换热器选型翻车实录:别再被厂家忽悠了
做了15年设备维护,最怕听到的一句话是:“李工,换热器又漏了!”
说实话,每次钻到管廊下面,看到那锈迹斑斑的列管、膨胀得变形的垫片,心里就一阵无奈。这玩意儿选型的时候要是没动脑子,后面全是坑。花几十万买的设备,两年就趴窝——这种事我见太多了。
别听那些销售吹什么“高效节能”“永久寿命”——扯淡。选换热器,核心就一条:把你的工况参数砸实在了。参数不全?那后面什么都别谈。
 工业列管式换热器管束结垢特写
问:
“李工,我们厂蒸汽加热水,明明计算面积够,怎么一两年就性能下降得厉害?”
答:
十有八九是水侧结垢。软化水系统没搞好?碳酸钙硬垢的热阻是碳钢的几十倍,0.5毫米的垢层就能让总传热系数下降30%。别光看设计参数,把实际水质分析报告甩给厂家,让他们算污垢系数。还有些低价厂直接套用TEMA标准的缺省值,那是害人。💡
板式换热器钛板氯离子腐蚀现场照片
问:
“板式换热器垫片老是内漏,换了几家供货商都不行,怎么破?”
答:
先别急着骂垫片。查查运行压力是不是有脉动,或者启停太频繁导致垫片被“压溃”。橡胶垫片都有压缩永久变形极限,有的厂为了省钱,用EPDM垫片走高温,超过120℃就快速老化。实在不行,换全焊接板式——没垫片,一了百了,就是清垢麻烦点。
换热器在线胶球清洗系统原理示意图
最后几句大实话
别被“高效换热器”这种泛泛的营销词带坑里。你真正要盯紧的是:传热系数K值、比压降、单位传热量成本。这三者平衡才是王道。
还有,千万不要拿别的厂的模板照搬——哪怕同一套工艺,海拔不同、冷却水来源不同,都得重新核算。见过直接把北方项目图纸用到南方高湿地区的,冷凝温度设高了3℃,压缩机功率飙升,电费一年多了十几万。
说到这儿,想起刚入行时老师傅的一句话:换热器这东西,设计选型时多用一天,运行阶段就少疼一年。现在觉得,真是金句。
工业列管式换热器管束结垢特写
问:
“李工,我们厂蒸汽加热水,明明计算面积够,怎么一两年就性能下降得厉害?”
答:
十有八九是水侧结垢。软化水系统没搞好?碳酸钙硬垢的热阻是碳钢的几十倍,0.5毫米的垢层就能让总传热系数下降30%。别光看设计参数,把实际水质分析报告甩给厂家,让他们算污垢系数。还有些低价厂直接套用TEMA标准的缺省值,那是害人。💡
板式换热器钛板氯离子腐蚀现场照片
问:
“板式换热器垫片老是内漏,换了几家供货商都不行,怎么破?”
答:
先别急着骂垫片。查查运行压力是不是有脉动,或者启停太频繁导致垫片被“压溃”。橡胶垫片都有压缩永久变形极限,有的厂为了省钱,用EPDM垫片走高温,超过120℃就快速老化。实在不行,换全焊接板式——没垫片,一了百了,就是清垢麻烦点。
换热器在线胶球清洗系统原理示意图
最后几句大实话
别被“高效换热器”这种泛泛的营销词带坑里。你真正要盯紧的是:传热系数K值、比压降、单位传热量成本。这三者平衡才是王道。
还有,千万不要拿别的厂的模板照搬——哪怕同一套工艺,海拔不同、冷却水来源不同,都得重新核算。见过直接把北方项目图纸用到南方高湿地区的,冷凝温度设高了3℃,压缩机功率飙升,电费一年多了十几万。
说到这儿,想起刚入行时老师傅的一句话:换热器这东西,设计选型时多用一天,运行阶段就少疼一年。现在觉得,真是金句。
热负荷计算:失之毫厘,谬以千里
我见过最离谱的项目:一个精细化工车间,工艺说要加热某种有机溶剂,从20℃到80℃,流量标称10吨/小时。结果换热器投用后,出口温度死活上不去,始终在65℃徘徊。查了半天——实际流量是14吨!工艺提资的时候根本没留余量,连泵的裕量都忽略了。更绝的是,那溶剂粘度还比预想高,膜传热系数直接掉了一大截。 选型的时候,热负荷必须精确到小数点。你以为是粗活?错。冷热侧的流量、进出口温度、允许压降、污垢热阻——一个不能少。尤其是粘度变化大的流体,算对数平均温差时千万别偷懒用近似公式。❗ 很多厂家给你个标准软件跑一下,出个“可选型号”就完事。但他们不会告诉你,某些工况下,稍微加大10%的换热面积,清洗周期能延长40%。这个账,你自己算。 工业列管式换热器管束结垢特写
问:
“李工,我们厂蒸汽加热水,明明计算面积够,怎么一两年就性能下降得厉害?”
答:
十有八九是水侧结垢。软化水系统没搞好?碳酸钙硬垢的热阻是碳钢的几十倍,0.5毫米的垢层就能让总传热系数下降30%。别光看设计参数,把实际水质分析报告甩给厂家,让他们算污垢系数。还有些低价厂直接套用TEMA标准的缺省值,那是害人。💡
工业列管式换热器管束结垢特写
问:
“李工,我们厂蒸汽加热水,明明计算面积够,怎么一两年就性能下降得厉害?”
