工业润滑的真相:别再被“黄油”耽误了你的设备
黄乎乎、黏糊糊的一坨——多少年了,一提到润滑,车间老师傅还是从桶里挖出一团“黄油”就往轴承里塞。错得离谱。我不是夸张,上个月去一家注塑厂,新换的电动注塑机,关节轴承才跑了600小时就嘎吱响,拆开看油脂都结焦成碳了。一问,用的还是二十年前的钙基脂。老板一脸懵:“润滑脂不都差不多?”
不,差太多了。润滑这事,说小了是省几个轴承钱,说大了,是整套设备寿命的命门。偏偏没几个人认真琢磨。
也许你压根没选对润滑脂
选润滑脂像开中药铺。基础油、稠化剂、添加剂,每一样都得对路。举个例子:高速电机轴承,转速动辄上万,你给上高粘度的矿物油锂基脂?搅拌发热大得吓人,分分钟烧轴承。这时候应该上低粘度酯类油、甚至带聚脲稠化剂的——剪切安定性好,低温泵送性也优。可许多人听到“聚脲”就摇头,嫌贵。其实账算反了。换一次高端脂多花几百块,但轴承寿命延长三倍,停机损失?那才叫真金白银。
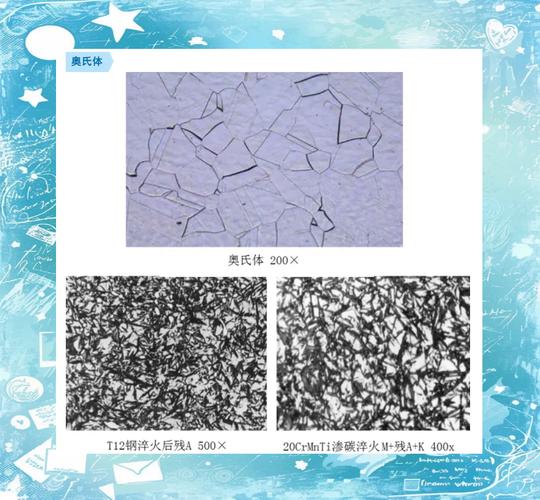
 工业轴承润滑脂选型错误导致结焦的对比照片
工业轴承润滑脂选型错误导致结焦的对比照片
还有个常见的坑:不同润滑脂混用。锂基脂和钙基脂一搅和,稠度塌了,跟稀泥一样往外淌。见过最离谱的是,维修工看见油杯干了,随手抄起旁边的齿轮油就往里灌。啧,稠度牌号从2号直接掉到000号,半天漏光。
问:怎么判断润滑脂在高温下是否扛得住?滴点高就一定好吗?
答:滴点高只是一个及格线。真正看高温性能,得看稠化剂的耐热极限和基础油的氧化安定性。比如复合锂基脂滴点能到260℃,但如果基础油是普通矿物油,超过120℃就开始剧烈氧化,很快结胶。高温场合必须选合成油,比如PAO或酯类油,同时配合抗氧剂。另外,别忽略加脂周期——温度每升高15℃,润滑脂寿命减半,这个经验公式现在依然顶用。
润滑点管理?智能系统不是摆设
2025年了,还在靠巡检工拿个听棒挨个敲轴承座?效率低得可怜。现在稍微要点可靠性的产线,都在上在线监测系统。振动、温度、油质颗粒度实时回传,AI一分析,提前两周就能预警润滑失效。
但说实话,很多厂装是装了,数据却躺在服务器里睡大觉。为什么?系统报警阈值设得太宽松,或者根本没人会调。有一家造纸厂,干燥部轴承润滑报警连续响了三天,中控室以为是传感器误报,结果第四天轴承卡死,整条线停了26个小时。损失上百万。后来我们给重新整定参数,把超声传感器的峭度指标也引入监测逻辑,情况才逆转。
 智能润滑系统传感器安装在大型工业设备轴承座的近景照
智能润滑系统传感器安装在大型工业设备轴承座的近景照
单点自动注脂器也是个好东西。尤其那种偏远位置、登高爬梯的高危润滑点,装个电化学反应式的注脂器,设定好周期,能保半年无忧。只是电池得盯住,低温环境一下就没电了。有招儿吗?换锂亚硫酰氯电池的工业型号,-40℃照样干活。
问:智能润滑系统采集的数据,到底哪些是关键项?
答:得区分设备。旋转类机械,首先看振动频谱里的轴承故障特征频率,再结合温度斜率变化。如果有油液传感器,重点看铁磁颗粒的PPM趋势——急剧升高就说明磨损加剧。对于低速重载开式齿轮,还得监控油膜厚度,用磁弹法在线测。很多系统只报警不停机,但更聪明的逻辑是自动触发注脂补偿,直到趋势平缓。这才是真·预测性维护,而不是事后诸葛亮。
环保法规逼出来的新选择
 环保法规逼出来的新选择
环保法规逼出来的新选择
这两年,我明显感到客户问“可生物降解润滑剂”的多了。不是觉悟高,是环评卡脖子。食品厂、港口机械、林业设备,漏一点油,罚款能罚到你肉疼。传统的矿物油基润滑脂,生物降解率不到40%,而合成酯基或者植物油基的,能超90%。当然,代价也有——抗氧化性差些,还贵两到三倍。
不过技术一直在迭代。现在有些基于三羟甲基丙烷酯的绿色润滑脂,加氢处理之后,氧化寿命不比矿物油短。我在一个饮用水水库的闸门启闭机上试用过,浸在水里半年,取出来状态还很好。就是换脂前得彻底清洗掉原来的石油基脂,不然相容性问题一来,反而加速分解。
问:全氟聚醚(PFPE)润滑脂价格那么高,什么场合非用不可?
答:极端工况:超过260℃的高温、强氧化剂或溶剂环境、超高真空(如半导体设备),以及有氧气纯化车间的严格禁油场所。PFPE几乎不燃、化学惰性,跟金属摩擦副还不产生催化降解。但注意,选用时要搭配全氟的稠化剂,比如PTFE,否则照样热氧化。成本虽高,但高端制造业里,工艺设备停机一天可能亏掉半支脂的钱。
最后说一句掏心窝的话:润滑不该是维修工的副业,它本身就是一门需要持续学习的工程技术。别等设备趴窝了再拍大腿。去看看你的润滑间,那些花花绿绿的桶,真的都配对了吗?