工业塔器的设计进化与实践痛点——一个工程师的十年心得
说到塔器,我脑子里立刻浮现的不是教科书上那些标准图纸,而是十年前第一次在现场看到液泛时的手足无措。液泛——说白了就是塔里的液体被气体憋住下不来了。那场面,塔顶压力飙升,液位波动得像个心电图,中控室的警报声能让你记一辈子。那种感觉,怎么说呢,就像你眼看着一锅粥要溢出来,但锅盖却被死死按住。
后来我明白了,搞塔器设计,永远不是算准了热力学参数就万事大吉。它考验的是你对流体力学、传质动力学,甚至操作工脾气的综合把握——没错,操作习惯真的会决定一座塔的生死。💡
 大型精馏塔现场安装场景
大型精馏塔现场安装场景
板式塔与填料塔:没有谁更好,只有谁更合适
 板式塔与填料塔:没有谁更好,只有谁更合适
板式塔与填料塔:没有谁更好,只有谁更合适
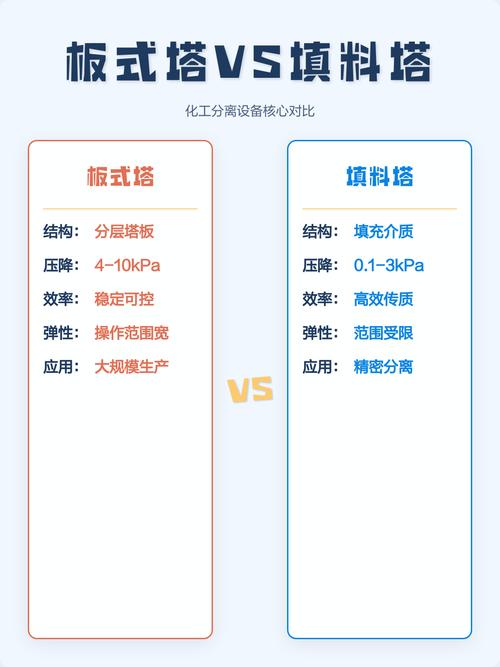
做化工的都知道,塔器粗略分两大类:板式塔和填料塔。但你要是问一个老手“该选哪个”,他大概率不会直接给答案,而是反问你一堆边界条件。因为这两种塔的内在工作原理,从根本上就决定了各自的脾气。
板式塔靠一层层塔盘强制气液接触。泡罩、浮阀、筛孔——这些塔盘构型,本质上都是在控制气体如何把液体“掀翻”再穿过。优点是操作弹性大,处理脏物料时不容易堵。但压降高啊,尤其是处理大液量时,降液管里的液流声有时候像瀑布一样,能耗也跟着上去了。过去几年我参与过好几个老旧装置的改造,很多厂子把板式塔换成填料塔后,蒸汽单耗降了一两成,挺可观的。
但填料塔就完美吗?太天真了。规整填料效率是高,可一旦遇上容易聚合物结垢的体系,一个月就能堵得跟雕塑似的。上周我还去了一个丙烯酸装置,他们的共沸精馏塔原本用的金属丝网填料,结果丙烯酸二聚体在填料片上挂得严严实实,停车清洗时敲下来的硬块能拿去当铺路石子。后来改成了大通量、抗堵的板波纹填料,才勉强减慢了堵的周期。❗所以选型这件事,真的是具体情况具体分析——
不过话说回来,有一种趋势值得注意:越来越多的精细化工、石化项目在吸收塔和萃取塔上开始尝试高性能规整填料配合高效液体分布器,传质效率提升了不说,塔高也能压下来一截,对于空间受限的改造项目尤其友好。
那些年我踩过的塔内件设计坑
 那些年我踩过的塔内件设计坑
那些年我踩过的塔内件设计坑
塔器设计,最怕的不是算不准理论板数,而是塔内件与工艺需求之间的微妙错位。我随便说几个例子你就明白了。
液体分布器——这玩意儿看似就是个带孔的盘子,但孔间距、开孔率、分布点的几何布置,直接决定填料能发挥几成能力。有一次我负责的一个芳烃分离塔,开车后顶部产品纯度一直上不去,回流比调得再高也没用。我们折腾了两天,最后内窥镜伸进去一看,分布器的一个分支管焊接角度歪了,液体偏流,填料一端干涸另一端淹着。你说这能怪谁?制造精度、安装监督,缺一不可。
再一个就是塔盘的水平度。大型板式塔直径七八米甚至十米,塔盘稍有倾斜,气体就会抄近道,整体效率直接打折。曾经有个项目,出厂前塔盘在车间测量是平的,结果运输加现场吊装后,因为支撑圈焊接应力释放,产生了肉眼看不出的变形。开车时我们发现灵敏板温度分布异常,停车检查才发现问题。从那以后,我坚持要求现场灌水试漏后再复测一次水平度,哪怕多花半天时间。这教训,值十万块。
哦对了,还有降液管。降液管底隙高度算不好,液体夹带泡沫,降液管里气液分层,严重时直接引发液泛。你去看设计手册,公式都有,可实际物料往往含杂质或者容易起泡,实际运行的液相密度、粘度跟设计值能差出百分之二三十。这时候就得依靠经验加一点保守余量,或者干脆上双降液管甚至多降液管结构。
