三坐标测量:工业精度的最后一道防线,还是最大的瓶颈?
去年年底,在苏州一家精密模具厂,我亲眼见着一台德国产的三坐标测量机(CMM)把整整一个下午的生产批次判了死刑。十几套电极,全废。操作员老周对着报告上的红叉苦笑:'这玩意儿准是准,可它不跟你讲情面啊。' 说实话,那一幕让我琢磨了很久——测量,到底是在守护质量,还是在制造焦虑?
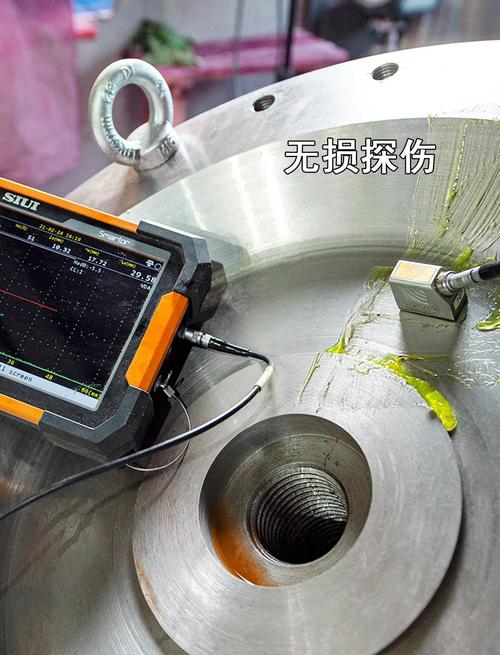
 三坐标测量机检测精密模具现场实拍
三坐标测量机检测精密模具现场实拍
搞制造的人都知道,测量是工业的神经末梢。没有它,咱们就是蒙着眼睛做零件。可这些年,我越来越觉得,很多工厂对三坐标测量的态度,就像对医院里的CT机——又爱又怕。爱它替你揪出隐患,怕它一纸报告直接砍掉利润。老周后来偷偷告诉我,其实那批电极里有一半勉强能用,只是超了设计图上那该死的0.002毫米。'客户要求的是0.005,可我们自己图纸标了0.002',他猛嘬了一口烟,'谁写的公差?根本没跟咱商量过。'
公差标注:一场设计室与车间的暗战
这事儿戳中了一个行业顽疾。测量从来不是孤立的,它把所有前端的草率都放大了。研发工程师坐在办公室里,CAD软件里随手标个℞0.002,觉得数字越漂亮越显得自己专业。可他没想过,车间里的温度波动两度,这个精度就飘了。三坐标测量机不会撒谎,它只能把那份'理想主义'原原本本地输出成偏差数据。然后,生产就停了,评审会就开了。❗说白了,测量结果往往是沟通失败的替罪羊。
