增材制造:别再叫它“3D打印”了——这是金属零件的终极锻造术
头一次见到增材制造的零件实物时,我愣了下——那密密麻麻的支撑,像还没拆掉绷带的工件。
就这么个看起来粗糙的铁疙瘩,竟是航空发动机的核心部件。对,就是那个传说中的燃油喷嘴。传统工艺得把20个小零件焊在一起,现在呢,一体打印出来,减重25%,内部流道光滑得能反光。这事让我兴奋了好一阵,也懊恼:怎么当年我搞工艺设计那会儿,就没这技术?
 金属增材制造SLM设备铺粉过程
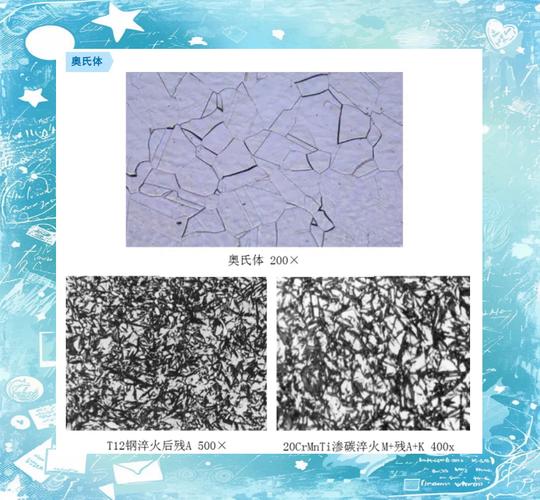
我见过某厂调试镍基高温合金参数,整整三个月,试了上百组参数,报废的测试块能装一麻袋。工程师满嘴骂骂咧咧:“这鬼工艺,跟算命似的!” 但一旦跑通,那微观晶粒组织,细密均匀,力学性能甚至碾压锻件。
定向能量沉积DED打印大型金属零件
有个做模具钢的朋友,老跟我吐槽:“早些年迷信DED,打出来一个模仁,内应力大得加工完就变形,废了。后来换SLM,好多了,就是成本翻倍。” 所以,别听厂商忽悠,得老老实实做工艺验证。❗
那些跑通了的应用,真香
别以为增材只活在实验室。航空航天的应用已经实实在在。GE的LEAP发动机,燃油喷嘴换成增材件,寿命更长,还省油。这是经典案例,但今年国内也有动作——某航天大厂,用增材打出全尺寸铝合金舱段,减重30%,刚度还上去了。✅
医疗更不用说了。钴铬合金的髋关节杯,带骨小梁结构,能让骨头长进去,传统铸造做不了这种多孔表面。还有齿科,烤瓷牙金属基底,一天打出几百个,个性化定制,边缘密合度比铸造高得多。
问:增材制造零件强度够吗?能用于承力件吗?
答:不仅够,某些方向甚至更优。比如镍基高温合金,打印后快速冷却,得到细晶组织,高温蠕变性能反而更好。但前提是工艺要稳,后处理得到位。热等静压(HIP)消除内部缺陷,固溶时效调性能,那一套下来,不比锻造简单。所以,关键看你怎么玩。💡
问:都说增材贵得离谱,贵在哪?
