搞智能制造,夹具跟不上?聊聊那些打破传统的柔性夹具
说真的,夹具这玩意儿,在车间里算是个“千年配角”。但你要是忽视了它——废品率飙升,机床停机,交期延误,老板盯着你的眼神能杀人。上周我去一家做新能源汽车电机的工厂,生产线改造智能制造,机器人、AGV、MES全上了,结果你猜怎么着?卡在换夹具上。操作工拿着扳手吭哧吭哧拧半天,液压站一开,夹紧力还不稳,把我急得直接开骂。这都什么年代了,还抱着几十年前的组合夹具思路不放!
但你可别以为这就是现状。去年在德国汉诺威工业展上,我看到一套东西,整个人都愣住了——零点定位系统。德国人把液压、气动和机械定位玩出了花,换夹时间从30分钟压缩到30秒,重复定位精度±2μm。当时我就想,这东西必须引入国内。不过话说回来,德国货贵得离谱,一套液压快换板子要价几十万,中小企业根本扛不住。好在现在国产的液压组合夹具,比如星辰、博尚,性能也不差,我亲自测过,装夹一个异形变速箱壳体,只用了几分钟,刚性甚至比专用夹具还强——因为夹紧点可以柔性调整,应力分布更均匀。这就带出下一个话题……
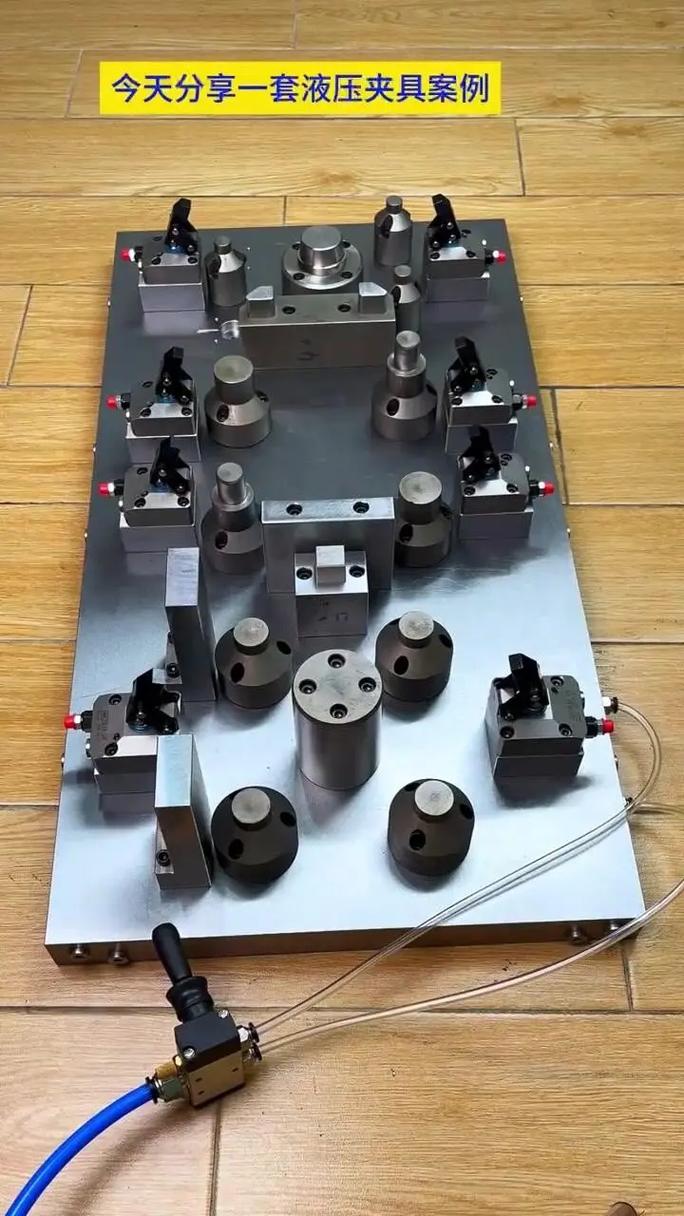
 工业自动化零点定位系统快换夹具
柔性夹具是什么神仙操作?
别被“柔性”这个词骗了,它不是软绵绵的。说白了,就是一套可以快速重构的夹持系统,像乐高积木一样,模块化拼装。比如组合夹具里的基础板、支撑件、定位件、夹紧件,全标准化,用T型槽或孔系连接。过去我们总鄙视它刚度差,但现在的材料工艺,比如合金钢渗氮处理,加上有限元优化,刚性上去了,还轻量化。我见过一个用铝合金基座的气动柔性夹具,在打磨机器人工作站里,夹爪自适应性补偿,补偿量±3mm,抓取薄壁件不变形。这玩意在3C电子、医疗器械领域简直是神器!
