紧固那点破事儿——一个老工程师的吐槽与干货
你拧了半辈子螺栓,真拧对了吗?上周车间里又闹笑话——一个小伙子把M12的螺栓生生拧断了,我问他扭矩多少?他说凭手感。好嘛,手感。这东西能凭手感吗!
紧固这行当,入门门槛低得吓人,可真正玩明白的,没几个。我在这行泡了二十年,踩过的坑比新入行的小伙子走过的路还多。有些话不吐不快,今天就敞开了聊。
 螺栓螺纹牙型对比示意图
螺栓螺纹牙型对比示意图
说个事。去年我们买了一批进口螺栓,参数标着10.9级,结果一上扭矩全滑了。后来一查,螺纹底径偷了0.2mm。这能怨谁?
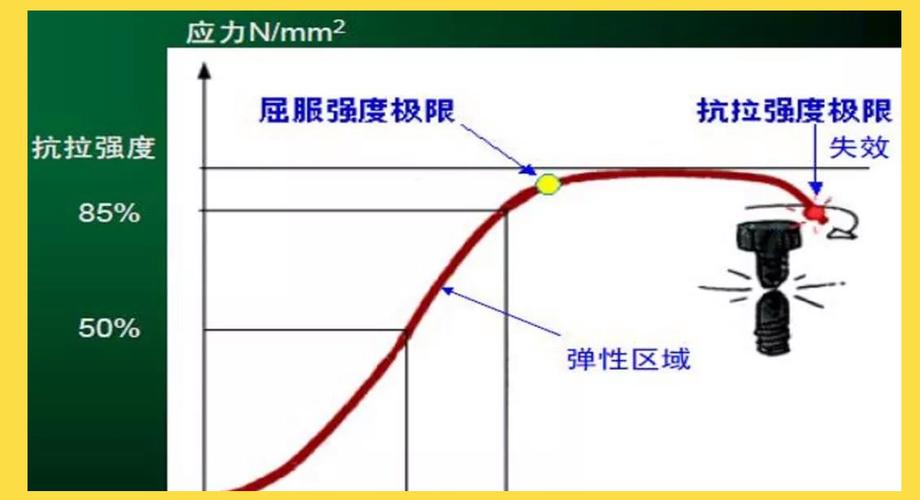
紧固的核心其实就一个字——预紧力。 扭矩只是表象,真正锁死工件靠的是螺栓被拉伸后产生的夹紧力。你拧扳手,90%的扭矩克服摩擦力了,真正拉伸螺栓的才10%左右。所以为什么强调润滑?为什么有的螺栓要涂MOS2?就是为了控制摩擦系数,别让扭矩白费。
问:那我用扭力扳手精确打扭矩总行了吧?
答:没用。扭矩法偏差能到±25%!除非你测摩擦系数,或者用转角法。转角法知道吗?先预拧紧,再转规定角度,让螺栓达到屈服。这才是高级玩法。不过一般维修谁给你这么干?所以螺栓松动是常态。
施必牢防松螺纹工作原理图
我们设备上关键部位都用LOCTITE胶,别省那点钱,等出事了哭都来不及。说个经验,涂胶前一定要清理油污,不然白涂。还有,螺纹底孔不要太小,否则胶挤没了。
问:那到底哪种防松方式最好?
答:看场合。振动大的用楔形锁紧垫圈或Nord-lock垫圈,绝对防松。就是价格肉痛。一般工况抹点胶就够了。还有,别迷信全金属锁紧螺母,高温下还行,常温浪费钱。
扭矩控制,一个世纪的误会
刚才说了扭矩不准。为啥?因为摩擦系数随表面粗糙度、镀层、润滑变化极大。同一个扭矩,今天拧紧了明天松了,不是扳手不准,是摩擦在搞鬼。所以聪明人都用转角法或者屈服点拧紧。但设备贵啊,有那钱不如买好螺栓。
其实紧固的核心是设计。很多工程师只选螺栓强度,不校核预紧力衰减。比如垫片蠕变、热膨胀,这些都会吃掉预紧力。你当初拧得再紧,一年后可能只剩30%。所以定期复拧不是笑话。
螺栓预紧力衰减曲线图
哎,啰嗦这么多,希望圈里人能听进去一句半句。紧固件虽小,出问题就是大事故。 别再用手感挑战物理定律了。该花钱买扭矩检测仪就买,该培训员工就培训。安全第一,其他的都扯淡。
最后说个真事。有个厂子,出口设备,结果海运到国外,螺栓全松了,赔了几十万。最后查出来就一个原因——没考虑运输振动。这冤不冤?所以,紧固这俩字,看似简单,实则处处是坑。你跳进去了,就长记性了。
紧固这行当,入门门槛低得吓人,可真正玩明白的,没几个。我在这行泡了二十年,踩过的坑比新入行的小伙子走过的路还多。有些话不吐不快,今天就敞开了聊。
螺纹不是你想的那样简单