答:贵在粉末、设备和后处理。气雾化球形粉一公斤上千到几千,设备几百万一台,还得配热处理炉、HIP、线切割。但零件越复杂,省的材料和组装成本越多,算总账反而便宜。比如一个液压歧管,传统加工得从实心料掏半天,增材直接打出内部流道,材料利用率从20%提到90%+。这账,一算就明白。
坑不少,但前景摆在那
行业火归火,乱象也多。某些小厂,买了台二手设备,就敢接军工单。参数不懂,粉末乱用,打出的件致密度不够,还怪客户设计不行。我见过一个惨剧:某汽车零件,用增材试制,结果产品里面有未熔合缺陷,台架测试直接断裂,差点伤着人。
标准跟不上,也是个梗。ASTM、ISO增材标准一堆,但具体到材料-工艺-性能的对应关系,还远没成熟。设计指南更是稀缺,多数工程师还是用传统的减材思维,没发挥出增材自由设计的优势。
不过话说回来,趋势不可逆。这几年,无支撑打印、多激光拼幅、智能化监控,技术迭代快得吓人。我前段时间参观一个厂,4激光大尺寸设备,打印效率比两年前翻了一倍,而且熔池监控实时反馈,质量稳定性大增。
还有个动向:增材开始往批量生产走。以前是原型、小批,现在,一条产线几十台设备,7x24小时跑,喷嘴上万件地出。Siemens、Bosch这些传统巨头,都已建了增材工厂。
所以,别再叫它“3D打印”了。这不塑料玩具,是正经的制造技术。虽然坑多,但一旦踏进去,摸透脾气,那回报,足够让你夜里笑醒。
金属增材制造SLM设备铺粉过程
我见过某厂调试镍基高温合金参数,整整三个月,试了上百组参数,报废的测试块能装一麻袋。工程师满嘴骂骂咧咧:“这鬼工艺,跟算命似的!” 但一旦跑通,那微观晶粒组织,细密均匀,力学性能甚至碾压锻件。
定向能量沉积DED打印大型金属零件
有个做模具钢的朋友,老跟我吐槽:“早些年迷信DED,打出来一个模仁,内应力大得加工完就变形,废了。后来换SLM,好多了,就是成本翻倍。” 所以,别听厂商忽悠,得老老实实做工艺验证。❗
那些跑通了的应用,真香
别以为增材只活在实验室。航空航天的应用已经实实在在。GE的LEAP发动机,燃油喷嘴换成增材件,寿命更长,还省油。这是经典案例,但今年国内也有动作——某航天大厂,用增材打出全尺寸铝合金舱段,减重30%,刚度还上去了。✅
医疗更不用说了。钴铬合金的髋关节杯,带骨小梁结构,能让骨头长进去,传统铸造做不了这种多孔表面。还有齿科,烤瓷牙金属基底,一天打出几百个,个性化定制,边缘密合度比铸造高得多。
问:增材制造零件强度够吗?能用于承力件吗?
