新材料突围:碳纤维复合材料凭什么让制造业“又爱又恨”?
上个月去一家给风电叶片做配套的厂子,车间主任老李攥着半截报废的碳纤维预浸料,跟我叹气:“这玩意儿,强是真强,但娇贵起来要人命。”他身后是一台刚停机的自动铺丝设备,德国货,几千万砸下去,就因为湿度控制差了那么2%,整卷料废了。我当时就想,这大概就是新材料的魔力——它逼着你升级,又让你肉疼。
不只是一个“轻”字:碳纤维凭什么席卷工业界
碳纤维复合材料,说白了就是细如发丝的碳纤维丝束,编织成布,再用树脂粘起来。密度不到钢的1/4,强度却是好几倍。这种性能简直反直觉。我至今记得第一次拿起一根碳纤维管,下意识觉得它应该沉甸甸的,结果手腕一抬差点把管子甩出去。
航空航天使劲用它,没什么悬念。波音787的机身一半多是复合材料,空中客车A350更狠,超过53%。省下的燃油,一年能买好几辆保时捷。在汽车圈,宝马i3算是量产先驱,全碳纤维乘客舱,让电动车续航没那么焦虑。现在国内新能源车企也跟上了,比如蔚来的某些车型,碳纤维后地板、电池壳,重量砍掉一半。对了,还有运动装备、机器人手臂、医疗器械——碳纤维简直无处不在。
但有意思的是,特斯拉Cybertruck偏偏选了超硬不锈钢,又重又难加工。马斯克大概觉得,炫酷比减重重要?谁知道。
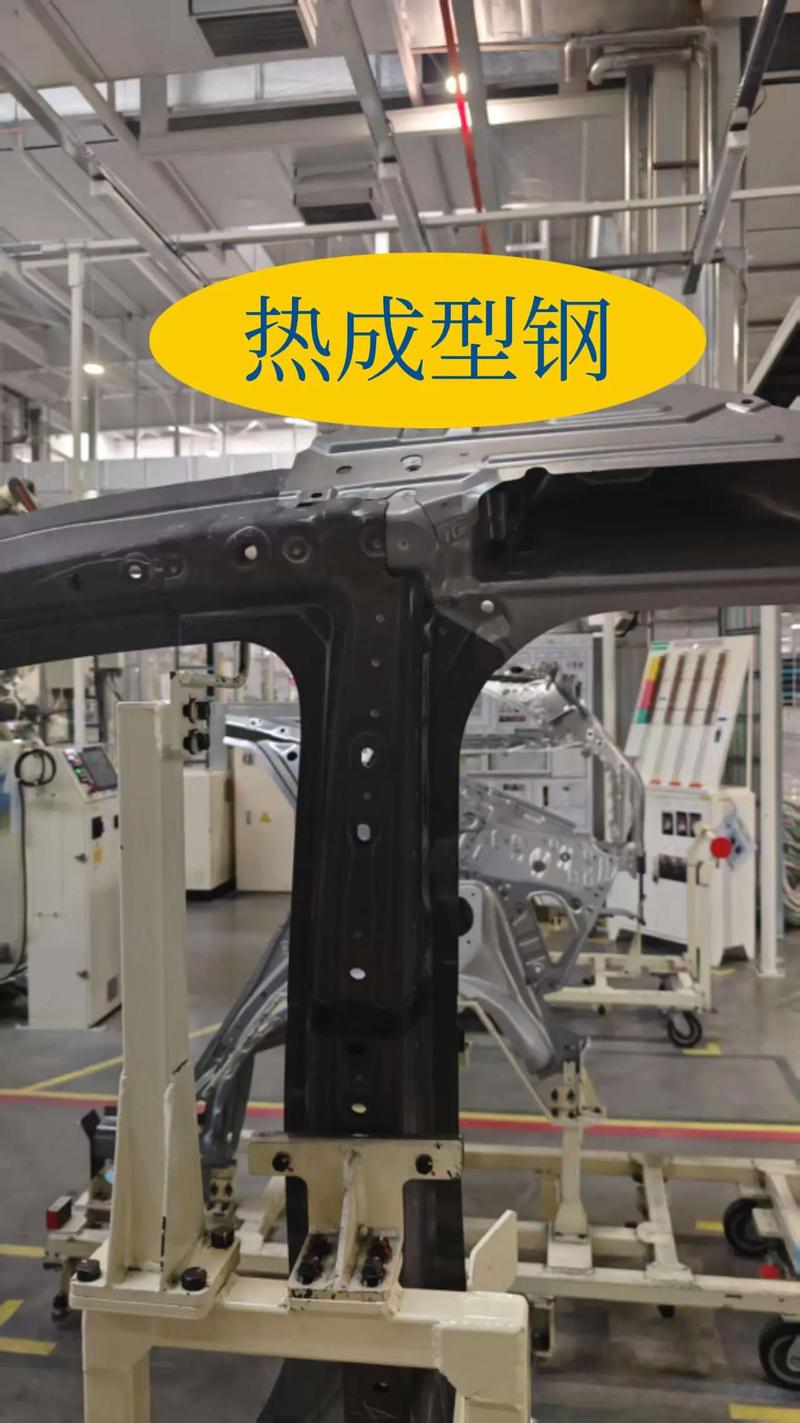
 碳纤维汽车覆盖件自动铺丝生产线现场
碳纤维汽车覆盖件自动铺丝生产线现场
贵、慢、难回收——这坑有多深?