工业自动化零点定位系统快换夹具
柔性夹具是什么神仙操作?
别被“柔性”这个词骗了,它不是软绵绵的。说白了,就是一套可以快速重构的夹持系统,像乐高积木一样,模块化拼装。比如组合夹具里的基础板、支撑件、定位件、夹紧件,全标准化,用T型槽或孔系连接。过去我们总鄙视它刚度差,但现在的材料工艺,比如合金钢渗氮处理,加上有限元优化,刚性上去了,还轻量化。我见过一个用铝合金基座的气动柔性夹具,在打磨机器人工作站里,夹爪自适应性补偿,补偿量±3mm,抓取薄壁件不变形。这玩意在3C电子、医疗器械领域简直是神器!
但你要是觉得柔性夹具就是各种标准件拼凑,那就小看它了。真正牛的是传感与控制的融合。现在的智能液压夹具,夹紧力实时监控,一旦毛坯有微量变形,系统自动补偿压力,防止过切或松动。这背后是油缸内置压力传感器和机床数控系统的闭环通信。还有个朋友在无锡做精密模具,他用气动夹具配合零点定位,实现电极加工的全自动化线,晚上关灯运行,一个人看四台机床,利润率飙升。当然,气动夹具在重切削时刚性稍逊,但人家响应快,清洁环保,食品机械行业爱得要死。
再聊个痛点——装夹精度。很多人以为买了高精度机床,加工就准了。错!夹具的定位误差是系统误差的60%以上。我推荐你用六点定位原理检测:限制所有自由度,但别过定位,否则工件会变形。比如一个箱体件,用一面两销定位,比直接用平面压紧强得多。还有,零点定位系统的接口刚性曲线一定要实测,别信厂家宣传的重复精度。我自己拿激光干涉仪打过,国产某品牌标称5μm,实际在10μm左右浮动——也够用,但心里要有数。总之,选型要综合考虑:工件材料、切削力、生产节拍、换产频率、预算。没有银弹。
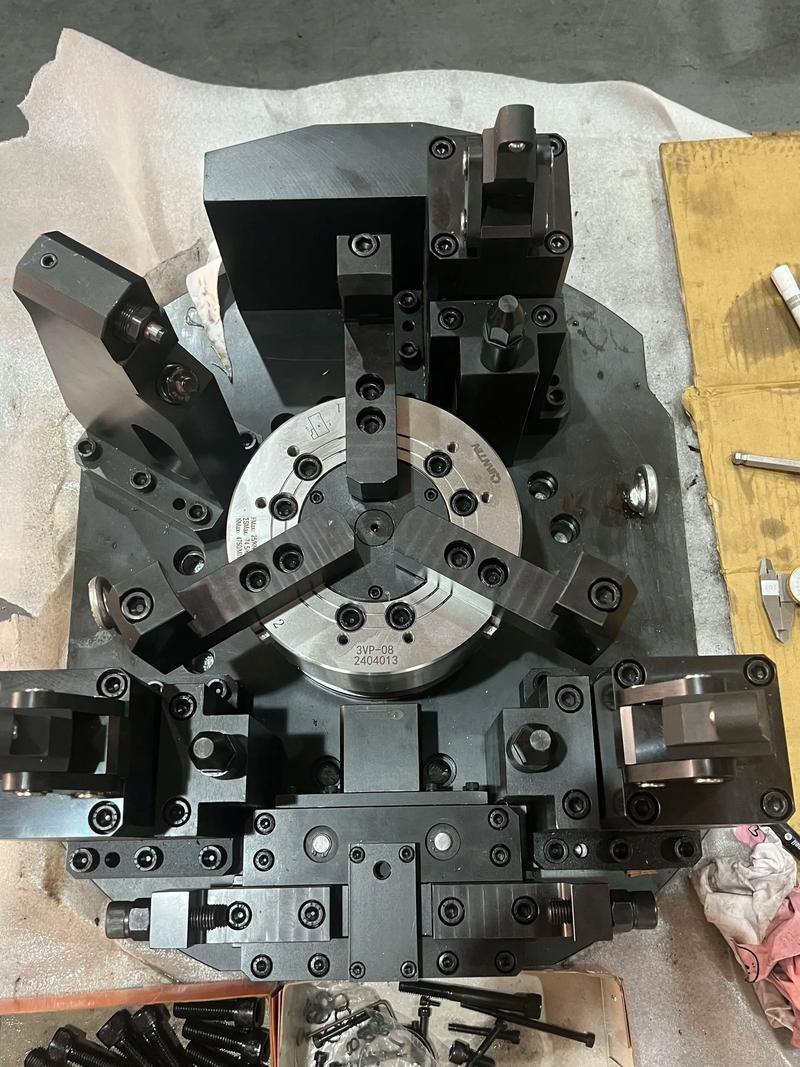
液压组合夹具夹紧油缸加工现场
QA:你关心的夹具问题,我直接甩答案
问:我们厂里都是多品种小批量,专用夹具太浪费,上柔性夹具怕工人不会用,怎么办?