答:不仅够,某些方向甚至更优。比如镍基高温合金,打印后快速冷却,得到细晶组织,高温蠕变性能反而更好。但前提是工艺要稳,后处理得到位。热等静压(HIP)消除内部缺陷,固溶时效调性能,那一套下来,不比锻造简单。所以,关键看你怎么玩。💡
问:都说增材贵得离谱,贵在哪?
答:贵在粉末、设备和后处理。气雾化球形粉一公斤上千到几千,设备几百万一台,还得配热处理炉、HIP、线切割。但零件越复杂,省的材料和组装成本越多,算总账反而便宜。比如一个液压歧管,传统加工得从实心料掏半天,增材直接打出内部流道,材料利用率从20%提到90%+。这账,一算就明白。
坑不少,但前景摆在那
行业火归火,乱象也多。某些小厂,买了台二手设备,就敢接军工单。参数不懂,粉末乱用,打出的件致密度不够,还怪客户设计不行。我见过一个惨剧:某汽车零件,用增材试制,结果产品里面有未熔合缺陷,台架测试直接断裂,差点伤着人。
标准跟不上,也是个梗。ASTM、ISO增材标准一堆,但具体到材料-工艺-性能的对应关系,还远没成熟。设计指南更是稀缺,多数工程师还是用传统的减材思维,没发挥出增材自由设计的优势。
不过话说回来,趋势不可逆。这几年,无支撑打印、多激光拼幅、智能化监控,技术迭代快得吓人。我前段时间参观一个厂,4激光大尺寸设备,打印效率比两年前翻了一倍,而且熔池监控实时反馈,质量稳定性大增。
还有个动向:增材开始往批量生产走。以前是原型、小批,现在,一条产线几十台设备,7x24小时跑,喷嘴上万件地出。Siemens、Bosch这些传统巨头,都已建了增材工厂。
所以,别再叫它“3D打印”了。这不塑料玩具,是正经的制造技术。虽然坑多,但一旦踏进去,摸透脾气,那回报,足够让你夜里笑醒。
别把工业增材当玩具
提起增材制造,很多人脑子里蹦出来的还是桌面FDM,打印个塑料花瓶、手机壳之类。说实话,那种层纹明显的玩意儿,跟工业级完全不沾边。 工业增材,玩的是金属、陶瓷,是高温合金、钛铝,是激光选区熔化(SLM)、电子束熔化(EBM)、定向能量沉积(DED)。你以为是熔融堆积?不,是微观层面的冶金反应。 举个例子。SLM,铺一层几十微米的金属粉末,高功率激光扫过去,粉末瞬间熔凝。下一层,再铺粉,再扫。听起来简单?实则热应力大得离谱,参数没调好,零件直接翘曲开裂。更别提那惰性气氛,氩气里氧含量得压到ppm级——稍微高点,钛合金就脆得跟玻璃似的。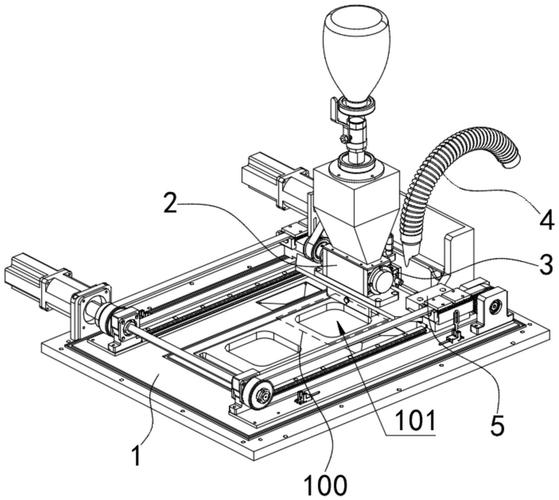 金属增材制造SLM设备铺粉过程
