激光加工破局:切割效率上去了,为什么利润反而被吃掉?
说实话,最近走访的几个钣金加工厂老板,一提到激光切割就摇头——不是不好用,是算不过账。机器轰轰转,订单哗哗来,月底一算净利润,懵了。利润去哪了?
就在上周,我在苏州一家中型钣金厂,看到新上的12kW光纤激光切割机在切20mm碳钢,速度飞快,断面却跟狗啃似的。操作师傅说:“慢了嫌效率低,快了又被质检骂。”——这种撕裂,几乎每天都在车间上演。
 切割速度的诱惑与陷阱
提速的诱惑,谁也挡不住。销售演示时,切割头划过钢板,像热刀切黄油,你心潮澎湃——但这往往是在最理想参数下。实际工况呢?板材不平整、喷嘴磨损、气压波动,都会让那层漂亮的切割面变成“熔渣艺术展”。
切割速度的诱惑与陷阱
提速的诱惑,谁也挡不住。销售演示时,切割头划过钢板,像热刀切黄油,你心潮澎湃——但这往往是在最理想参数下。实际工况呢?板材不平整、喷嘴磨损、气压波动,都会让那层漂亮的切割面变成“熔渣艺术展”。
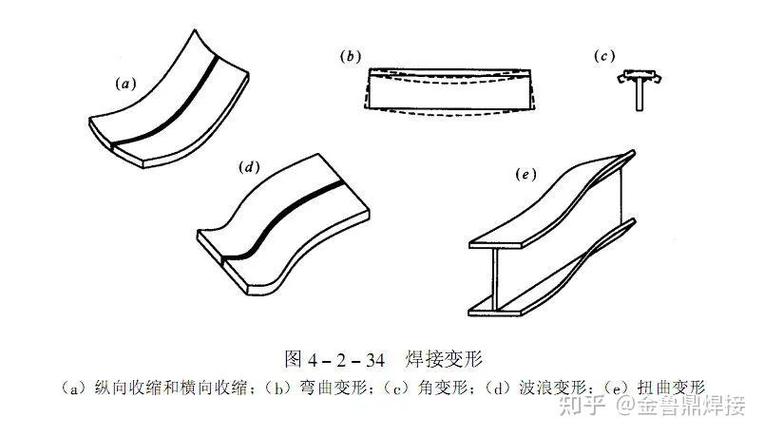
激光切割厚板毛刺断面细节
我见过最极端的案例:一家企业为赶工期,把切割速度硬生生提高30%,结果后道打磨工序整整多了两倍人手。算下来,每小时省下的切割时间,全赔进人工打磨里了。更别提耗气量——速度一提,辅助气体消耗曲线陡升,氮气哗哗往外喷,心在滴血。
焦点位置是个被人低估的因子。很多老师傅凭经验调,但速度一变,焦点必须微调。你稍微上点负离焦,切缝宽了,断面反而光洁;可若一味求快,往往用零焦或正焦,结果底部挂渣严重。这中间的门道,真不是简单调个参数就能搞定的。
问:什么时候该用氮气,什么时候该换氧气?
