弹簧那些坑:一个机械工程师的血泪总结,搞懂这5点,设备故障降80%
做机械设计快二十年,跟弹簧打交道少说上千次。但说实话,每次选弹簧、用弹簧,我后脊梁还是发凉。这玩意太他妈重要了,又太容易被忽视了。一条弹簧崩了,整台设备趴窝的事,我们车间去年就出了三次。最冤的一次,成本不到两块钱的压簧,害我拆了半台自动包装机,客户在电话里骂了半小时。你说冤不冤?
 工厂弹簧疲劳试验台操作实景
工厂弹簧疲劳试验台操作实景
很多人以为弹簧简单,不就绕几圈钢丝嘛。错!弹簧是弹性元件,它的工作环境、应力状态、失效模式复杂得能写本书。我今天不写教材,就絮叨絮叨这些年我交过的学费,让你少走点弯路。
选材:弹簧钢牌号不是越贵越好
我见过好些年轻工程师,一选弹簧钢就奔着进口牌号去,什么SUP10、50CrVA全往上怼。结果呢?热处理跟不上,反倒不如国产65Mn靠谱。弹簧选材要匹配工况,强度、韧性、疲劳极限、耐温、耐蚀,得一项项对标。比如我们有个输送机上的拉簧,原来用碳素弹簧钢丝,天天断。后来换了油淬火回火钢丝,成本上去了,寿命却更短——因为车间环境潮湿,应力腐蚀了!最后改用不锈钢丝304,虽然弹性模量低一点,但不断了。这事教我一个乖:没有万能弹簧钢,只有最合适的。
问:弹簧材料那么多,有没有快速选材的方法?
答:有,但我不建议偷懒。第一步明确载荷性质——静态、循环还是冲击?第二步看环境,常温还是有温湿度腐蚀?第三步定寿命要求。有了这三个,再去查弹簧设计手册里的许用应力表。比如普通螺旋压缩弹簧,静态下许用切应力可以取抗拉强度的50%左右,而循环载荷就得用疲劳极限图,安全系数至少1.5。千万别拍脑袋,我年轻时拍脑袋选的弹簧,现在还在仓库里落灰。热处理:淬火回火里的猫腻
弹簧的性能,一半靠材料,一半靠热处理。尤其合金弹簧钢,淬火介质、回火温度时间差一点,硬度、韧性差千里。去年我们一批模具弹簧,硬度HRC要求45-50,供应商给的报告全合格,装机三天断了两根。切开看金相,屈氏体超标,表面脱碳严重。很明显淬火冷却慢了,或者回火前就有微裂纹。跟供应商掰扯,他们死不认,说同一炉其他家都没事。最后我亲自去跟线,发现他们为了省成本,油淬改水淬,还省掉了去应力回火!弹簧热处理容不得半点马虎,尤其是成型后的去应力退火,卷簧残余应力不除,就像身体里埋着定时炸弹。
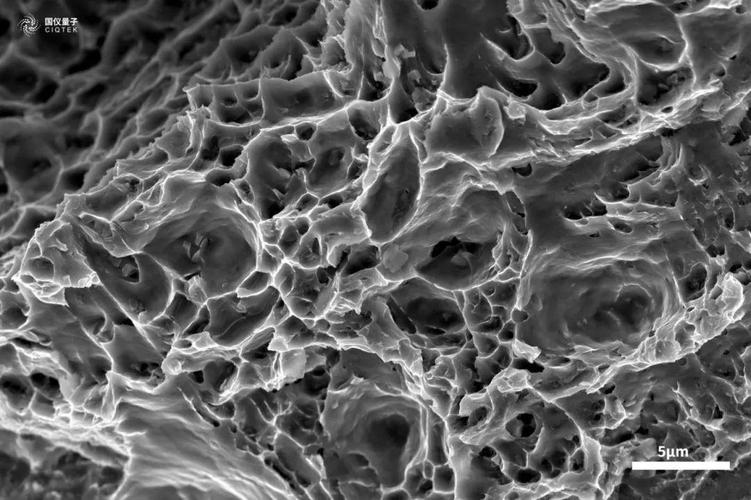 弹簧失效断裂面微观形貌扫描电镜图
弹簧失效断裂面微观形貌扫描电镜图
说到这我又忍不住吐槽:很多小厂做弹簧,根本不控制喷丸强度。喷丸强化能显著提高疲劳寿命,但强度过大或覆盖率不够,反而造成应力集中。我们厂规定重要弹簧必须做阿尔门试片测喷丸强度,而且喷丸后立即去应力。这些细节,救了不止一套百万设备。
疲劳失效:你以为换了就行?
 疲劳失效:你以为换了就行?
疲劳失效:你以为换了就行?
弹簧断掉,最常见的罪魁祸首是疲劳。但多数人只换不分析,下次还断在同一个地方。我处理过一次气门弹簧频繁断裂事故,换一家供应商的货,三个月又断。后来做共振测试,好家伙,发动机某个转速下弹簧发生了共振,颤振应力骤增。解决办法不是改材料,而是提高弹簧固有频率,稍微加大了中径、减少了有效圈数,再也没断过。所以弹簧失效分析要深入到振动模态、装配应力、甚至润滑条件。再比如碟形弹簧,叠合使用时的摩擦磨损,常常被忽略。
问:弹簧断了,怎么快速判断是疲劳还是过载?
答:看断口。疲劳断裂有明显分区:疲劳源区最光滑,像揉搓过的皮肤;扩展区有贝纹线;瞬断区粗糙,呈纤维状或结晶状。如果整个断面都是韧窝,多半是韧性过载断裂。如果齐平光亮,可能是脆性断裂。有条件的话,上体视显微镜前先拿手电照照,我经常在车间这么干,经验多了,一眼能猜个八九不离十。再说个反常识的点:弹簧的刚度不一定完全线性。压缩弹簧有效圈数两头并紧磨平的地方,实际上有过渡圈,刚度比中间圈大一点。高精度场合,这个非线性足以让机构卡滞。所以我们做精密设备,弹簧端圈并紧高度、磨平角度都严格检测,有些甚至要求端圈自由状态微微开口,装配后紧贴,消除非线性。这些细节,教科书上可不会写。
智能制造时代的弹簧设计新趋势
现在都讲工业4.0,弹簧这个老行当也在变。我们公司这两年导入参数化弹簧设计软件,直接联动有限元分析,能模拟安装压缩下的侧向力、失稳临界长度。生产端更狠,数字孪生弹簧产线,把卷簧、回火、喷丸、强压处理的工艺数据实时采集,批次追溯比查户口还细。特别是汽车弹簧,三坐标测量百分之百在线检测,力值曲线超差马上剔除。未来弹簧还会更智能——预埋应力传感器,实时监测健康状态。想想还挺激动,毕竟,一根弹簧再小,它也是工业的关节。
写了这么多,其实就想说:弹簧这东西,别小看。每一个尺寸公差、每一道热处理参数,都和设备可靠性挂着钩。我们工程师的严谨,不在宏大的设计上,就在这颗小小的弹簧里。下次选弹簧的时候,多花半天时间核算,也许能省下半年维修费。真的。