我见过某厂调试镍基高温合金参数,整整三个月,试了上百组参数,报废的测试块能装一麻袋。工程师满嘴骂骂咧咧:“这鬼工艺,跟算命似的!” 但一旦跑通,那微观晶粒组织,细密均匀,力学性能甚至碾压锻件。
金属增材制造SLM设备铺粉过程
我见过某厂调试镍基高温合金参数,整整三个月,试了上百组参数,报废的测试块能装一麻袋。工程师满嘴骂骂咧咧:“这鬼工艺,跟算命似的!” 但一旦跑通,那微观晶粒组织,细密均匀,力学性能甚至碾压锻件。
选SLM还是DED?这是个问题
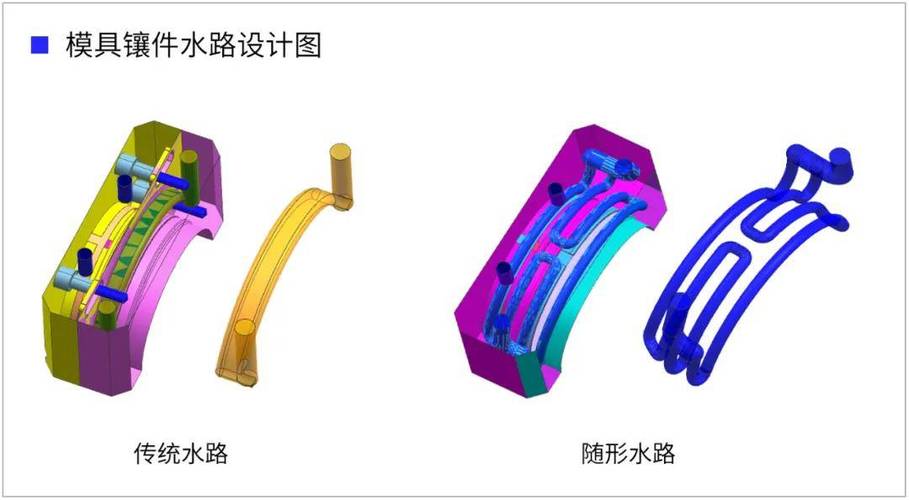
工艺路线怎么选?这得看你的活儿。 SLM精度高,适合中小型复杂件,比如燃油喷嘴、随形冷却模具。但它有尺寸限制,目前主流设备成型缸也就400mm见方,再大,刮刀铺粉的均匀性都难保证。 DED呢,用激光或等离子弧熔融同步送进的粉末或丝材,像焊接,一层层堆出零件。它尺寸能做得更大,几米长的火箭贮箱都敢打印。但表面糙,得二次加工。而且,DED的热输入大,变形控制更难。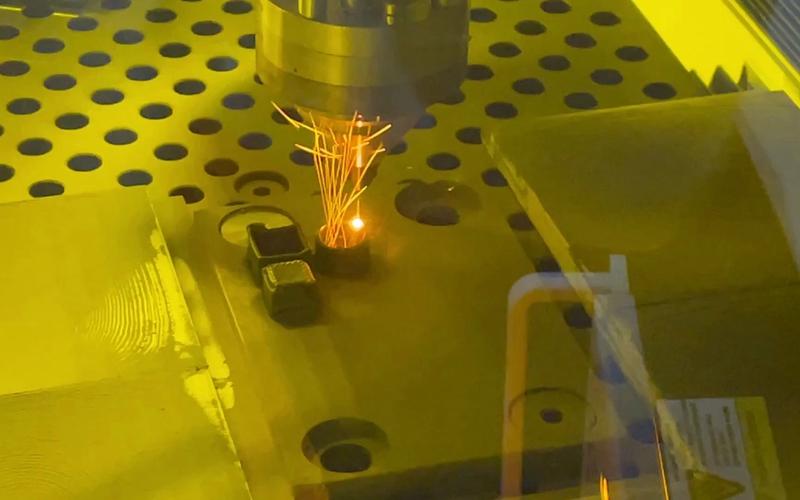 定向能量沉积DED打印大型金属零件
有个做模具钢的朋友,老跟我吐槽:“早些年迷信DED,打出来一个模仁,内应力大得加工完就变形,废了。后来换SLM,好多了,就是成本翻倍。” 所以,别听厂商忽悠,得老老实实做工艺验证。❗
定向能量沉积DED打印大型金属零件
有个做模具钢的朋友,老跟我吐槽:“早些年迷信DED,打出来一个模仁,内应力大得加工完就变形,废了。后来换SLM,好多了,就是成本翻倍。” 所以,别听厂商忽悠,得老老实实做工艺验证。❗
那些跑通了的应用,真香
 那些跑通了的应用,真香
别以为增材只活在实验室。航空航天的应用已经实实在在。GE的LEAP发动机,燃油喷嘴换成增材件,寿命更长,还省油。这是经典案例,但今年国内也有动作——某航天大厂,用增材打出全尺寸铝合金舱段,减重30%,刚度还上去了。✅
医疗更不用说了。钴铬合金的髋关节杯,带骨小梁结构,能让骨头长进去,传统铸造做不了这种多孔表面。还有齿科,烤瓷牙金属基底,一天打出几百个,个性化定制,边缘密合度比铸造高得多。
问:增材制造零件强度够吗?能用于承力件吗?
答:不仅够,某些方向甚至更优。比如镍基高温合金,打印后快速冷却,得到细晶组织,高温蠕变性能反而更好。但前提是工艺要稳,后处理得到位。热等静压(HIP)消除内部缺陷,固溶时效调性能,那一套下来,不比锻造简单。所以,关键看你怎么玩。💡
问:都说增材贵得离谱,贵在哪?