我跑过不少机加工车间,发现一个规律:凡是一线班组长参与过图纸评审的,测量争议就少。凡是设计部门闭门造车、把公差当绣花似的标,后续测量准出幺蛾子。去年在无锡,一家做航空零部件的公司干脆把三坐标测量室搬到了设计中心隔壁,设计师可以随时跑去看首件检测。结果呢?三个月内图纸变更率降了40%。这招真该推广,可惜大部分厂子还是把测量室藏在角落,像怕人发现一样。
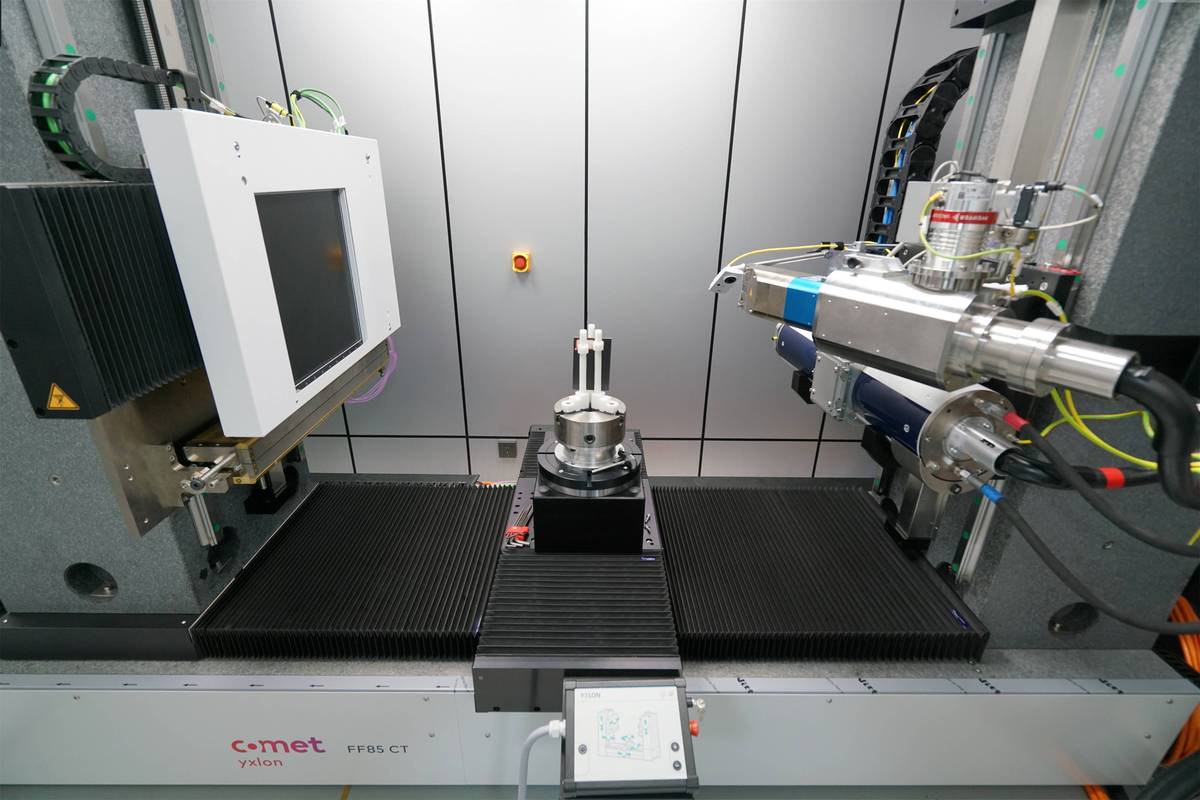 工业CT测量扫描涡轮叶片内部结构
工业CT测量扫描涡轮叶片内部结构
当测量遇见工业CT:从表面到五脏六腑
三坐标当然不是万能的。遇到复杂内腔、随形冷却流道,传统的触发式测头根本伸不进去。这时候,工业CT就登场了。我记得第一次看到CT扫描出来的点云图——那种感觉,就像给零件做了一场解剖。内部的气孔、裂纹、残余粉末,全都在屏幕上幽幽地闪着红色警示。是的,测量技术正在从几何直读走向断层扫描。
💡有个案例我印象极深。一家做液压阀体的企业,长期被密封面泄漏困扰。三坐标测出的平面度、粗糙度全合格,可就是漏。后来借了大学的工业CT一扫,才发现阀体内部有一道头发丝细的贯通性缩孔,恰恰避开了所有常规测点。老板看完图,半天憋出一句:'这些年,我们到底在检什么?' 这件事让整个公司搞懂了:测量手段决定了你能看到什么样的缺陷。你手里只有卡尺时,零件就只是个尺寸载体;当你有了CT,它才呈现出完整的存在。
但话又说回来,工业CT贵啊。中小厂根本养不起。于是又出现了一个很有意思的现象——'测量外包'。长三角、珠三角现在冒出一批第三方高精度测量中心,按小时收费,几百到上千块不等。我认识的几个创业者,就是靠几台二手蔡司或海克斯康起家的。他们把设备利用率拉满,客户排着队送样品上门。
问:什么时候该用三坐标,什么时候该上工业CT?
