工业检测的实战派思考:从传统到智能,无损检测真的靠谱吗?
上个月,厂里那根高压蒸汽管道的焊缝差点儿酿成大祸。
要不是老张多留了个心眼,在常规超声检测后又做了一次TOFD……后果不堪设想。说实话,这事儿让我后背发凉。我们在检测上省的那点时间,根本不够填事故的坑!
 无损检测,老手艺的新挑战
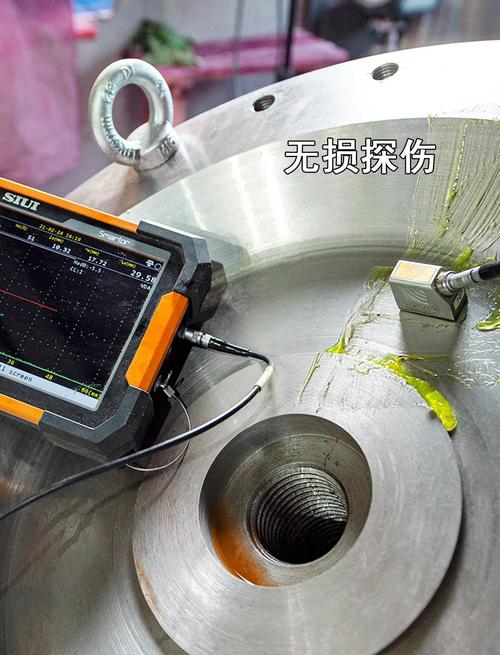
工业管道焊缝传统超声波检测现场操作
干了二十年检测,我越来越觉得,无损检测这行当,拼的不仅是技术,更是人的状态。磁粉、渗透、涡流、射线、超声——这些老方法,原理半个世纪没大变,但现场情况永远在变。比如那次核电站的换热器管束涡流检测,规格书明明写着Inconel 690,实际却发现局部磁导率异常,信号飘得像心电图,差点误判为均匀腐蚀。❗ 这就是现场,书上的理想波形从来只存在于实验室。
无损检测,老手艺的新挑战
工业管道焊缝传统超声波检测现场操作
干了二十年检测,我越来越觉得,无损检测这行当,拼的不仅是技术,更是人的状态。磁粉、渗透、涡流、射线、超声——这些老方法,原理半个世纪没大变,但现场情况永远在变。比如那次核电站的换热器管束涡流检测,规格书明明写着Inconel 690,实际却发现局部磁导率异常,信号飘得像心电图,差点误判为均匀腐蚀。❗ 这就是现场,书上的理想波形从来只存在于实验室。
现在,工业4.0的浪头打过来,自动化在线检测被吹上了天。机器视觉看外观,电磁超声测厚度,过程参数监控振动……可设备再聪明,也得有人读懂它的脾气。我见过一套进口的相控阵系统,因为操作员忘设扫查偏移量,把30mm的板子测成28mm,整套工艺参数都跟着降级。
智能NDT:不再只是“看波形”的活儿
工业相控阵超声检测仪器屏幕实时成像
说到智能检测,我第一次用数字射线(DR)代替胶片时,简直像发现新大陆。曝光时间从分钟级缩到秒级,还能拉伸灰度看细节。不过惊喜很快就变成了头疼——数据量太大!一个2米环焊缝,DR图像就有上百兆,靠人眼扫过去累个半死。💡 后来集成AI辅助判读,系统自动圈出可疑区域,效率翻了倍。但也闹过乌龙:把焊缝余高的影像当作未熔合,害我们白挖了一个点。
所以技术再先进,检测的底层逻辑没变:信号采集、特征提取、决策判定。只是现在信号源更多了——激光超声、红外热波、交流磁场……有些方法连规范都还没跟上。比如我们试用的电磁超声(EMAT),非接触测厚简直是涂层管道神器,但高温下声速补偿算法全靠自己摸索,供应商的通用曲线根本不准。这就是工业现实,对吧?
问:无损检测方法这么多,到底怎么选?有没有一个简单的决策逻辑?