答:贵在粉末、设备和后处理。气雾化球形粉一公斤上千到几千,设备几百万一台,还得配热处理炉、HIP、线切割。但零件越复杂,省的材料和组装成本越多,算总账反而便宜。比如一个液压歧管,传统加工得从实心料掏半天,增材直接打出内部流道,材料利用率从20%提到90%+。这账,一算就明白。
那些跑通了的应用,真香
别以为增材只活在实验室。航空航天的应用已经实实在在。GE的LEAP发动机,燃油喷嘴换成增材件,寿命更长,还省油。这是经典案例,但今年国内也有动作——某航天大厂,用增材打出全尺寸铝合金舱段,减重30%,刚度还上去了。✅
医疗更不用说了。钴铬合金的髋关节杯,带骨小梁结构,能让骨头长进去,传统铸造做不了这种多孔表面。还有齿科,烤瓷牙金属基底,一天打出几百个,个性化定制,边缘密合度比铸造高得多。
问:增材制造零件强度够吗?能用于承力件吗?
答:不仅够,某些方向甚至更优。比如镍基高温合金,打印后快速冷却,得到细晶组织,高温蠕变性能反而更好。但前提是工艺要稳,后处理得到位。热等静压(HIP)消除内部缺陷,固溶时效调性能,那一套下来,不比锻造简单。所以,关键看你怎么玩。💡
问:都说增材贵得离谱,贵在哪?
答:贵在粉末、设备和后处理。气雾化球形粉一公斤上千到几千,设备几百万一台,还得配热处理炉、HIP、线切割。但零件越复杂,省的材料和组装成本越多,算总账反而便宜。比如一个液压歧管,传统加工得从实心料掏半天,增材直接打出内部流道,材料利用率从20%提到90%+。这账,一算就明白。
坑不少,但前景摆在那
 坑不少,但前景摆在那
行业火归火,乱象也多。某些小厂,买了台二手设备,就敢接军工单。参数不懂,粉末乱用,打出的件致密度不够,还怪客户设计不行。我见过一个惨剧:某汽车零件,用增材试制,结果产品里面有未熔合缺陷,台架测试直接断裂,差点伤着人。
标准跟不上,也是个梗。ASTM、ISO增材标准一堆,但具体到材料-工艺-性能的对应关系,还远没成熟。设计指南更是稀缺,多数工程师还是用传统的减材思维,没发挥出增材自由设计的优势。
不过话说回来,趋势不可逆。这几年,无支撑打印、多激光拼幅、智能化监控,技术迭代快得吓人。我前段时间参观一个厂,4激光大尺寸设备,打印效率比两年前翻了一倍,而且熔池监控实时反馈,质量稳定性大增。
还有个动向:增材开始往批量生产走。以前是原型、小批,现在,一条产线几十台设备,7x24小时跑,喷嘴上万件地出。Siemens、Bosch这些传统巨头,都已建了增材工厂。
所以,别再叫它“3D打印”了。这不塑料玩具,是正经的制造技术。虽然坑多,但一旦踏进去,摸透脾气,那回报,足够让你夜里笑醒。
坑不少,但前景摆在那
行业火归火,乱象也多。某些小厂,买了台二手设备,就敢接军工单。参数不懂,粉末乱用,打出的件致密度不够,还怪客户设计不行。我见过一个惨剧:某汽车零件,用增材试制,结果产品里面有未熔合缺陷,台架测试直接断裂,差点伤着人。
标准跟不上,也是个梗。ASTM、ISO增材标准一堆,但具体到材料-工艺-性能的对应关系,还远没成熟。设计指南更是稀缺,多数工程师还是用传统的减材思维,没发挥出增材自由设计的优势。
不过话说回来,趋势不可逆。这几年,无支撑打印、多激光拼幅、智能化监控,技术迭代快得吓人。我前段时间参观一个厂,4激光大尺寸设备,打印效率比两年前翻了一倍,而且熔池监控实时反馈,质量稳定性大增。
还有个动向:增材开始往批量生产走。以前是原型、小批,现在,一条产线几十台设备,7x24小时跑,喷嘴上万件地出。Siemens、Bosch这些传统巨头,都已建了增材工厂。
所以,别再叫它“3D打印”了。这不塑料玩具,是正经的制造技术。虽然坑多,但一旦踏进去,摸透脾气,那回报,足够让你夜里笑醒。