轧制:钢铁变形的艺术,从烧红大钢锭到微米级薄板
你见过把一块烧得通红的钢坯,像擀面皮一样碾成几毫米厚的钢板吗?对,就是轧制。说白了就是硬挤。但这里头的门道,深了去了。
 热轧钢坯从加热炉中推出进入粗轧机
说实话,好多小厂老板分不清这个,非要用冷轧板去做结构件,结果一折就裂,反过头骂供应商——唉,常见。
问:热轧板表面那层黑皮怎么去掉?
答:抛丸或者酸洗。酸洗线用盐酸,泡完出来白亮亮的,但环保查得严,现在很多都转向无酸除鳞了,比如用高压水加铁砂,听着就暴力。
冷轧薄板轧制过程中出现的边部波浪缺陷
智能轧制:真的能取代老师傅?
这几年搞智能制造,轧线也上了很多传感器。轧制力、辊缝、张力、温度,一大堆数据灌进模型里。但模型再准,也怕钢种变化。
有家厂上了所谓的AI轧制,第一天就把轧辊崩了。因为那批钢的化学成分有偏差,模型没遇见过,还按老参数压,结果力大无穷,直接断辊。所以啊,不要迷信智能化,基础自动化得先扎稳。
不过话说回来,基于数字孪生的轧制仿真确实有用。换辊后虚拟轧一遭,看板形和力能参数,能躲不少坑。特别是开发新规格时,少废几卷料就回本了。
现在还有一个趋势:短流程连铸连轧。钢水直接连铸成薄坯,马上进轧机,省了加热炉,能耗降30%。但这对在线工艺控制是地狱难度,因为铸坯温度没法微调,轧制全靠速度来控制终轧温度,一不留神就出混晶。
最后,别看轧制粗放,有些精密箔材轧到0.001毫米,比纸还薄,用来做电池极片。那轧机贵得离谱,而且车间洁净度要求跟手术室似的。挺有意思的,是吧?
说穿了,轧制就是宏观上的暴力美学,微观上的原子排列游戏。玩得好,赚钱;玩不好,一亏几个亿。
问:怎么选择轧辊材质?
答:粗轧用铸钢辊,耐造;精轧用高铬铸铁辊或者高速钢辊,硬度高耐磨。但高速钢辊对冷却水要求严格,水冷得均匀,不然热裂。现在还有用碳化钨轧辊的,轧线材一流,但脆,不能有碰撞。选辊其实要算吨钢消耗成本,不能光看单价。
问:轧制润滑怎么搞?
答:冷轧必须润滑,减少摩擦,还能冷却。乳化液是主流,浓度2-5%,但维护麻烦,要控pH、控铁粉、控细菌。有的厂上油雾润滑,干净点。热轧一般不润滑,除非轧薄板,用石墨基润滑剂,喷在辊面上,烟气那个大啊,环保肯定找你麻烦。
热轧钢坯从加热炉中推出进入粗轧机
说实话,好多小厂老板分不清这个,非要用冷轧板去做结构件,结果一折就裂,反过头骂供应商——唉,常见。
问:热轧板表面那层黑皮怎么去掉?
答:抛丸或者酸洗。酸洗线用盐酸,泡完出来白亮亮的,但环保查得严,现在很多都转向无酸除鳞了,比如用高压水加铁砂,听着就暴力。
冷轧薄板轧制过程中出现的边部波浪缺陷
智能轧制:真的能取代老师傅?
这几年搞智能制造,轧线也上了很多传感器。轧制力、辊缝、张力、温度,一大堆数据灌进模型里。但模型再准,也怕钢种变化。
有家厂上了所谓的AI轧制,第一天就把轧辊崩了。因为那批钢的化学成分有偏差,模型没遇见过,还按老参数压,结果力大无穷,直接断辊。所以啊,不要迷信智能化,基础自动化得先扎稳。
不过话说回来,基于数字孪生的轧制仿真确实有用。换辊后虚拟轧一遭,看板形和力能参数,能躲不少坑。特别是开发新规格时,少废几卷料就回本了。
现在还有一个趋势:短流程连铸连轧。钢水直接连铸成薄坯,马上进轧机,省了加热炉,能耗降30%。但这对在线工艺控制是地狱难度,因为铸坯温度没法微调,轧制全靠速度来控制终轧温度,一不留神就出混晶。
最后,别看轧制粗放,有些精密箔材轧到0.001毫米,比纸还薄,用来做电池极片。那轧机贵得离谱,而且车间洁净度要求跟手术室似的。挺有意思的,是吧?
