烧结实战吐槽:温控、气氛和那些年我们废掉的炉子
上个月,一炉价值20万的硬质合金刀头,全废了。原因?温度曲线里一个不起眼的保温段,多设了5分钟。就5分钟。我当时盯着控制面板,脑子里全是老板要砍人的眼神。烧结这玩意,真不是开玩笑。干了十五年粉末冶金,我算想明白了,这行就是在跟原子较劲,稍不留神它就甩脸子。
1. 温度:你以为你在烤面包?
温度是烧结的灵魂,这话没错,但灵魂老爱出窍。升温速率、保温温度、保温时间,这三个参数就像三座大山。尤其是脱脂阶段,升温必须慢,再慢。排胶不彻底,后面一升温,气体膨胀直接把坯体撑裂,鼓泡,跟吹气球似的。我见过最惨的,整炉产品全是蜂窝状气孔。
很多人盯着热电偶读数就万事大吉?天真。炉膛有效加热区的温度均匀性才是命门。差±5℃和差±10℃,成品率能差出30%。说实话,好多国产炉子出厂标±5℃,用上两年你再测?±15℃都算客气。为啥?加热元件老化、保温材料沉降、炉门密封漏气。可好多厂子连个校温环都舍不得买,一年用下来,全凭感觉,不出事才怪。
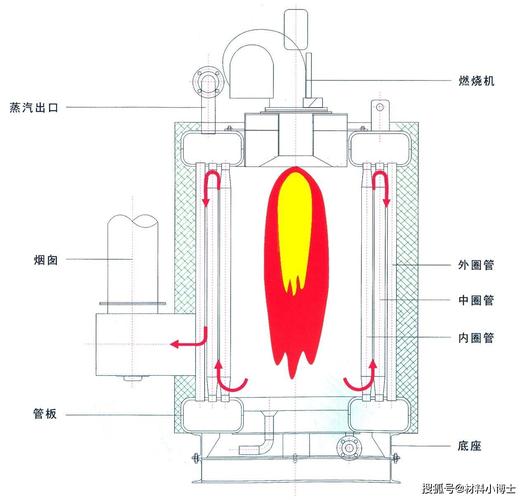
 烧结炉温度均匀性检测示意图
烧结炉温度均匀性检测示意图
不同材料对温度的敏感度简直变态。比如钨合金,烧结温度高得离谱,接近熔点,控温稍有不均,局部过烧,晶粒粗大得像豆渣,强度直接腰斩。做这类材料,得用光学高温计实时监控,别信那根破热电偶——到2500℃它自己都快化了。
去年夏天,我们试一种新材料,最高烧结温度2450℃,控制柜显示一切正常。结果开炉一看,一半产品过烧粘连,另一半居然欠烧。后来发现是炉顶那根测温热电偶的套管裂了,渗进去杂质,读数偏差了几十度。几十度!两万度它也只能测个寂寞。从那以后,我们定规矩:高温炉每半年必须换新热电偶,关键批次还得放测温锥交叉验证。
2. 气氛:看不见的杀手
气氛?多少人是栽在这上面的。铁基粉末冶金,最常用吸热性气氛或氮氢混合气,目的是防氧化、还原表面氧化物。但露点一个没控好,脱碳没商量。去年帮一家厂排查问题,做的小齿轮硬度老不够,查了一圈——炉子出口气体露点-20℃,太高了。水蒸气分压一高,碳就被偷走,表面软绵绵。后来加了个干燥器,露点干到-50℃,硬度立马上来。
真空烧结看起来干净,实则坑更多。真空度不足,或者设备微漏,残氧和水分对钛合金、不锈钢就是灾难。钛合金吸氧后变脆,一掰就断,根本没法用。还有,烧结气氛的纯度,别只看钢瓶上的标签。管路里的油水、密封圈的挥发物,足够让你功亏一篑。装个在线分析仪吧,别嫌贵。
