拉拔工艺不是你想的那么简单:从模具磨损到智能控制,一位老技师的经验之谈
上周刚报废了一套拉拔模具,才用了不到三百个件。拆下来一看,工作锥表面全是沟槽,惨不忍睹。我盯着那个模具愣了半晌——干了快二十年,这种莫名其妙的事还是头一回。拉拔这活儿,你以为就是硬拽?呵呵。
说实话,拉拔这词在行内特指金属压力加工的一种,把棒材、线材强行拉过比它截面小的模孔,得到更细、更精的产品。拉拔力、摩擦系数、变形区温度,这三个参数就像三兄弟,一个不老实,成品就敢给你出各种幺蛾子。特别是做细丝和精密管材的,模具一崩口子,整卷料全废,损失可不是开玩笑的。
 金属拉拔模具磨损沟槽特写
金属拉拔模具磨损沟槽特写
冷拔还是热拔?不是温度高低那么简单
 冷拔还是热拔?不是温度高低那么简单
冷拔还是热拔?不是温度高低那么简单
有人觉得冷拔就是常温拉,热拔就是加热拉,这理解太表面了。实际上冷拔过程会产生惊人的变形热!我们测过,拉φ5的钢丝,模口附近瞬时能到200℃以上。(当然,前提是速度够快、压缩比够大。)热拔呢,往往指在再结晶温度以上操作,像钨、钼那些难啃的骨头,不加热根本拔不动。但加热又带来氧化皮问题,后续酸洗要人命。
还记得去年尝试搞一种高强钢线材,技术部给的拉拔工艺参数:道次压缩率18%,总压缩率80%,中间退火两次。心里直打鼓。头道拉下来,表面质量倒是挺好,就是拉拔力曲线抖得像心电图。后来把润滑剂粘度往上调了15%,加了极压添加剂,才稳下来。妈的,这种微小调整,书上永远不会告诉你。
问:为什么有时候拉拔过程明明参数都对,却突然断丝?
答:断丝的原因其实千奇百怪。最常见的是润滑失效,比如高温把润滑膜烧了,局部粘着;还有就是来料有皮下夹杂,拉拔时应力集中,啪一下断了。另外,如果拉拔速度超过临界值,变形热来不及散发,芯部温度剧升,强度急剧下降,也会断。我吃过亏,后来每卷料都先做涡流探伤,别省那点检测费。
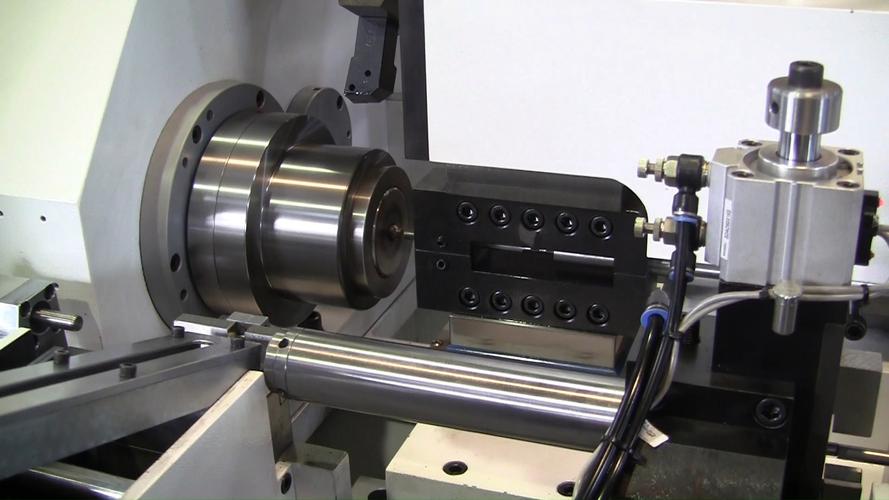
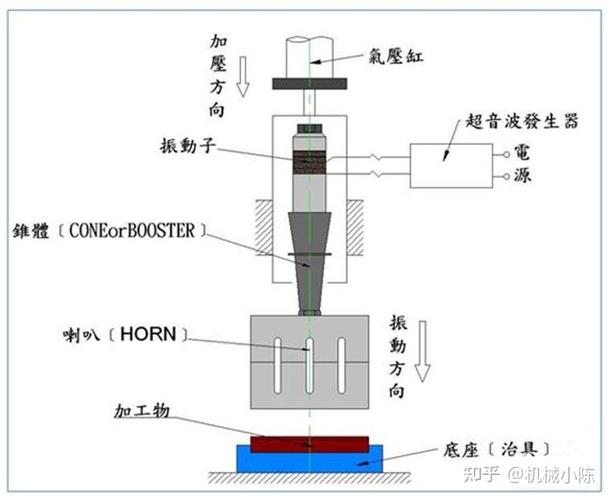
问:听说现在有超声振动辅助拉拔,真能降力?