外行人看螺纹就是螺旋线,其实里头门道深了。粗牙、细牙、梯形牙、锯齿牙...就一个紧固,能玩出花来。粗牙适合软材料,自锁性好;细牙呢,调节精度高,用在液压件多。但谁真记这些?都用错了还嘴硬。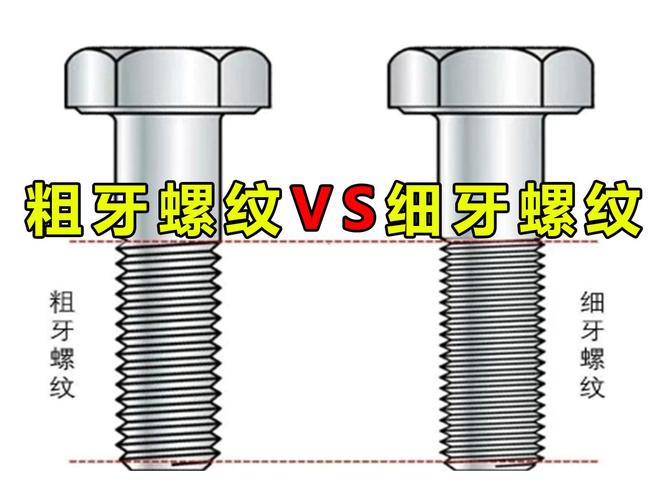 螺栓螺纹牙型对比示意图
螺栓螺纹牙型对比示意图
说个事。去年我们买了一批进口螺栓,参数标着10.9级,结果一上扭矩全滑了。后来一查,螺纹底径偷了0.2mm。这能怨谁?
紧固的核心其实就一个字——预紧力。 扭矩只是表象,真正锁死工件靠的是螺栓被拉伸后产生的夹紧力。你拧扳手,90%的扭矩克服摩擦力了,真正拉伸螺栓的才10%左右。所以为什么强调润滑?为什么有的螺栓要涂MOS2?就是为了控制摩擦系数,别让扭矩白费。
问:那我用扭力扳手精确打扭矩总行了吧?
答:没用。扭矩法偏差能到±25%!除非你测摩擦系数,或者用转角法。转角法知道吗?先预拧紧,再转规定角度,让螺栓达到屈服。这才是高级玩法。不过一般维修谁给你这么干?所以螺栓松动是常态。
防松,各种骚操作
螺栓松了要命啊。记得有次高铁的一个新闻,转向架螺栓松脱,还好没出事。紧固防松,办法多了去了:弹簧垫圈、双螺母、施必牢螺纹、防松胶...弹簧垫圈其实最不靠谱,振动下根本不起作用,不如不用。双螺母有点用,但占空间。施必牢螺纹呢,径向锁紧,防松效果好,就是贵。 施必牢防松螺纹工作原理图
施必牢防松螺纹工作原理图
我们设备上关键部位都用LOCTITE胶,别省那点钱,等出事了哭都来不及。说个经验,涂胶前一定要清理油污,不然白涂。还有,螺纹底孔不要太小,否则胶挤没了。
问:那到底哪种防松方式最好?
答:看场合。振动大的用楔形锁紧垫圈或Nord-lock垫圈,绝对防松。就是价格肉痛。一般工况抹点胶就够了。还有,别迷信全金属锁紧螺母,高温下还行,常温浪费钱。
扭矩控制,一个世纪的误会
 扭矩控制,一个世纪的误会
刚才说了扭矩不准。为啥?因为摩擦系数随表面粗糙度、镀层、润滑变化极大。同一个扭矩,今天拧紧了明天松了,不是扳手不准,是摩擦在搞鬼。所以聪明人都用转角法或者屈服点拧紧。但设备贵啊,有那钱不如买好螺栓。
扭矩控制,一个世纪的误会
刚才说了扭矩不准。为啥?因为摩擦系数随表面粗糙度、镀层、润滑变化极大。同一个扭矩,今天拧紧了明天松了,不是扳手不准,是摩擦在搞鬼。所以聪明人都用转角法或者屈服点拧紧。但设备贵啊,有那钱不如买好螺栓。其实紧固的核心是设计。很多工程师只选螺栓强度,不校核预紧力衰减。比如垫片蠕变、热膨胀,这些都会吃掉预紧力。你当初拧得再紧,一年后可能只剩30%。所以定期复拧不是笑话。
 螺栓预紧力衰减曲线图
螺栓预紧力衰减曲线图
哎,啰嗦这么多,希望圈里人能听进去一句半句。紧固件虽小,出问题就是大事故。 别再用手感挑战物理定律了。该花钱买扭矩检测仪就买,该培训员工就培训。安全第一,其他的都扯淡。
最后说个真事。有个厂子,出口设备,结果海运到国外,螺栓全松了,赔了几十万。最后查出来就一个原因——没考虑运输振动。这冤不冤?所以,紧固这俩字,看似简单,实则处处是坑。你跳进去了,就长记性了。