答:说实话,新手最容易被设备销售带偏。我的经验就三条:一看材料与缺陷类型——表面裂纹首选磁粉或渗透,内部体积型缺陷用射线,面积型缺陷则超声波更灵敏;二看结构可达性——管子内壁只能靠内窥镜或涡流,复杂几何就上相控阵;三是表面状态——粗糙铸造件慎用耦合剂超声,可以试试激光超声。但最终,一定要做工艺验证!拿带人工缺陷的试块跑一遍,比任何理论都靠谱。
工业无损检测人员培训现场实际扫查操作
过去十年,我们实验室的设备投入翻了五倍,但真正能用好这些高端货的,还是那几张老面孔。年轻的检测员来了又走,培训完三级证就跳槽。有个小伙儿,相控阵操作证书拿得漂亮,可第一次现场做管道环焊缝检测,耦合剂涂得坑坑洼洼,底面回波都找不着——现场和培训班的亚克力试块完全两回事!
这也是为什么我强烈建议,在推在线检测系统时,千万别省掉人工抽检环节。自动化设备能7x24小时产出检测报表,但一旦传感器漂移或算法阈值偏移,大批量误判的风险比漏检还可怕。比如我们给汽车零部件做涡流分选,每班次必须插入10件标准伤样验证,否则不敢关灯睡觉。
问:在线检测和离线检测在资源配置上怎么取舍?尤其对于中小型制造企业?
答:我看到太多小厂被“全自动在线检测”的概念忽悠,买回来当摆设。如果你是批量生产、节拍固定、缺陷类型单一(比如冲压件的裂纹),那集成视觉检测或涡流探头到流水线,确实能省人力。但若是多品种小批量,或者需要定量评估(如焊缝质量等级),离线的手动或半自动检测更灵活。我的建议:用离线手段建立基准,找出主要失效模式;再针对高风险工序,逐步引入在线预警功能。别一上来就想ALL IN,检测过剩也是一种浪费!
这个行业正在剧烈分化。一边是冷冰冰的机器替代喊了十年,另一边,老师傅的手感和经验反倒成了稀缺品。但至少目前,我还没见过哪套AI能完全取代人做出“放行”或“返修”的最终判断。也许再过五年,但眼下,检测的可靠性仍系于人的责任心——以及他昨晚是不是睡了个好觉。
要不是老张多留了个心眼,在常规超声检测后又做了一次TOFD……后果不堪设想。说实话,这事儿让我后背发凉。我们在检测上省的那点时间,根本不够填事故的坑!
无损检测,老手艺的新挑战
 无损检测,老手艺的新挑战
无损检测,老手艺的新挑战
 工业管道焊缝传统超声波检测现场操作
干了二十年检测,我越来越觉得,无损检测这行当,拼的不仅是技术,更是人的状态。磁粉、渗透、涡流、射线、超声——这些老方法,原理半个世纪没大变,但现场情况永远在变。比如那次核电站的换热器管束涡流检测,规格书明明写着Inconel 690,实际却发现局部磁导率异常,信号飘得像心电图,差点误判为均匀腐蚀。❗ 这就是现场,书上的理想波形从来只存在于实验室。
工业管道焊缝传统超声波检测现场操作
干了二十年检测,我越来越觉得,无损检测这行当,拼的不仅是技术,更是人的状态。磁粉、渗透、涡流、射线、超声——这些老方法,原理半个世纪没大变,但现场情况永远在变。比如那次核电站的换热器管束涡流检测,规格书明明写着Inconel 690,实际却发现局部磁导率异常,信号飘得像心电图,差点误判为均匀腐蚀。❗ 这就是现场,书上的理想波形从来只存在于实验室。现在,工业4.0的浪头打过来,自动化在线检测被吹上了天。机器视觉看外观,电磁超声测厚度,过程参数监控振动……可设备再聪明,也得有人读懂它的脾气。我见过一套进口的相控阵系统,因为操作员忘设扫查偏移量,把30mm的板子测成28mm,整套工艺参数都跟着降级。
智能NDT:不再只是“看波形”的活儿
 智能NDT:不再只是“看波形”的活儿
智能NDT:不再只是“看波形”的活儿
 工业相控阵超声检测仪器屏幕实时成像