答:这问题我以前也被问倒过。简单粗暴点说:看得见的特征用三坐标,看不见的用CT。但更关键的是,你得先搞清楚你到底在怕什么。是怕装配干涉?还是怕内部缺陷导致疲劳断裂?目的不一样,手段就得换。比如注塑齿轮,你要控制齿形精度,三坐标绰绰有余;但如果是金属3D打印的植入物,里面有粉末残留,必须上CT。当然,还有一种情况——研发阶段,哪怕表面尺寸,用CT快速扫描整个形体,比三坐标一个点一个点打快得多。就看你要效率还是要极致精度。
在线测量:把三坐标从实验室扔进生产线
传统观念里,三坐标测量机就该待在恒温间,裹着厚窗帘,生怕阳光干扰。可现在的趋势是把它推到产线边上,甚至直接嵌进自动化单元。我去年参观一家德资汽车零部件工厂,看到机械手抓取刚铣完的差速器壳体,直接放到旁边的在线CMM上,几分钟出结果,数据实时回馈到加工中心做补偿。整个流程没有人工干预,连报告都是自动生成PDF发到工程师手机。那一刻,我真觉得测量不再是'事后判官',而是过程调节器。
当然,在线测量对环境和设备的要求近乎变态。车间里的油雾、振动、温度梯度,随便哪个都够三坐标喝一壶。所以现在诞生了专门针对产线设计的'粗糙版'测量机,气浮导轨变直线导轨,光栅尺加防护罩,软件算法里还加了温度补偿模型。精度确实比不过计量室里的宝贝,但对付生产过程的波动,足够了。毕竟没人指望在生产线上做计量仲裁。
问:在线测量能取代抽检吗?
答:不能,也不该。我在不少文章里强调过,在线测量的角色是'哨兵',不是'法官'。它负责及时预警,发现刀具磨损、夹具松动导致的趋势性偏移。而真正签字放行的,还得由计量室里的高精度设备按标准抽检来完成。有些工厂为了追求'全自动化',把在线CMM的结果直接当出货依据,结果在客户端栽了跟头——产线环境的测量不确定度,很容易吃掉你预留的安全裕度。所以,聪明的做法是在线和离线打配合:在线全检趋势,离线严格抽检关键项。
 机器人搭载激光扫描仪在线测量白车身
机器人搭载激光扫描仪在线测量白车身
这还没提激光扫描和视觉测量。去年开始,协作机器人带着激光轮廓仪扫焊缝,已经不算新鲜事了。某新能源车企的电池托盘产线,就是用这种方式在节拍内完成全部尺寸检查。传统方法?得派三个质检员拿着卡尺和塞尺,累死累活还漏检。可新方法也有新麻烦——数据量大得惊人。一个托盘的点云文件动不动就好几个G,存下来服务器压力大,删了又怕追溯。于是,边缘计算又成了救命稻草:直接在产线端完成特征提取,只传特征值和偏差,不传原始点云。测量,终究还是绕不开数据处理。
我们真的相信数字吗?
 我们真的相信数字吗?
我们真的相信数字吗?
写了这么多技术路线,我想兜回一个更根本的问题:测量给我们的那些数字,到底有多少是可信的?我见过太多数据造假的案例——不是改报告那种低级手法,而是更隐蔽的。比如,选用不合适的滤波算法,把表面粗糙度平滑掉,让平面度好看几个微米;或者故意在零件温度高的时候测量,利用热膨胀吃公差。这些'技术性操作',有时甚至是品质经理默许的。为什么?因为老板定了不切实际的内控指标,车间只能千方百计'达成'。
这让我想起一位老计量员的话:'一把尺子量到底从来不是技术问题,是人心问题。' 测量系统中最大的误差源,往往不是机器,而是那个操作机器的人——他的压力、他的倾向、他被迫屈从的KPI。❗要真正发挥测量的价值,工厂必须营造一种'不惩罚报忧者'的氛围,否则,再昂贵的设备也只是精致的摆设。
测量技术的进步快得让人眩晕。从千分尺到激光跟踪仪,从卡钳到三维扫描,我们从没像今天这样能清晰地看见每一个微米的偏差。可看见之后呢?是去理解偏差背后的工艺原因,还是粗暴地筛选合格与不合格?老周的那批电极后来返工了一部分,设计部终于把公差改成了0.005。他请我吃酸菜鱼的时候说:'数字没错,错的是我们怎么用它。' 这话,我记到现在。
所以,测量从来不是冷冰冰的技术活。它是设计、制造、品质三方博弈的战场,也是工业文明自我纠错的镜子。下一次你站在测量机前,看着探针优雅地划过零件表面,不妨问问自己:我,在测量什么?