答:这得看最终用途。要是焊装前序,氧化层会惹麻烦,老老实实上氮气;若是结构件,后续还要喷砂涂装,那点氧化层毫不起眼。见过一家厂,切5mm碳钢,坚持用氮气,结果发现旁边的竞品用氧气切,断面稍微处理下,完全满足客户要求。气得直拍大腿。
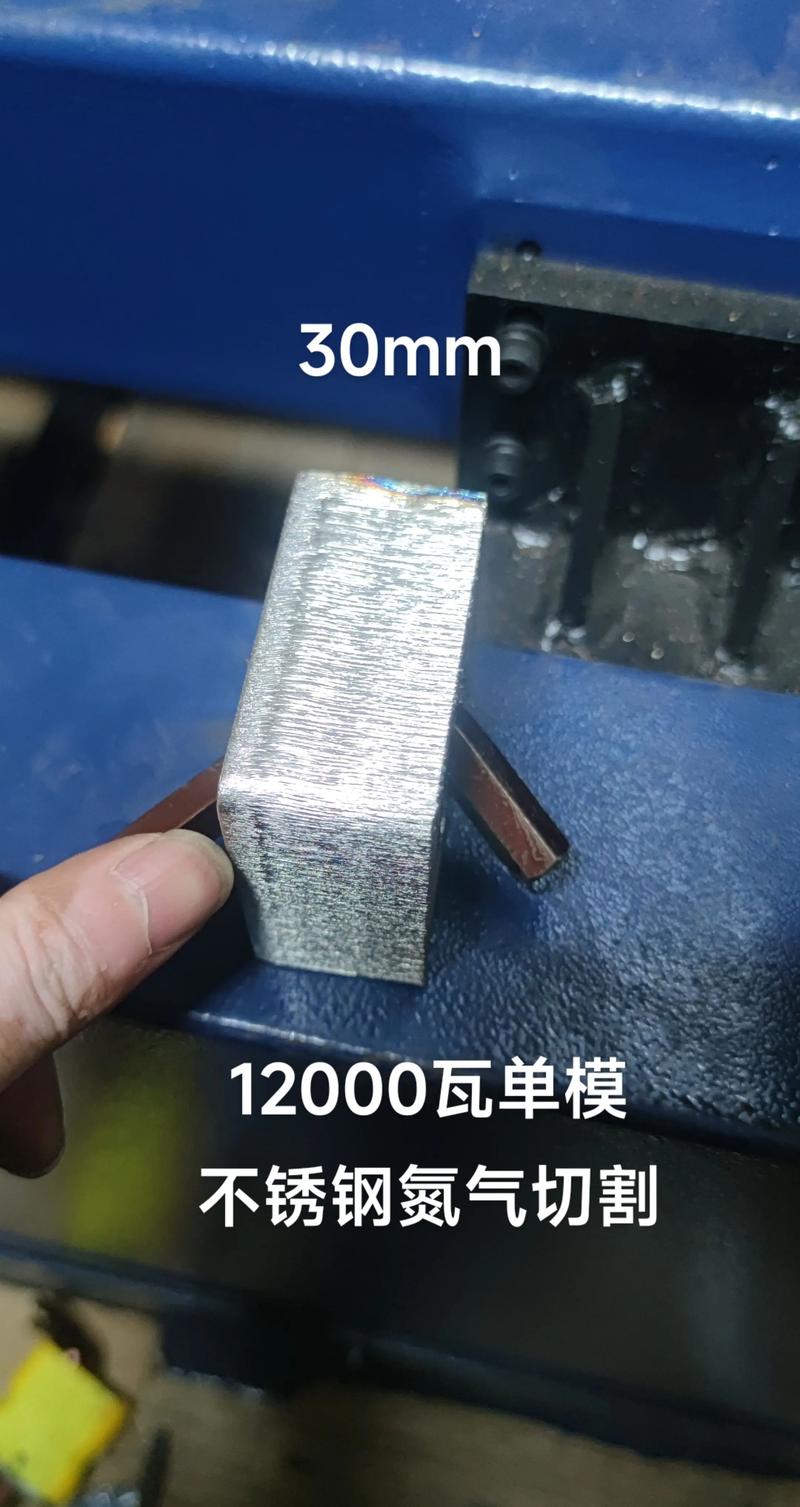
激光切割氮气辅助不锈钢断面光亮效果
说实话,气体选择不是纯粹技术题,是道经济题。别让完美主义绑架了你的钱包。
更头疼的是,激光器厂商的维保合同像紧箍咒。不买,坏了维修天价;买了,每年又是固定开销。我认识一个设备经理,为了节省维护费,自己买清洁工具保养光学镜片,结果一次误操作,保护镜片炸了,连带着把准直镜也搞坏了——省了小钱,赔了大钱。
问:高功率激光切割机(比如12kW乃至20kW)真的值得上吗?
