挤压工艺内幕:一个工程师的懊恼与坚持
那天我站在车间,看着刚挤出来的一根铝型材,弯得跟香蕉似的——那一刻,真想把图纸砸了。搞挤压快十年了,这种糟心事没少遇过。
说实话,挤压这活儿,原理简单得离谱:把烧软的金属棒,放进模子里,用大锤子……哦不,用液压机一顶,像挤牙膏一样从另一头出来。可就这么一“挤”,里头的门道能写好几本书。
 铝型材挤压车间生产线实拍
铝型材挤压车间生产线实拍
最早的挤压工艺,其实在18世纪末就有了,那时候挤的是铅管。但现在我们谈的铝挤,已经是另一码事。6063铝合金,建筑型材的命根子,比热时软得像年糕,一推就变。但薄壁、复杂断面的家伙,就没那么好对付了。
一根完美的型材,是怎么“挤”出来的?
流程不复杂:铝棒加热到450-500℃,上机,挤压杆以千吨之力推进,材料通过模具孔,出来就是你要的形状。然后拉伸矫直,切定尺,时效硬化。听着简单?但这里的每一步,都是坑。
温度高了,材料表面起泡;低了,挤不动还把模具搞坏。速度呢?快了撕裂纹,慢了生产效率低——老板的脸拉得比型材还长。❗
最头疼的是模具设计。你得懂金属流动,懂应力分布,不然挤出来的东西,不是弯就是扭,要么尺寸超差。这些年,我们的模具车间,几乎天天在修模、改模,计算机模拟再准,实际一上机还是两样。
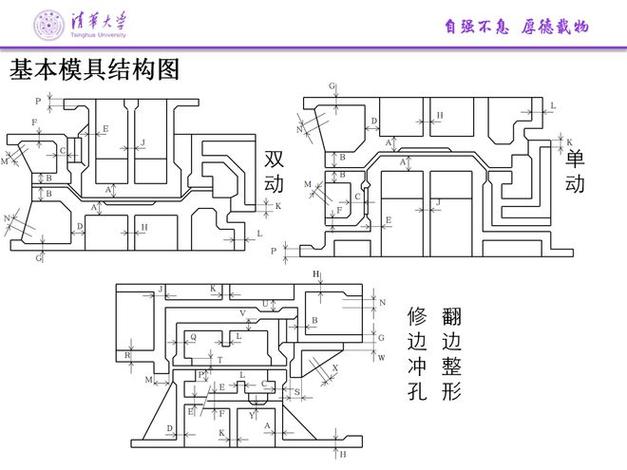 挤压模具设计CAD图纸
挤压模具设计CAD图纸
有一次客户要一个异形多腔的铝型材,我拍胸脯说没问题,结果试模试了七次,废了三吨料。那几天,我见谁都想发火😤。最后发现是分流孔布局不对,改了之后,顺利出料。挤压这行,理论是理论,试出来才是硬道理。
挤压常见缺陷:一个工程师的踩坑实录
下面这些是我这些年攒下的教训,或许对你有用。✅
问:型材弯曲是什么原因?
答:弯曲分两种:冷弯和热弯。出模口就弯,多半是模具设计问题,比如模孔位置偏心,或者工作带长度不均,导致各部位流速不一样。流速快的一边,材料多,它往慢的那边弯。解决这问题,得修模——调整工作带,或者加阻流块。出模后冷却弯曲,则是冷却不均,一边水大一边水小,或者牵引力不当。我们通常加导向装置,调整风冷。
问:挤压过程中表面出现起皮或气泡怎么处理?
答:起皮,八成是铝棒内有气孔或杂质,或者加热温度太高,表面氧化皮被压进去了。加大铝棒车皮量,控制好温度。气泡呢,可能工模具内有水汽,或者铝棒本身含氢量高。事前把模具烘干,铝棒熔铸时除气干净,就能避免。说到底,原料和清洁是基础,设备再牛,坯子不行也白搭。
挤压技术的变与不变
 挤压技术的变与不变
挤压技术的变与不变
说起来,这几十年来,挤压的基本原理没变,但设备可是天翻地覆。现在国内万吨级挤压机已经不稀罕了,正在往两万吨上走,为高铁、航天造大截面型材。等温挤压这个概念,十年前还觉得理想化,现在通过实时调节挤压速度和加热温度,基本实现了。出来的型材组织均匀,性能好。
还有一个趋势是近终形挤压,或者叫精密挤压,尽量接近成品形状,省材料,省加工。这需要超级好的模具和精准控制。说实话,国内这路还长,但势头不错。
前阵子去看了个展,有家做挤压模拟软件的,界面做得挺炫,但问他们实际准不准,销售支支吾吾。💡说到底,目前软件就是个参考,还得靠老师傅的经验——“听声辨位”,听挤压机的声音,看料头的色泽,就能判断状态。这个,机器暂时还学不会。
不过我倒是挺期待数字孪生技术的,把所有参数实时映射,提前预测缺陷,到时候试模次数就能大幅下降。那一天,我们这些老家伙可能就失业了?😂
挤压到底还能玩出什么花样?
 挤压到底还能玩出什么花样?
挤压到底还能玩出什么花样?
除了铝,挤压也在搞镁合金、钛合金,难度翻倍。镁合金挤完容易着火,钛合金需要玻璃润滑,速度比蜗牛还慢。但轻量化的需求逼着行业往前走。
最后说点个人感受:搞挤压十几年,最享受的瞬间,是看着红彤彤的铝棒,从模具孔里变成闪闪发亮的长条,整齐地躺在料床上。那种从无到有的创造感,大概就是工业的美吧。
当然了,前提是它不弯。