碳纤维复合材料:航空航天制造的“黑色黄金”与工业落地的真实挑战
上周在车间,我亲眼看见一片预浸料裁错了角度——仅仅偏了3度,整块料就报废了。旁边的小伙子咂咂嘴说:“这玩意儿,比伺候女朋友还费钱。” 我差点笑出声,但心里明白,他说的一点没错。
碳纤维复合材料,这名字你大概听过无数遍。轻,强,耐腐蚀。可它到底娇贵到什么程度? 我见过一公斤T800级碳纤维预浸料的价格,抵得上一台不错的国产手机。 问题是——你真的需要它吗?
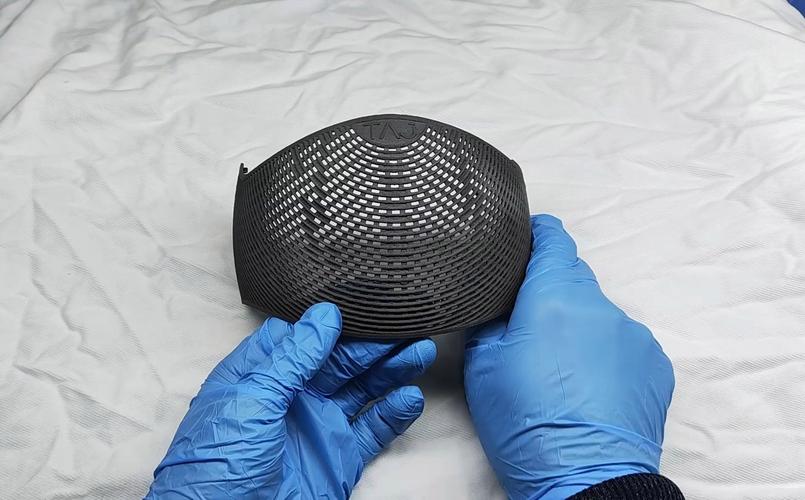
 航空碳纤维预浸料裁切车间实拍
航空碳纤维预浸料裁切车间实拍
碳纤维复合材料凭什么这么贵?
说白了,贵在“前驱体”。 目前全球90%以上的碳纤维来自聚丙烯腈(PAN)原丝,而高品质PAN原丝的生产线,投资动辄数十亿。 然后呢,还要经过预氧化、碳化、石墨化,每一道都是高温高能耗,碳化工序的温度要到1000-1800℃,有的甚至冲到3000℃——电费?光是电费就占成本的20%以上。 更别提碳化炉里的惰性气体保护,一丝氧气进去整批料全完蛋。
我算过账:从原丝到一公斤T800,整个过程消耗的能量相当于一辆经济型轿车跑1000公里。 这还不算后续的织造成型。 所以每次有人跟我说“用碳纤维做个水杯呗”,我都苦笑着回一句:那你得先准备好一个月工资。
不过话说回来,贵,不代表没道理。 航空领域那帮人精得很,他们算的是全寿命周期的账。 一架波音787,复合材料用量超过50%,直接减重20%以上——燃油呢?每年省下的钱够再买一架新飞机?没这么夸张,但长期确实划算。关键还在维护:金属会疲劳、会腐蚀,复合材料怕吗?也怕,但怕的不是同一种东西。
航空航天为什么非它不可?
减重是明面上的理由。 更深层的是——设计自由度。 金属件你要挖一个复杂的流道,五轴机床铣半天,刀具磨损、变形、应力集中,处处是坑。 复合材料呢? 一体成型。 直接把纤维按受力方向铺上去,弯、扭、变厚度,随心所欲。 我曾见过一个发动机风扇叶片,里面用了3D编织预成型体,纤维束沿着叶根向叶尖呈空间网状分布,把离心力和气动弯矩化解得漂漂亮亮。 这东西要拿钛合金做?对不起,要么太重,要么干脆做不出来。
还有一个容易被忽略的点:阻尼特性。 碳纤维复合材料的振动衰减能力比铝合金强好几倍。 这意味着什么? 噪音低,结构共振风险小。 坐过787的人可能会有感觉——客舱安静得不像话,你以为全靠隔音棉? 错了,复合材料机身框架的功劳至少占一半。
但,一码归一码。 我特别烦那些张口闭口“新材料革命”的吹捧,好像有了碳纤维,金属就该进博物馆。 下面这组问答,可能更贴近现实。
问:碳纤维复合材料真的比金属轻那么多吗?网上说强度是钢的5倍,重量只有四分之一。
答:那是在理想状态下,比较的是拉伸强度沿着纤维方向。 可实际零件是各向异性的,你拿一块随机铺层的碳纤维板去和钢板比剪切? 大概率输得很难看。 而且钢是各向同性,设计起来省心;复合材料呢,你得精确计算每一层的铺层角度,错了就是灾难。 轻是真的轻,但“轻”到能直接替换金属? 想得美。 几乎每一处结构都得重新设计。 所以改装一辆碳纤维自行车架容易,改造一架飞机的整个机翼——系统工程浩大。
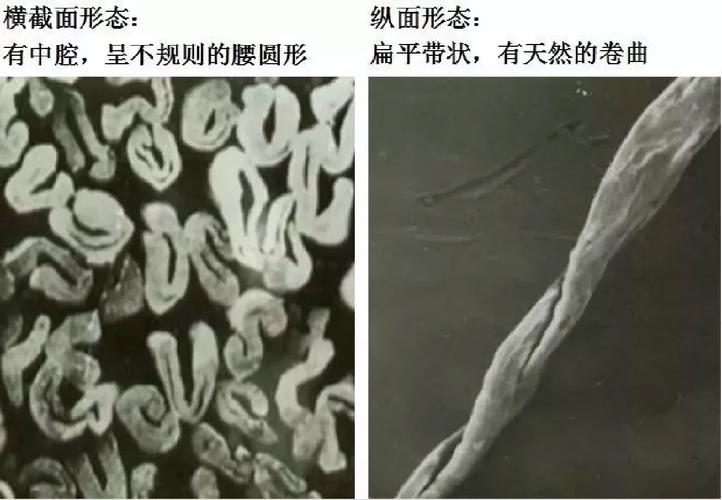
问:复合材料的修复是不是特别困难?万一飞机蒙皮被冰雹砸了怎么办?