答:你这担心我太懂了。十年前我推柔性线,老师傅抵触得把扳手摔地上。后来我想了个招:别搞一步到位,先试点。选一个加工单元,上零点定位快换板,把原来几套专用夹具简化成标准基础板+可换模块,让他们体验五分钟换产的快感。培训上,别讲理论,带他们实装一次,半小时就上手。人的惯性思维一旦打破,后面就好推了。还有,现在的柔性夹具设计软件,拖拽式拼装,自动生成装配图,小学生都能看懂。
问:听说气动夹具容易掉压,夹不紧,是不是必须加保压阀?
答:保压阀是个常规操作,但治标不治本。掉压的根本原因是气路泄漏或温度变化。我建议三招:一,管路硬连接用卡套式接头,软管用高精度快插;二,加储气罐在夹紧支路前端,平抑压力波动;三,采用气液增压缸,把气压转换为高压油压,体积小,夹紧力恒定。成本略高,但比报废工件划算多了。还有,定期检查电磁阀和密封圈,那玩意儿老化很快。
写到这儿,突然想起前阵子德国通快搞的一个案例:全自动激光切割单元,夹具是一套磁力柔性吸附系统,板材放上去电磁通电,零点几秒吸紧,精度丝级。这黑科技让我眼红,但国内磁力夹具在高温下会退磁,暂时还缺点火候。不过我相信,随着材料进步,取代传统机械夹紧只是时间问题。对了,如果你正在规划数字化车间,千万别再把夹具当成独立硬件——它应该融入物联网系统,夹紧状态、使用寿命、异常报警全要上云。别问我为什么知道,都是因为忽略了这点,吃了大亏!
最后啰嗦一句:夹具虽小,乾坤很大。别省那点改造费,否则它会用停产和废品十倍奉还。你如果遇到具体疑难,去翻翻《机床夹具设计手册》新版,或者到工博会现场摸摸实物,比听我白活强得多。干了,这行总得有点工匠精神,对吧?
为什么传统夹具让人头疼到想砸机床?
以前干过几年工艺,对那种“一夹定终身”的模式深恶痛绝。一个零件得配一套专用夹具,设计、加工、装配、调整——少说两周,遇到复杂曲面,一个月都下不来。库存里堆满了锈迹斑斑的夹具,找起来像大海捞针。更要命的是,单件小批量生产的时候,换夹具的时间比加工时间还长,设备综合效率(OEE)直接腰斩。我见过一个做航空叶片的厂子,因为夹具精度不够,试切件废了一百多个,材料费十几万打水漂。你说夹具重不重要?简直是品质的命门!但你可别以为这就是现状。去年在德国汉诺威工业展上,我看到一套东西,整个人都愣住了——零点定位系统。德国人把液压、气动和机械定位玩出了花,换夹时间从30分钟压缩到30秒,重复定位精度±2μm。当时我就想,这东西必须引入国内。不过话说回来,德国货贵得离谱,一套液压快换板子要价几十万,中小企业根本扛不住。好在现在国产的液压组合夹具,比如星辰、博尚,性能也不差,我亲自测过,装夹一个异形变速箱壳体,只用了几分钟,刚性甚至比专用夹具还强——因为夹紧点可以柔性调整,应力分布更均匀。这就带出下一个话题……
 工业自动化零点定位系统快换夹具
工业自动化零点定位系统快换夹具
柔性夹具是什么神仙操作?
 柔性夹具是什么神仙操作?
别被“柔性”这个词骗了,它不是软绵绵的。说白了,就是一套可以快速重构的夹持系统,像乐高积木一样,模块化拼装。比如组合夹具里的基础板、支撑件、定位件、夹紧件,全标准化,用T型槽或孔系连接。过去我们总鄙视它刚度差,但现在的材料工艺,比如合金钢渗氮处理,加上有限元优化,刚性上去了,还轻量化。我见过一个用铝合金基座的气动柔性夹具,在打磨机器人工作站里,夹爪自适应性补偿,补偿量±3mm,抓取薄壁件不变形。这玩意在3C电子、医疗器械领域简直是神器!
柔性夹具是什么神仙操作?