说到智能检测,我第一次用数字射线(DR)代替胶片时,简直像发现新大陆。曝光时间从分钟级缩到秒级,还能拉伸灰度看细节。不过惊喜很快就变成了头疼——数据量太大!一个2米环焊缝,DR图像就有上百兆,靠人眼扫过去累个半死。💡 后来集成AI辅助判读,系统自动圈出可疑区域,效率翻了倍。但也闹过乌龙:把焊缝余高的影像当作未熔合,害我们白挖了一个点。
工业相控阵超声检测仪器屏幕实时成像
说到智能检测,我第一次用数字射线(DR)代替胶片时,简直像发现新大陆。曝光时间从分钟级缩到秒级,还能拉伸灰度看细节。不过惊喜很快就变成了头疼——数据量太大!一个2米环焊缝,DR图像就有上百兆,靠人眼扫过去累个半死。💡 后来集成AI辅助判读,系统自动圈出可疑区域,效率翻了倍。但也闹过乌龙:把焊缝余高的影像当作未熔合,害我们白挖了一个点。所以技术再先进,检测的底层逻辑没变:信号采集、特征提取、决策判定。只是现在信号源更多了——激光超声、红外热波、交流磁场……有些方法连规范都还没跟上。比如我们试用的电磁超声(EMAT),非接触测厚简直是涂层管道神器,但高温下声速补偿算法全靠自己摸索,供应商的通用曲线根本不准。这就是工业现实,对吧?
问:无损检测方法这么多,到底怎么选?有没有一个简单的决策逻辑?
答:说实话,新手最容易被设备销售带偏。我的经验就三条:一看材料与缺陷类型——表面裂纹首选磁粉或渗透,内部体积型缺陷用射线,面积型缺陷则超声波更灵敏;二看结构可达性——管子内壁只能靠内窥镜或涡流,复杂几何就上相控阵;三是表面状态——粗糙铸造件慎用耦合剂超声,可以试试激光超声。但最终,一定要做工艺验证!拿带人工缺陷的试块跑一遍,比任何理论都靠谱。
实战痛点:买得起设备,配不好人
 工业无损检测人员培训现场实际扫查操作
过去十年,我们实验室的设备投入翻了五倍,但真正能用好这些高端货的,还是那几张老面孔。年轻的检测员来了又走,培训完三级证就跳槽。有个小伙儿,相控阵操作证书拿得漂亮,可第一次现场做管道环焊缝检测,耦合剂涂得坑坑洼洼,底面回波都找不着——现场和培训班的亚克力试块完全两回事!
工业无损检测人员培训现场实际扫查操作
过去十年,我们实验室的设备投入翻了五倍,但真正能用好这些高端货的,还是那几张老面孔。年轻的检测员来了又走,培训完三级证就跳槽。有个小伙儿,相控阵操作证书拿得漂亮,可第一次现场做管道环焊缝检测,耦合剂涂得坑坑洼洼,底面回波都找不着——现场和培训班的亚克力试块完全两回事!这也是为什么我强烈建议,在推在线检测系统时,千万别省掉人工抽检环节。自动化设备能7x24小时产出检测报表,但一旦传感器漂移或算法阈值偏移,大批量误判的风险比漏检还可怕。比如我们给汽车零部件做涡流分选,每班次必须插入10件标准伤样验证,否则不敢关灯睡觉。
问:在线检测和离线检测在资源配置上怎么取舍?尤其对于中小型制造企业?
答:我看到太多小厂被“全自动在线检测”的概念忽悠,买回来当摆设。如果你是批量生产、节拍固定、缺陷类型单一(比如冲压件的裂纹),那集成视觉检测或涡流探头到流水线,确实能省人力。但若是多品种小批量,或者需要定量评估(如焊缝质量等级),离线的手动或半自动检测更灵活。我的建议:用离线手段建立基准,找出主要失效模式;再针对高风险工序,逐步引入在线预警功能。别一上来就想ALL IN,检测过剩也是一种浪费!
这个行业正在剧烈分化。一边是冷冰冰的机器替代喊了十年,另一边,老师傅的手感和经验反倒成了稀缺品。但至少目前,我还没见过哪套AI能完全取代人做出“放行”或“返修”的最终判断。也许再过五年,但眼下,检测的可靠性仍系于人的责任心——以及他昨晚是不是睡了个好觉。