答:真的有效,我们线材车间试用过一套。从原理上看,高频振动叠加到拉拔方向,模具跟材料之间瞬间产生微分离,摩擦力骤降,拉拔力能降10%~30%。但设备投入大,振动头和模具连接要求极高,否则能量耗散,效果打折。目前看,做难变形的钛合金、镍基合金线材才划算,普通碳钢用它就是烧钱。
模具设计:一个被忽视的利润黑洞
很多厂把注意力全放在设备上,却对拉拔模具的几何角度很不讲究。其实,工作锥半角哪怕差半度,拉拔力就有5%~10%的差异。定径带长度长了,摩擦功剧增;短了,尺寸不稳,还容易粘模。这完全是个精细活。我们之前做φ2丝时,把模具材质从硬质合金换成聚晶金刚石,寿命翻了近四倍,虽然单件贵了三成,但综合成本反而下降。
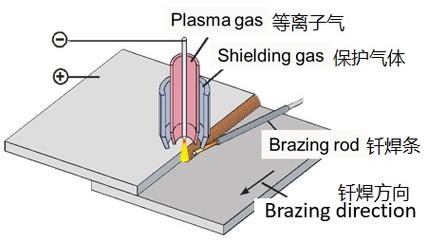
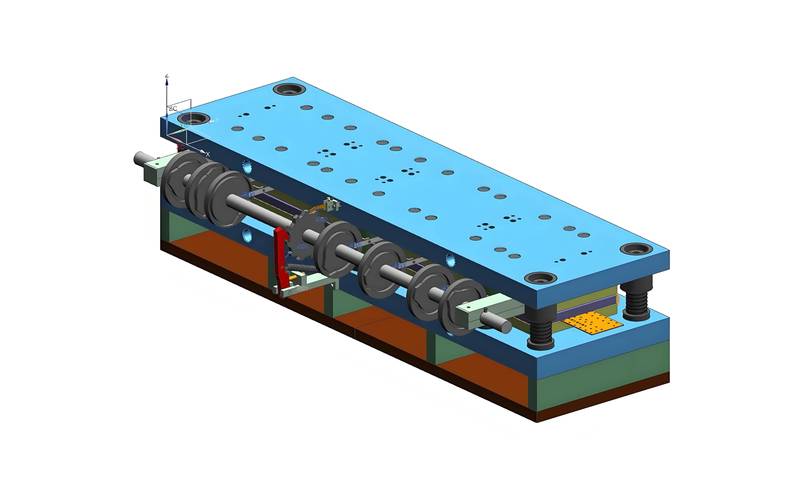 精密拉拔模具内部结构剖面图
精密拉拔模具内部结构剖面图
润滑这块更是玄学。干式拉拔用皂粉,湿式用乳化液,但配方千变万化。有次夏季高温,润滑液发馊,拉出来的钢丝表面发黑,查了两天才发现是细菌分解了油脂。后来装了在线pH监测和自动补脂系统,问题才根除。
智能拉拔:嘴上喊得多,落地是多少?
 智能拉拔:嘴上喊得多,落地是多少?
智能拉拔:嘴上喊得多,落地是多少?
现在满世界都在谈工业4.0,智能拉拔生产线到底啥样?我们去年引进了条半自动线,配了在线直径检测、张力闭环、模具温度监控。数据确实漂亮,拉拔速度自适应调整,断丝率降了七成。但实话实说,维护团队跟不上啊!传感器一报错,维修工拿着手电筒照半天,最后还得请厂家远程调试。智能化是趋势,但人才培养跟不上,再好的系统也只是个摆设。
不过话说回来,技术进步真快。上月参加展会,看到一种叫“流体静压拉拔”的技术,模具和材料之间完全靠高压流体悬浮,号称实现无摩擦!对于异形截面型材,简直是革命性的。虽然尚未大规模应用,但实验室出来的样品精度极佳,表面光亮如镜。我忍不住打听价格——设备成本是传统拉拔机的五倍以上……还是等它再成熟点吧 😂。
拉拔看似简单粗暴,实则处处都是细腻的平衡。从最传统的冷拔丝到钛合金管材的超声拉拔,每一次力的施加都是对材料、模具、润滑、传热的综合考验。搞这行久了,胆子反而变小了,因为永远有未知的变量等着你。说不定明天,又得出什么幺蛾子呢。