别被“柔性”这个词骗了,它不是软绵绵的。说白了,就是一套可以快速重构的夹持系统,像乐高积木一样,模块化拼装。比如组合夹具里的基础板、支撑件、定位件、夹紧件,全标准化,用T型槽或孔系连接。过去我们总鄙视它刚度差,但现在的材料工艺,比如合金钢渗氮处理,加上有限元优化,刚性上去了,还轻量化。我见过一个用铝合金基座的气动柔性夹具,在打磨机器人工作站里,夹爪自适应性补偿,补偿量±3mm,抓取薄壁件不变形。这玩意在3C电子、医疗器械领域简直是神器!但你要是觉得柔性夹具就是各种标准件拼凑,那就小看它了。真正牛的是传感与控制的融合。现在的智能液压夹具,夹紧力实时监控,一旦毛坯有微量变形,系统自动补偿压力,防止过切或松动。这背后是油缸内置压力传感器和机床数控系统的闭环通信。还有个朋友在无锡做精密模具,他用气动夹具配合零点定位,实现电极加工的全自动化线,晚上关灯运行,一个人看四台机床,利润率飙升。当然,气动夹具在重切削时刚性稍逊,但人家响应快,清洁环保,食品机械行业爱得要死。
实战踩坑:液压 vs 气动,到底怎么选?
这问题我被问烂了。根据我这些年踩过的坑,给你句掏心窝的话:看工况,别跟风。 有一次给一个做工程机械的厂做改造,老板非要全用气动,觉得液压脏。结果工装夹紧力不够,铣削时工件飞出去了,幸好防护门结实,不然出人命。气动夹具压力一般0.5~0.8MPa,夹紧力有限,适合轻载、高速、多点夹持;而液压夹具轻松上到30MPa以上,夹紧力成千上万牛,适合重切削。但液压有个问题:漏油。车间里地板上总有一滩油印子,环保检查一来就罚钱。所以现在有电动夹具,伺服电机驱动螺旋机构,干净又精准,就是贵。再聊个痛点——装夹精度。很多人以为买了高精度机床,加工就准了。错!夹具的定位误差是系统误差的60%以上。我推荐你用六点定位原理检测:限制所有自由度,但别过定位,否则工件会变形。比如一个箱体件,用一面两销定位,比直接用平面压紧强得多。还有,零点定位系统的接口刚性曲线一定要实测,别信厂家宣传的重复精度。我自己拿激光干涉仪打过,国产某品牌标称5μm,实际在10μm左右浮动——也够用,但心里要有数。总之,选型要综合考虑:工件材料、切削力、生产节拍、换产频率、预算。没有银弹。
 液压组合夹具夹紧油缸加工现场
液压组合夹具夹紧油缸加工现场
QA:你关心的夹具问题,我直接甩答案
 QA:你关心的夹具问题,我直接甩答案
问:我们厂里都是多品种小批量,专用夹具太浪费,上柔性夹具怕工人不会用,怎么办?
QA:你关心的夹具问题,我直接甩答案
问:我们厂里都是多品种小批量,专用夹具太浪费,上柔性夹具怕工人不会用,怎么办?答:你这担心我太懂了。十年前我推柔性线,老师傅抵触得把扳手摔地上。后来我想了个招:别搞一步到位,先试点。选一个加工单元,上零点定位快换板,把原来几套专用夹具简化成标准基础板+可换模块,让他们体验五分钟换产的快感。培训上,别讲理论,带他们实装一次,半小时就上手。人的惯性思维一旦打破,后面就好推了。还有,现在的柔性夹具设计软件,拖拽式拼装,自动生成装配图,小学生都能看懂。
问:听说气动夹具容易掉压,夹不紧,是不是必须加保压阀?
答:保压阀是个常规操作,但治标不治本。掉压的根本原因是气路泄漏或温度变化。我建议三招:一,管路硬连接用卡套式接头,软管用高精度快插;二,加储气罐在夹紧支路前端,平抑压力波动;三,采用气液增压缸,把气压转换为高压油压,体积小,夹紧力恒定。成本略高,但比报废工件划算多了。还有,定期检查电磁阀和密封圈,那玩意儿老化很快。
写到这儿,突然想起前阵子德国通快搞的一个案例:全自动激光切割单元,夹具是一套磁力柔性吸附系统,板材放上去电磁通电,零点几秒吸紧,精度丝级。这黑科技让我眼红,但国内磁力夹具在高温下会退磁,暂时还缺点火候。不过我相信,随着材料进步,取代传统机械夹紧只是时间问题。对了,如果你正在规划数字化车间,千万别再把夹具当成独立硬件——它应该融入物联网系统,夹紧状态、使用寿命、异常报警全要上云。别问我为什么知道,都是因为忽略了这点,吃了大亏!
最后啰嗦一句:夹具虽小,乾坤很大。别省那点改造费,否则它会用停产和废品十倍奉还。你如果遇到具体疑难,去翻翻《机床夹具设计手册》新版,或者到工博会现场摸摸实物,比听我白活强得多。干了,这行总得有点工匠精神,对吧?