答:问到痛处了。 金属裂了,可以打磨掉裂纹、补焊、加止裂孔。 复合材料呢? 分层、基体开裂、纤维断裂,损伤往往肉眼不可见,必须上超声C扫或剪切散斑检测。 修复起来更头疼:打磨掉损坏区域,按每一层的原角度重新铺贴,再加热加压固化。 野外抢修? 几乎不可能。 所以现在航空公司备了很多复合材料补丁,像贴创可贴一样临时处理,但适航要求严格,最终还得回大修厂用热补仪。 这也是为什么复合材料应用一直集中在高价值、计划维护完善的领域——航空、赛车、高端体育器材。
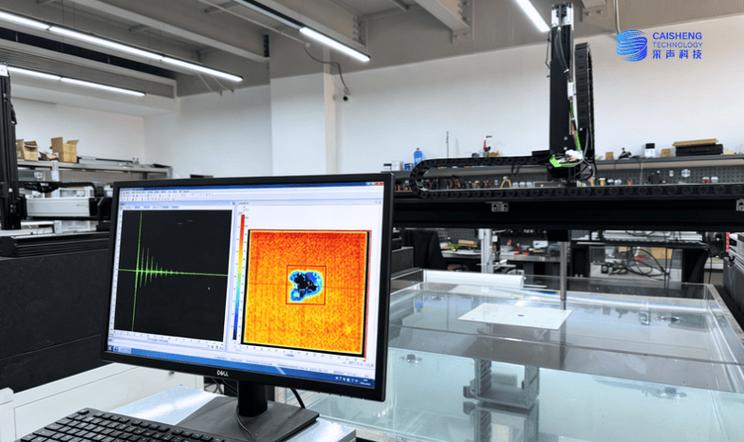 飞机碳纤维蒙皮超声C扫检测图
飞机碳纤维蒙皮超声C扫检测图
从实验室到工厂:工业落地的那些坑
我参与过几个工业项目,想把高端复合材料引入主流制造,结果——说多了都是泪。 其中一个做汽车轮辋,试验件性能完美,一到量产就出幺蛾子:工艺窗口太窄。 树脂的粘度对温度敏感得要命,车间空调稍微不给力,灌注时间波动30%,气泡、干斑全来了。 后来不得不花大价钱加装恒温恒湿的封闭式铺层间,成本一下子蹿上去,项目差点被砍。
还有一次,用热压罐成型一个异形件,压力0.6MPa,温度180℃保持两小时。 理论上曲线完美,结果脱模后发现内部有微裂纹。 查了三个星期,原因居然是模具材料的热膨胀系数和复合材料不匹配——冷却时收缩不一致,残余应力活生生把基体撕开。 你猜最后怎么办? 认栽,重新做模具,改用殷钢。
这些教训让我明白一个道理:复合材料工业化的瓶颈,从来不是材料本身,而是工艺控制与成本之间的平衡。 预浸料-热压罐路线质量最好,但能耗和周期让人咋舌;液体成型(如RTM)效率高,但对纤维浸润和模具密封要求苛刻;热塑性复合材料能焊接、可回收,可加热到400℃以上成型……设备的钱烧不起啊。
更扎心的是人才。 培养一个能独立设计铺层、分析破坏模式、懂工艺又懂结构的工程师,没有五到八年实战根本下不来。 高校里教的还是经典层合板理论,一到异形曲面、大变形、冲击损伤,理论就抓瞎。 现在稍微好点,有限元软件越来越强,但参数输入全得靠经验积累。
突然想起一个细节——有次我参加复材展,看到一家德国公司的“站间快速固化预浸料”,室温储存期能有6个月,150℃下5分钟就固化。 当时我眼睛都亮了,觉得大批量汽车应用有救了。 结果一问价格,比普通预浸料贵两倍……只能叹口气,拿了两盒样品悻悻离开。
但转折也有。 最近两年,国内搞风电叶片,拉挤碳梁技术用得风生水起,成本硬生生砍下去不少。 还有汽车领域,一些非关键结构件开始用片状模塑料(SMC),虽然性能比不上航空级,但胜在产量大、节拍短。 所以你看,不是复合材料不行,是得找到适合它当前身段的舞台。
最后啰嗦一句:别听供应商的“材料替代”忽悠,也别被天价吓退。 复合材料的核心竞争力在于“为性能而设计”,不是在现有图纸上把金属替换掉。 你得从设计源头就拥抱它的各向异性,容忍工艺的短板,再谈降本。 否则,你只会得到一件昂贵又不可靠的试验品。
哦对了,那个裁错预浸料的小伙子,后来被罚做了二十次铺层练习。 他现在闭着眼睛都能摸出0°/±45°/90°的序列。 不知道这算不算另一种“人肉工艺控制”。 😅