 贵、慢、难回收——这坑有多深?
贵、慢、难回收——这坑有多深?
碳纤维的原材料,聚丙烯腈原丝,烧到碳化,工艺链条长到让人绝望。从原丝到成品,每一步都在烧钱。加上铺层设计、固化,都需要大量人工或昂贵设备。一个稍微复杂的碳纤维零件,成本可能是铝合金的十倍。老李抱怨的那一幕,就是日常。
而且生产周期呢?热压罐固化,动辄几个小时,不像金属冲压,咔咔一秒一个。回收更是大难题,热固性树脂不能重新熔融,现在主流方法就是高温裂解,纤维性能损失严重,回收料只能降级使用。欧洲倒是出了些法规,逼着企业负责任,可执行起来……呵呵。
问:碳纤维复合材料到底贵在哪里?什么时候才能降本?
答:贵在原丝和工艺。PAN原丝本身成本就高,碳化环节能耗巨大。再加上铺层大多是半自动,效率低。好消息是,现在出现了大丝束碳纤维(比如48k以上),成本只有小丝束的一半,虽然性能稍降,但用在工业件上足够。另外,HP-RTM(高压树脂传递模塑)这种工艺,几分钟就能出一个零件,已经用在宝马的顶盖加强件上。我估计,三五年内,汽车结构件级别的碳纤维,还能再降30%的成本——前提是需求量持续爆发。✅
问:中小制造企业如何切入碳纤维赛道?需要全盘改造吗?
答:不一定非要烧炉子做原丝啊!其实可以从下游制品做起,比如买来预浸料,搞模压或者缠绕。投资个几十万,小规模做点工业辊筒、无人机框架,完全可行。还想更轻资产?那就做设计服务,帮客户优化铺层方向,这活很多大厂也愿意外包。关键是要懂材料,别瞎搞,碳纤维的方向性太强,铺错了角度,强度直接打三折。❗
最新的玩法:3D打印和数字孪生,不再是花架子
我去年在法兰克福Formnext展上,见到能打印连续碳纤维的桌面机,直接惊了——喷头一边吐丝,一边激光加热原位固化,出来的零件居然能当功能件用。虽然速度慢得让人想睡觉,但这意味着碳纤维部件可以做成拓扑优化的奇异形状,不用模具,单件成本大大降低。Markforged跟Desktop Metal这两家,已经在卖此类设备,国内也有远大、华曙高科跟进。
另一个趋势是数字孪生。碳纤维的铺层设计跟金属件完全两码事,各向异性让仿真复杂得要命。现在有软件可以模拟出每一层的应力,甚至结合AI预测缺陷。宁德时代就在用这种技术搞电池包下壳体,减少了30%的试验次数。说实话,看着那些彩色的应力云图,真有点上帝视角的爽感。
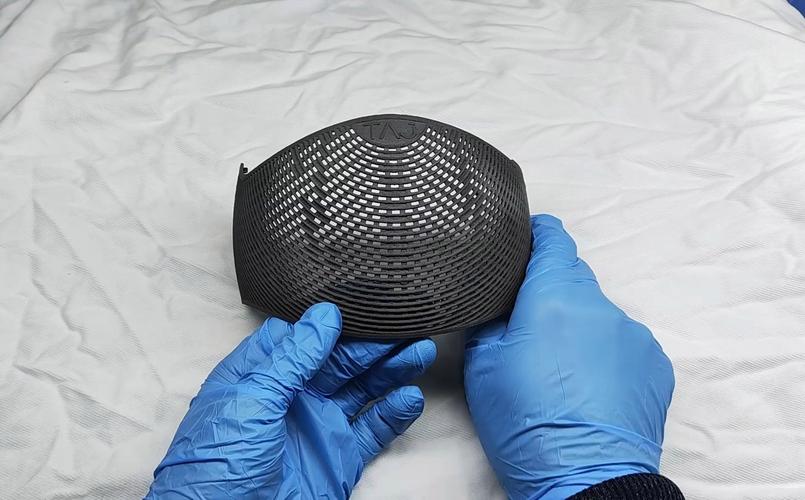
 碳纤维3D打印无人机框架局部特写
碳纤维3D打印无人机框架局部特写
还有个事儿值得注意,风电叶片这块,碳纤维拉挤板已经成了香饽饽。叶片越做越长,全玻璃钢太重,主梁用碳纤维能轻不少。但是……拉挤板的生产废品率还是居高不下,国产线跟德国线比,稳定性差了一截。我上个月看到一家江苏企业的数据,废品率8%,老板急得头发都白了。这大概就是产业升级的阵痛。
💡最后说点丧气的。新材料的推广,最大的敌人往往是规范。很多设计师习惯了金属,让他用碳纤维,他连安全系数都不敢定。标准滞后,人才短缺,供应链不透明,这些问题,十年了没太大改变。不过,人类总是想偷懒又想造更牛的东西,所以我还是押宝碳纤维。你呢,敢不敢在你的产品上试试?哪怕先做个样件。