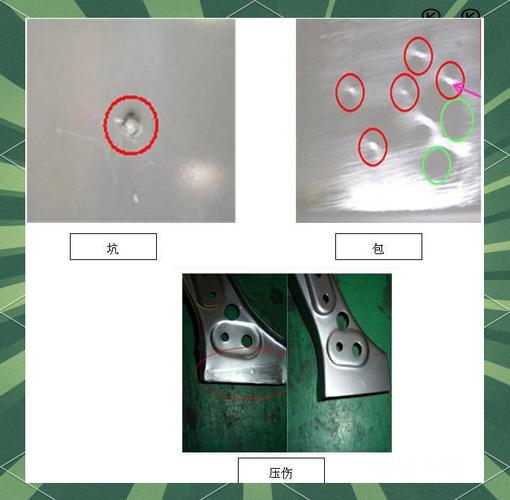
传统的冲压件检测靠检具和卡尺,太慢了。现在批量生产,在线视觉系统实时监控外观缺陷,比如拉伤、凹坑。有一次我们给通用供前纵梁冲压件,就靠视觉系统拦下了一批微裂纹,否则召回损失几千万。尺寸检测用蓝光三维扫描,点云数据直接和数模比对,出报告快得一塌糊涂。推荐德国GOM的系统,虽然贵,但精度真香。❗
更狠的是,有些厂把检测数据和冲压线闭环联动。比如检测到某个特征尺寸偏移,系统自动调整后续的压边力或冲压速度。这才是智能制造该有的样子,对吧?
问:冲压件表面划伤怎么彻底解决?
答:划伤原因太多了。首先检查模具表面硬度,是否抛光到位。其次,冲压过程中清洁度是关键——板料上的碎屑、模具掉落的微小颗粒,都是划伤元凶。建议安装毛刷自动清洁装置,或者用气吹。有时候是托料架毛刺,细节决定成败。如果是拉毛,考虑模具镀钛处理(TiN或DLC),效果立竿见影。不过记住,镀层也有寿命,定期检查厚度,别等露底了才追悔莫及。😌
干冲压件这行,水深,坑多,但每天都新鲜。从一块板料到最后成品,中间多少道坎,迈过去了特有成就感。得了,就聊到这儿,又得去车间了,那边模具好像又闹脾气了。