材料与制造:省钱省出的往往是事故
这几年我在现场看到了太多因为材料选择不当而出现的腐蚀问题。搞塔器的人都知道,塔体材料不是能扛住化学介质就行,还要考虑介质中的微量杂质,比如氯离子对不锈钢的应力腐蚀开裂。就拿一个盐酸吸收塔来说吧,设计用316L,结果用了半年就在焊缝附近出现裂纹。化验发现盐酸里夹带了几十ppm的氟离子,316L根本扛不住。后来整体换了哈氏合金C-276,成本翻了三倍,但运行稳定了——前期没花足的钱,后期加倍还。
还有复合板制造的塔器,基层碳钢、覆层不锈钢,爆炸复合的工艺要是没控制好,覆层局部脱壳,投产没多久就会出现鼓包。无损检测这一步你敢省吗?真的,省下来的每一分钱,都可能是日后一次意外停车的种子。
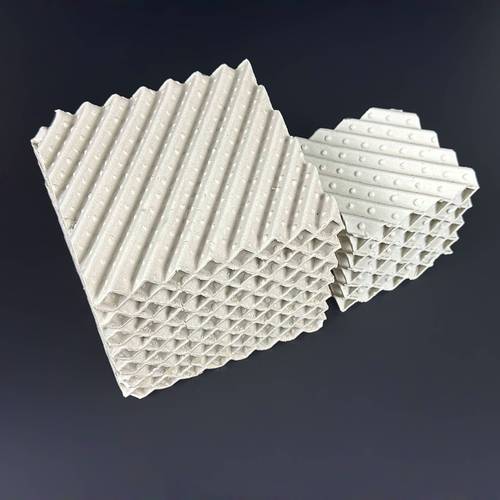 规整填料内部结构细节图
规整填料内部结构细节图
问:为什么有些精馏塔设计时取的板效率远低于实验室数据?
答:这其实是非常普遍的现象。实验室里测出的板效率大多在清净体系、全回流条件下获得,而实际塔器里,气液流动严重不均匀,雾沫夹带、漏液、液体返混这些现象都会蚕食效率。所以设计时通常要加一个系统效率系数,像大型精馏塔的板效率取0.5~0.7都不奇怪。你要是直接拿实验室值去用,出来的塔肯定是理论上够,实际上永远不达标。另外,塔径放大后的流体力学变化也是因素之一,小直径塔里的流动更接近活塞流,大塔里容易形成沟流和死区。这也就是为什么塔内件设计越来越强调流体力学模拟,别心疼那点CFD仿真的钱,它能让你的实际效率提升好几个百分点。
问:填料塔运行中压降突然增大,可能是什么原因?如何快速判断?
答:压降突然增大一般就那么几个原因:填料堵塞、液体分布器故障导致持液量剧增、操作条件波动进入液泛区,或者塔底液位过高淹没气体入口。快速判断的话,先查DCS趋势,看塔顶压力、塔底压力以及压差的变化速率。如果伴随着灵敏板温度波动、塔顶产品纯度下降,多半是液泛。如果仅仅是压降增大而分离效果没明显恶化,可能是填料局部堵塞。还可以听听塔壁声音——液泛时会有明显的液击声。最直接的办法是通过塔体上的视镜或预留的检查口观察,但注意安全。千万别硬扛着不停车,一旦填料被冲散或者支撑件损坏,损失更大。
智能化与未来:塔器不会消失,只会更聪明
 智能化与未来:塔器不会消失,只会更聪明
智能化与未来:塔器不会消失,只会更聪明
尽管现在谈模块化、微型化、甚至用膜分离替代部分精馏的热度很高,但我认为在基础化工和炼油行业,大型塔器在未来的二十年里依然是主角。只是它会变得越来越智能化。比如内嵌式在线检验装置,能够实时监测塔盘效率的变化;动态模拟系统根据进料组成波动提前调整操作参数,防止能耗浪费。
说实话,我看到有些厂已经在尝试用机器学习模型预测塔器结垢的趋势,把清洗周期从固定时间改为按需清洗,既减少了停工损失,又避免了过度清洗带来的化学品消耗。大方向是明确的:把人的经验量化成数字模型,让操作工从“凭感觉调温度”变成“根据提醒微调优化”。这才是真正尊重工艺、尊重设备的做法。
但话说回来,无论智能化怎么发展,现场经验永远不可替代。一个老班长摸一摸塔壁,听一听声音,可能比十个传感器更快判断出问题。所以,咱们搞设计的、搞制造的,还是得经常去现场转转,和操作工多聊聊。你会发现,最好的设计灵感,往往就藏在那些看似简陋的巡检记录里。