说穿了,轧制就是宏观上的暴力美学,微观上的原子排列游戏。玩得好,赚钱;玩不好,一亏几个亿。
问:怎么选择轧辊材质?
答:粗轧用铸钢辊,耐造;精轧用高铬铸铁辊或者高速钢辊,硬度高耐磨。但高速钢辊对冷却水要求严格,水冷得均匀,不然热裂。现在还有用碳化钨轧辊的,轧线材一流,但脆,不能有碰撞。选辊其实要算吨钢消耗成本,不能光看单价。
问:轧制润滑怎么搞?
答:冷轧必须润滑,减少摩擦,还能冷却。乳化液是主流,浓度2-5%,但维护麻烦,要控pH、控铁粉、控细菌。有的厂上油雾润滑,干净点。热轧一般不润滑,除非轧薄板,用石墨基润滑剂,喷在辊面上,烟气那个大啊,环保肯定找你麻烦。
热轧与冷轧:温度决定命运
热轧这事儿,温度是关键。钢坯加热到1200度以上,奥氏体区,软得像面团。这时候用轧辊碾压,变形阻力小,一口气能压薄一大截。但代价是表面氧化皮厚得像树皮,尺寸精度嘛,凑合。不过要是你焊个钢结构厂房,热轧H型钢就是王道——成本低,韧性好,一吨便宜好几百。 冷轧呢?常温下硬啃。轧辊要承受上吨的力,钢带进去时还是热轧卷,出来就光洁得能照镜子。汽车外壳那种锃亮的板子,全是冷轧再镀锌。问题是加工硬化,压着压着就脆了,中间还得退火,麻烦。 热轧钢坯从加热炉中推出进入粗轧机
说实话,好多小厂老板分不清这个,非要用冷轧板去做结构件,结果一折就裂,反过头骂供应商——唉,常见。
问:热轧板表面那层黑皮怎么去掉?
答:抛丸或者酸洗。酸洗线用盐酸,泡完出来白亮亮的,但环保查得严,现在很多都转向无酸除鳞了,比如用高压水加铁砂,听着就暴力。
热轧钢坯从加热炉中推出进入粗轧机
说实话,好多小厂老板分不清这个,非要用冷轧板去做结构件,结果一折就裂,反过头骂供应商——唉,常见。
问:热轧板表面那层黑皮怎么去掉?
答:抛丸或者酸洗。酸洗线用盐酸,泡完出来白亮亮的,但环保查得严,现在很多都转向无酸除鳞了,比如用高压水加铁砂,听着就暴力。
缺陷:板形不良,能让人疯掉
轧制最头疼的是板形。波浪、镰刀弯、瓢曲,随便一个都能让你整卷报废。根源在轧辊辊型不对,或者冷却不均匀。尤其是轧宽板的时候,中间和边部温差一大,应力失衡,出来就扭成麻花。 我见过最夸张的,一卷冷轧板,平着放能自己滚起来——因为内应力太大了。后来怎么解决的?调整弯辊力,再优化冷却集管流量,差一点就调死个人。 💡 小诀窍:如果你现场允许,在轧机出口装个板形仪,在线闭环控制,比人工目测靠谱多了。就是贵,一套好几十万。 问:轧制过程中出现裂纹怎么办? 答:先看裂纹形态。如果是横向微裂纹,多半是材料塑性不够或温度太低。纵向裂纹可能来自夹杂物。解决方向:提高加热温度,检查钢坯内部缺陷,或者降低道次压下量。严重的话,直接判废,回炉重炼,省得后面断带更惨。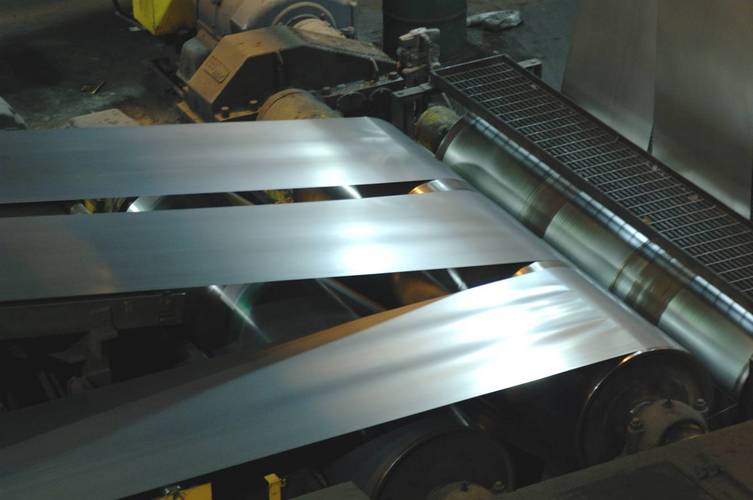 冷轧薄板轧制过程中出现的边部波浪缺陷
冷轧薄板轧制过程中出现的边部波浪缺陷
智能轧制:真的能取代老师傅?