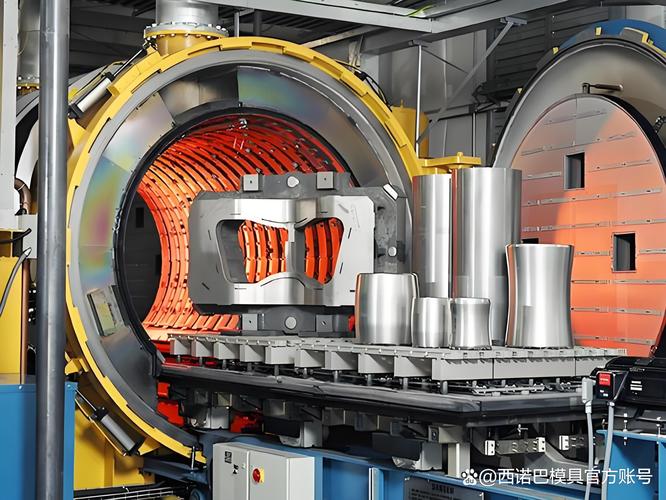
 工业烧结炉保护气氛控制面板
工业烧结炉保护气氛控制面板
问:烧结不锈钢零件表面发黑是怎么回事?
答:十有八九是气氛没控好。氧化了。要么真空炉漏气,要么保护气体纯度不够。你最好拿露点仪测一下出口气体,低于-40℃才靠谱。别信那些便宜流量计的读数,都是骗人的。另外,出炉温度也注意下,别太心急,五六百度打开炉门,就算氢气保护也瞬间氧化。
3. 设备:炉子选型,贪便宜毁所有
买炉子像娶老婆,不能只看彩礼。连续式网带炉效率高,适合大批量小件,但高温下网带寿命是硬伤,换个网带几万块没了。推杆炉皮实,可温区控制要求高,推速和温度曲线的匹配……有时候真想骂人,调试阶段能给你耗掉半条命。真空炉是精密铸造和特种材料的首选,但维护成本,泵组换油、密封圈更换,一笔账算下来,不低。
最近十年,放电等离子烧结(SPS)炒得火热。升温极快,几分钟就烧好,晶粒来不及长大,材料性能杠杠的。可SPS不是万能药。模具贵得要死,而且只能烧结简单形状,直径大点就压力不均。我见过同行花几百万买了台SPS,结果一年用不了几回,大部分时间在吃灰。适合科研,不适合大批量生产,现阶段就是这样。
问:SPS烧结比传统热压烧结好在哪?
答:SPS啊,放电等离子烧结,电流直接通过模具和粉体,升温速度能到几百℃/min,几分钟就烧完一炉。晶粒长大少,纳米材料最爱。缺点是?贵!模具也贵,尺寸小。如果你是做批量化大件,传统真空炉还是王道。别被概念忽悠,适合自己产量的才是最好的。
4. 缺陷分析:从裂纹里挖金子
 4. 缺陷分析:从裂纹里挖金子
4. 缺陷分析:从裂纹里挖金子
每个废品都是老师,虽然学费贵了点。烧结件开裂,原因可能五花八门:成型密度不均、升温太快、冷却应力、脱脂残留……别光盯着烧结工序,得往前端压制找毛病。压坯密度差异大,致密化速率不同,内部拉应力超过生坯强度,裂纹就来了。用CT扫描看看内部密度分布,别看表面光鲜。
变形?多半是装炉方式不对,或者炉温不均。曾经有批细长件,老往一边弯,后来发现是料舟底面不平,导致坯体倾斜,高温下重力作用就变形。加了个石墨垫片找平,搞定。这些经验,书本上不会写那么细。
行了,不说了。炉子报警响了,估计又犯病了。烧结就是这样,一辈子跟它斗,偶尔它赏你点甜头,大多时候给你添堵。但没了它,整个粉末冶金、先进陶瓷都得停摆。下次再聊聊烧结助剂和共烧那些破事儿。