工业传动皮带选型与维护:别再被忽悠了!
选型时最易栽的坑——型号对得上,就能用?
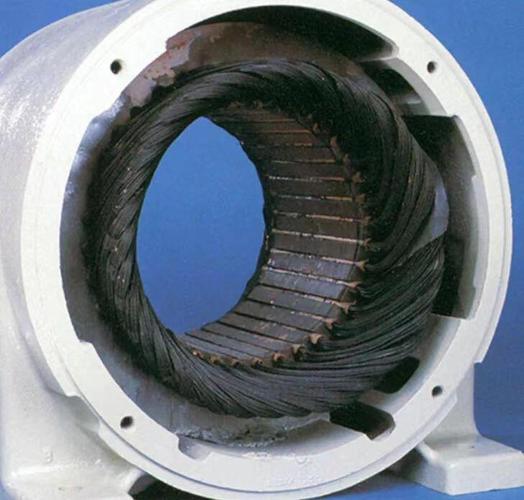
很多工程师拿着旧皮带去库房比着领——型号一样,槽角、长度都一致,换上就能转。结果呢?三个月不到就翻边、断裂。我在现场见过最离谱的案例:一条聚氨酯同步带,用在面粉厂输送绞龙上,原装是橡胶材质,采购为省钱换了“同型号”聚氨酯,结果粉尘环境下静电积聚,吸附面粉结成硬块,皮带跳齿崩断——停产整整两天。损失够买十年好皮带了。
其实选型这事儿,材质匹配工况远比尺寸重要。比如👇
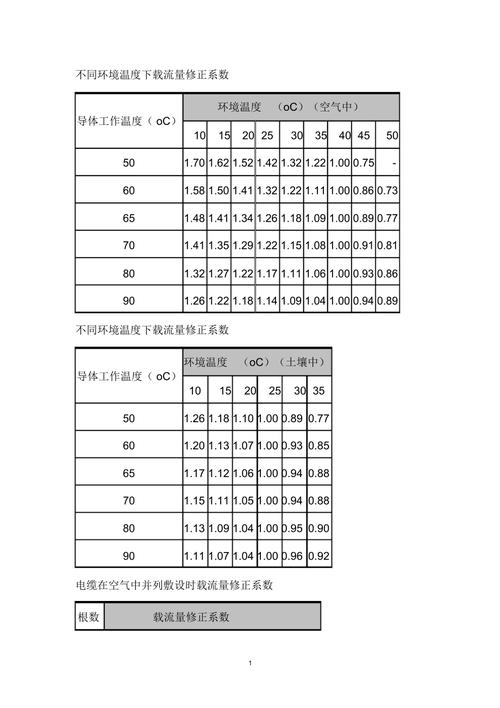
- 高温(>80°C)环境:三元乙丙橡胶(EPDM)比丁腈橡胶(NBR)耐温高30°C,寿命翻倍。✅
- 油污车间:别碰聚氨酯。它遇矿物油溶胀,必须用丁腈或特定氟橡胶。
- 食品级产线:必须FDA认证的白色PU带,但要注意清洁剂——次氯酸钠会让它脆化。❗
还有同步带选型里一个超级大坑——模数制与节距制搞混。欧系设备爱用T型齿(公制),美日系用HTD圆弧齿(英制),拿着T5的带子往HTD轮上硬套,张紧后带齿顶干涉,噪音像锯木头。💡建议用齿形规卡一下,别靠肉眼。
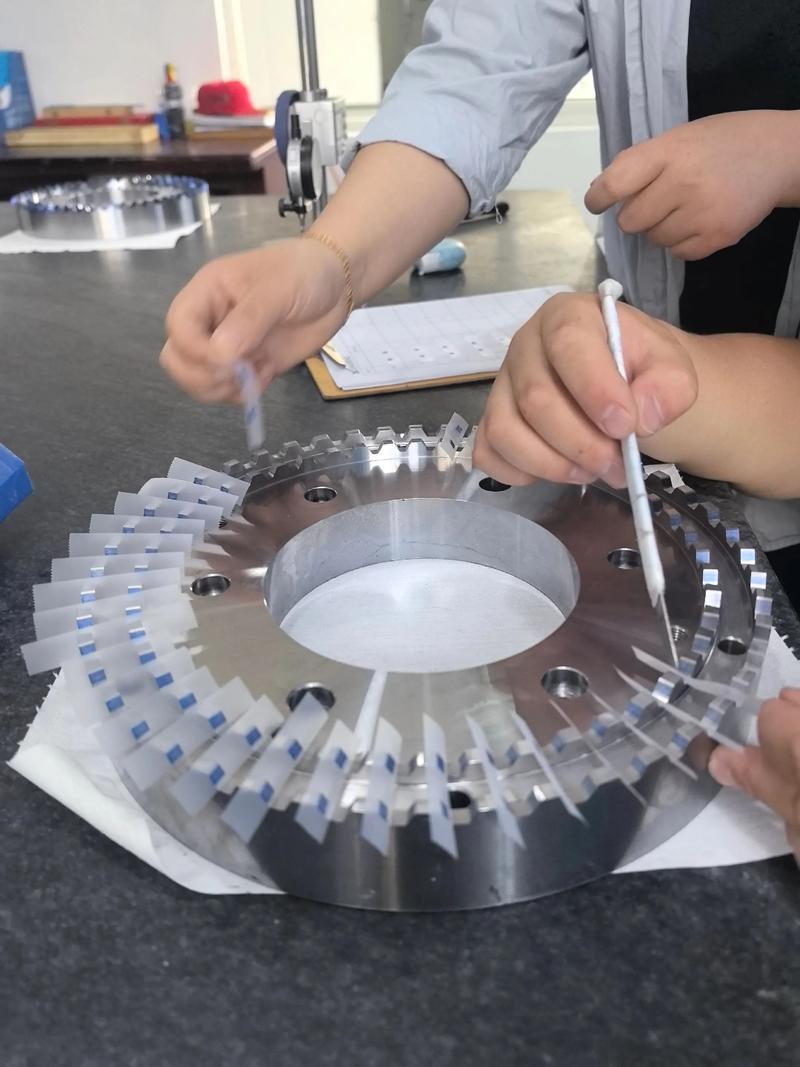 T型齿与HTD圆弧齿对比剖面图
T型齿与HTD圆弧齿对比剖面图
安装调试:拧紧就完了?大错特错
说实话,我见过太多产线——尤其是老设备改造时——安装师傅拿撬棍硬别,螺丝一锁就说好了。跑偏了?加个挡轮。跳齿?再紧两圈。这简直是在给皮带“上刑”。
有一回在华东一个纸箱厂,新换的窄V带组,空转正常,一加载就尖叫、冒烟。我和师傅蹲旁边听,看他拿张紧轮调了半天无效。我用手一摸带背——烫得能煎蛋。激光对中仪一打:主从带轮轴线偏差1.8°,标准是