 智能轧制:真的能取代老师傅?
这几年搞智能制造,轧线也上了很多传感器。轧制力、辊缝、张力、温度,一大堆数据灌进模型里。但模型再准,也怕钢种变化。
有家厂上了所谓的AI轧制,第一天就把轧辊崩了。因为那批钢的化学成分有偏差,模型没遇见过,还按老参数压,结果力大无穷,直接断辊。所以啊,不要迷信智能化,基础自动化得先扎稳。
不过话说回来,基于数字孪生的轧制仿真确实有用。换辊后虚拟轧一遭,看板形和力能参数,能躲不少坑。特别是开发新规格时,少废几卷料就回本了。
现在还有一个趋势:短流程连铸连轧。钢水直接连铸成薄坯,马上进轧机,省了加热炉,能耗降30%。但这对在线工艺控制是地狱难度,因为铸坯温度没法微调,轧制全靠速度来控制终轧温度,一不留神就出混晶。
最后,别看轧制粗放,有些精密箔材轧到0.001毫米,比纸还薄,用来做电池极片。那轧机贵得离谱,而且车间洁净度要求跟手术室似的。挺有意思的,是吧?
说穿了,轧制就是宏观上的暴力美学,微观上的原子排列游戏。玩得好,赚钱;玩不好,一亏几个亿。
问:怎么选择轧辊材质?
答:粗轧用铸钢辊,耐造;精轧用高铬铸铁辊或者高速钢辊,硬度高耐磨。但高速钢辊对冷却水要求严格,水冷得均匀,不然热裂。现在还有用碳化钨轧辊的,轧线材一流,但脆,不能有碰撞。选辊其实要算吨钢消耗成本,不能光看单价。
问:轧制润滑怎么搞?
答:冷轧必须润滑,减少摩擦,还能冷却。乳化液是主流,浓度2-5%,但维护麻烦,要控pH、控铁粉、控细菌。有的厂上油雾润滑,干净点。热轧一般不润滑,除非轧薄板,用石墨基润滑剂,喷在辊面上,烟气那个大啊,环保肯定找你麻烦。
智能轧制:真的能取代老师傅?
这几年搞智能制造,轧线也上了很多传感器。轧制力、辊缝、张力、温度,一大堆数据灌进模型里。但模型再准,也怕钢种变化。
有家厂上了所谓的AI轧制,第一天就把轧辊崩了。因为那批钢的化学成分有偏差,模型没遇见过,还按老参数压,结果力大无穷,直接断辊。所以啊,不要迷信智能化,基础自动化得先扎稳。
不过话说回来,基于数字孪生的轧制仿真确实有用。换辊后虚拟轧一遭,看板形和力能参数,能躲不少坑。特别是开发新规格时,少废几卷料就回本了。
现在还有一个趋势:短流程连铸连轧。钢水直接连铸成薄坯,马上进轧机,省了加热炉,能耗降30%。但这对在线工艺控制是地狱难度,因为铸坯温度没法微调,轧制全靠速度来控制终轧温度,一不留神就出混晶。
最后,别看轧制粗放,有些精密箔材轧到0.001毫米,比纸还薄,用来做电池极片。那轧机贵得离谱,而且车间洁净度要求跟手术室似的。挺有意思的,是吧?
说穿了,轧制就是宏观上的暴力美学,微观上的原子排列游戏。玩得好,赚钱;玩不好,一亏几个亿。
问:怎么选择轧辊材质?
答:粗轧用铸钢辊,耐造;精轧用高铬铸铁辊或者高速钢辊,硬度高耐磨。但高速钢辊对冷却水要求严格,水冷得均匀,不然热裂。现在还有用碳化钨轧辊的,轧线材一流,但脆,不能有碰撞。选辊其实要算吨钢消耗成本,不能光看单价。
问:轧制润滑怎么搞?
答:冷轧必须润滑,减少摩擦,还能冷却。乳化液是主流,浓度2-5%,但维护麻烦,要控pH、控铁粉、控细菌。有的厂上油雾润滑,干净点。热轧一般不润滑,除非轧薄板,用石墨基润滑剂,喷在辊面上,烟气那个大啊,环保肯定找你麻烦。