答:
十有八九是水侧结垢。软化水系统没搞好?碳酸钙硬垢的热阻是碳钢的几十倍,0.5毫米的垢层就能让总传热系数下降30%。别光看设计参数,把实际水质分析报告甩给厂家,让他们算污垢系数。还有些低价厂直接套用TEMA标准的缺省值,那是害人。💡
材质选择:不锈钢不是万能解药
有一回,一个沿海化工厂,管程走含氯离子浓度偏高的冷却水,壳程走普通蒸汽。采购为了省事,指定了304不锈钢。结果半年后,管板与管子胀接处大面积应力腐蚀开裂,水汽混合直接冲烂了邻近的碳钢壳体。 教训?手上有准确的介质成分分析报告,你才有资格谈材质。氯离子超过25ppm,就别碰304。氯离子超过50ppm,连316L都得掂量。这时候要么上双相钢,要么干脆走石墨或氟塑料换热器——后者虽然传热系数低,但耐蚀无敌。✅ 还有那种含硫化物、氨的介质,铜合金管走得好好的,非要用不锈钢,结果硫化物应力腐蚀,管子脆得像饼干。所以,选材不是看价格单,是看化学相容性表,并且得考虑停电、误操作时的极端工况。 板式换热器钛板氯离子腐蚀现场照片
问:
“板式换热器垫片老是内漏,换了几家供货商都不行,怎么破?”
答:
先别急着骂垫片。查查运行压力是不是有脉动,或者启停太频繁导致垫片被“压溃”。橡胶垫片都有压缩永久变形极限,有的厂为了省钱,用EPDM垫片走高温,超过120℃就快速老化。实在不行,换全焊接板式——没垫片,一了百了,就是清垢麻烦点。
板式换热器钛板氯离子腐蚀现场照片
问:
“板式换热器垫片老是内漏,换了几家供货商都不行,怎么破?”
答:
先别急着骂垫片。查查运行压力是不是有脉动,或者启停太频繁导致垫片被“压溃”。橡胶垫片都有压缩永久变形极限,有的厂为了省钱,用EPDM垫片走高温,超过120℃就快速老化。实在不行,换全焊接板式——没垫片,一了百了,就是清垢麻烦点。
维护惨案:清洗周期为什么会越缩越短?
最让我痛心的一次:某油脂加工厂,管壳式换热器走植物油,两年内清洗了四次,最后结垢速度快到让车间停产。拆开一看,管子内壁的垢层不是传统的油垢,而是焦化后的碳化物。原因是蒸汽温度过高,且壳程用疏水阀选型错误,导致局部过热。油碳化后死死糊在管壁上,机械清洗不行,化学清洗烧碱煮了三天才搞下来。 机械清洗时,那些高压水枪操作员为了赶工,把管子内壁冲出了轴向沟痕——这直接成了后续结垢的“核”,粗糙度一高,垢更快往上长。所以清洗不仅仅是洗干净,更要保护换热表面光洁度。搞设备的得懂点摩擦学,对吧? 在线清洗越来越普及。有种技术是插入胶球循环清洗,但那只适用于直管,而且胶球直径选择不对,堵管、碎球的问题一堆。现在更智能的方案是连续监测温差、压降,配合数字孪生模型,预测结垢趋势,提前调整清洗周期。我们试点过,把清洗从定期三个月改成按需触发,能耗反倒降了8%。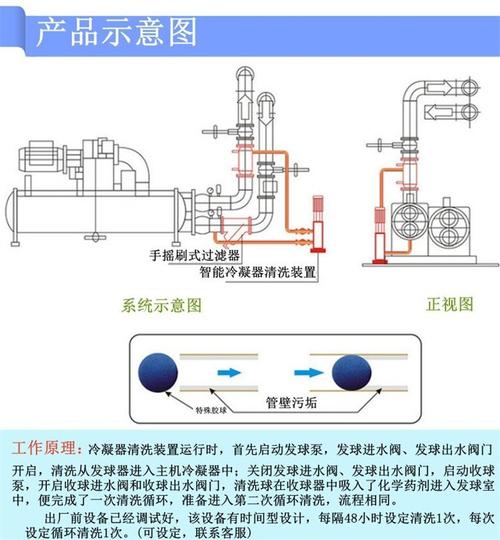 换热器在线胶球清洗系统原理示意图
换热器在线胶球清洗系统原理示意图
最后几句大实话
 最后几句大实话
别被“高效换热器”这种泛泛的营销词带坑里。你真正要盯紧的是:传热系数K值、比压降、单位传热量成本。这三者平衡才是王道。
还有,千万不要拿别的厂的模板照搬——哪怕同一套工艺,海拔不同、冷却水来源不同,都得重新核算。见过直接把北方项目图纸用到南方高湿地区的,冷凝温度设高了3℃,压缩机功率飙升,电费一年多了十几万。
说到这儿,想起刚入行时老师傅的一句话:换热器这东西,设计选型时多用一天,运行阶段就少疼一年。现在觉得,真是金句。
最后几句大实话
别被“高效换热器”这种泛泛的营销词带坑里。你真正要盯紧的是:传热系数K值、比压降、单位传热量成本。这三者平衡才是王道。
还有,千万不要拿别的厂的模板照搬——哪怕同一套工艺,海拔不同、冷却水来源不同,都得重新核算。见过直接把北方项目图纸用到南方高湿地区的,冷凝温度设高了3℃,压缩机功率飙升,电费一年多了十几万。
说到这儿,想起刚入行时老师傅的一句话:换热器这东西,设计选型时多用一天,运行阶段就少疼一年。现在觉得,真是金句。