被误读的质量控制:我们真的理解了检验与预防吗?
去年在宁波一家精密加工厂,客户来审核,指着满墙的检验报告问我:你们质量控制做得很好吧?我苦笑着没接话。那些报告,说实话,有一半都是在出事之后补的。车间里的老师傅叼着烟,眯着眼说:小张啊,质量这东西,谁也说不准。
说不准。这三个字让我记到现在。
检验的幻觉
很多工厂——包括我待过的——把质量控制等同于最终检验。零件车完了,三坐标打一圈,合格就发,不合格返工。看起来天经地义。但你想过没有?等到检验发现的时候,废品已经出来了,工时、刀具、能耗全搭进去了。💡 这就是所谓的“死后验尸”。
有一回做航空件,工艺稳定性奇差。质检部加了五个人倒班全检,还是不断漏到客户那里。总经理拍桌子:再招人!我实在忍不住了,在会上吼了一句:这不是人手不够的问题!是过程失控!结果……你猜怎么着?
他回了句:过程我不懂,我只看结果。
 车间最终检验台堆积的待检零件
车间最终检验台堆积的待检零件
这种思维根深蒂固。检验只能把关,造不出质量。✅ 真正的质量控制,从设计就开始了。设计没考虑可制造性,公差标得离谱,供应商一换材料就崩,你靠检验来堵?堵得住吗。
问:那为什么企业还是迷信检验?
答:因为看得见摸得着啊。检验报告往桌上一放,客户一看,全合格,踏实。但过程能力呢?CPK只有0.8也敢说稳定。说白了,就是不愿意面对真实的过程波动。另外,预防需要动脑子,检验只需要动手,动脑子多累。
SPC不是画图游戏
说到过程控制,统计过程控制(SPC)被吹得神乎其神。可你到车间走一圈,控制图上红点子一大堆,操作工照样干。问起来,一脸无辜:贴是贴了,但不知道怎么调机。❗ 培训不到位,SPC就是一张废纸。
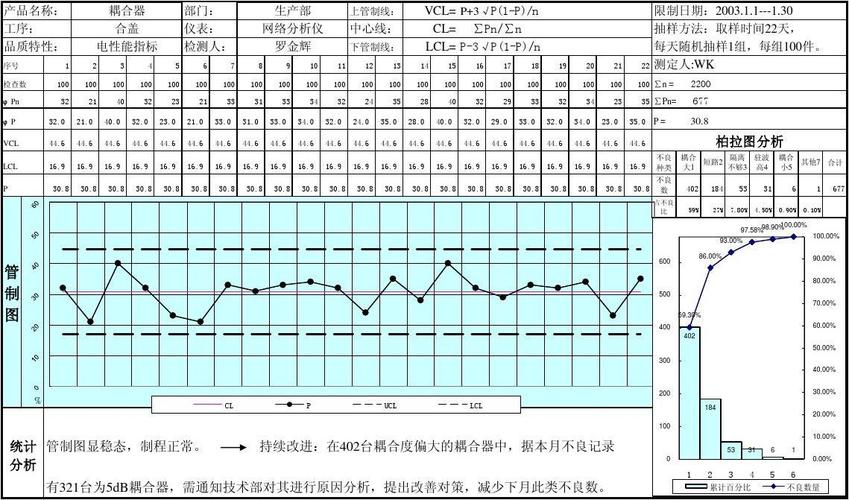 机械加工现场悬挂的SPC控制图
机械加工现场悬挂的SPC控制图
真正的SPC是什么?是实时预警。刀具磨损、温度漂移、材料批次差异,全在数据里。关键不是画图,是触发调整。我去年辅导一个活塞生产线,五台加工中心,每天因为尺寸超差报废上百件。上了在线测量加实时SPC,废品率直接从3%压到0.2%。厂长说原来质量是抠出来的,我纠正他:质量是控出来的,一字之差。
不过话说回来,系统再好,抵不过人的惰性。有次夜班,操作工嫌报警烦,直接把气动检测头拆了……结果第二天早班发现一批孔大了两丝。防不胜防。
防错,还是防人?
所以才有了防错法(Poka-yoke)。与其靠人,不如靠装置。装反了根本装不进去,漏工序了自动停机。这才是工业文明该有的样子。可很多老板觉得防错投入大,划不来——他们没算质量成本。
质量成本分四块:预防成本、鉴定成本、内部失败成本、外部失败成本。大部分工厂只盯着鉴定成本,觉得多了几个检验员就是重视质量了。惨痛的教训是,外部失败成本——退货、索赔、品牌损失——能在一个月内吃掉你半年的利润。
问:小企业怎么起步做质量预防?
答:先别信什么六西格玛黑带,那玩意儿培训费几十万。从最基础的FMEA(潜在失效模式及影响分析)开始。找几个老法师,坐下来,把可能出错的环节列一列,严重度、发生频度、探测难度打个分,排序,然后对高风险的想办法防错。花不了几个钱,但效果立竿见影。
那些说不出口的真相
做质量控制越久,越发现技术问题只占一小半,更多的坑在管理上。比如采购为了降本,频繁换材料牌号;生产为了赶交付,压缩热处理时间;销售为了拿单,答应不可能的交期——最后所有的压力都压在质量部头上。质量总监成了全公司最憋屈的职位,没有之一。
我曾经遇到一个供应链总监,笑眯眯地说:质量嘛,差不多就行了,客户哪能全检。我想起那批被召回的新能源车电池,就是因为一个极片毛刺没控住……差不多?就差那一点,企业差点死掉。
 新能源汽车电池模组全自动外观检测设备
新能源汽车电池模组全自动外观检测设备
现在行业里流行数字化质量管理,MES加上AI视觉,听着挺唬人。但系统再聪明,如果人不去看趋势,不去分析根本原因,只是换了种方式画红线,那和贴图纸没啥区别。❗ 工具代替不了思考。
最后讲个事。前两天我参观一家隐形冠军企业,做液压阀块的。车间里没有终检区域。我很奇怪,问他们怎么保证质量。车间主任指指产线:每个工位自己检,数据自动上传,不稳定马上停线。整个制造过程,质量是内生出来的,不是外挂出来的。那一刻,我突然觉得,我们离真正的质量控制,还远着呢。
也许,质量永远不是一个人的事,也不是一个部门的事。它是流淌在每一个动作里的基因。信吗?我信了,但路太长了。