答:看订单结构。如果70%以上是8mm以下薄板,6kW足够,高了纯属浪费,因为薄板切割速度早已触顶——再快,你的上下料系统也跟不上。厚板需求多,12kW确实能切30mm甚至更厚,但运营成本指数级上升,电费、气体、镜片损耗,算算每小时综合成本,未必比传统等离子或水刀划算。好多厂跟风上高功率,结果厚板订单吃不饱,机器大部分时间在切薄板,大材小用,折旧背得喘不过气。
切割断面质量不只是审美问题——粗糙度影响疲劳强度,尤其是工程机械、船舶等行业,客户开始要求检测切割边微观裂纹。这时候,一味追速度的后果就暴露了:热影响区变宽,微裂纹丛生,后期可能引发质量索赔。你省了切割时间,却可能搭上更大代价。
说实话,激光加工行业现在有点“军备竞赛”的味道。你上12kW,我就上20kW,参数越来越夸张,可多少人静下心来算了全生命周期成本?我建议用综合成本模型:考虑购置费、电费、气体、易损件、人工、后道处理、折旧年限,甚至厂房租金(大功率机器往往需要更大占地和地基)。这样才能判断,引入新技术到底是提效还是挖坑。
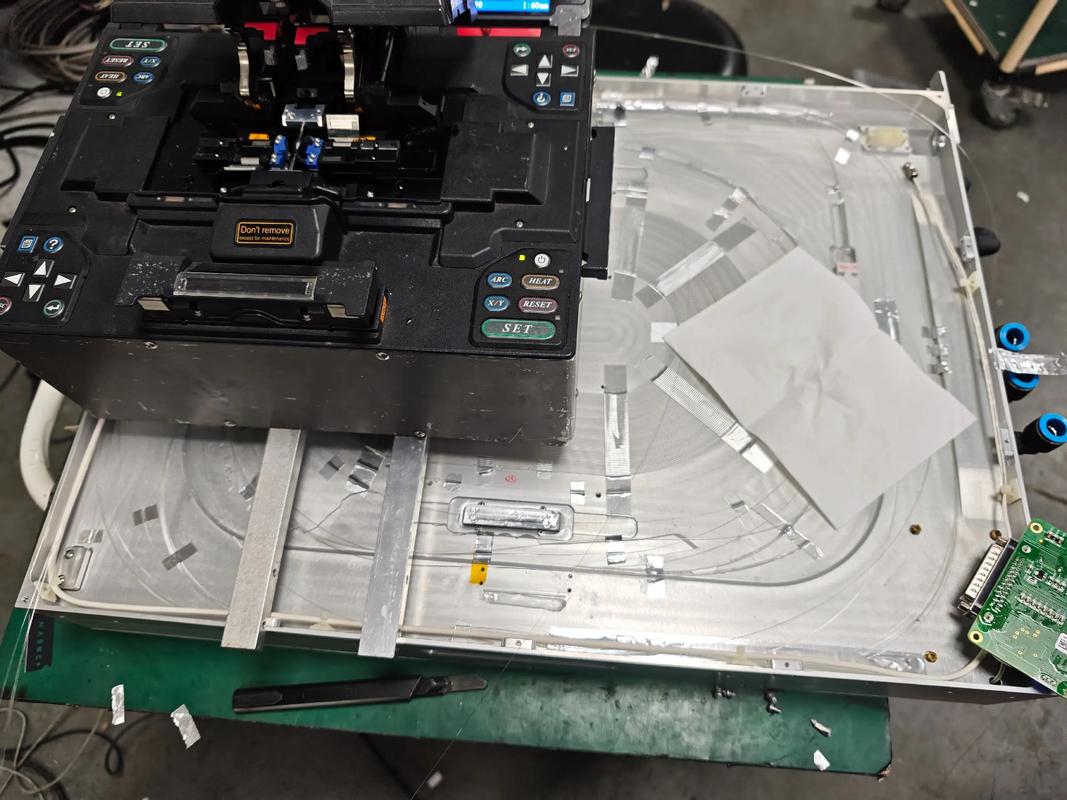
光纤激光器内部光学模块维护保养
最近看到一些务实的企业,反向而行,给老设备做智能化改造——加装自动调焦、随动监测、排渣系统,用很少的投资,把6kW的切割质量和效率榨出新高度。这种思路反而更健康。毕竟,激光加工的核心不是功率大小,而是工艺匹配度。
技术狂飙时,保持冷静最难得。别让厂里那束激光,照亮的不是利润,而是虚荣。
就在上周,我在苏州一家中型钣金厂,看到新上的12kW光纤激光切割机在切20mm碳钢,速度飞快,断面却跟狗啃似的。操作师傅说:“慢了嫌效率低,快了又被质检骂。”——这种撕裂,几乎每天都在车间上演。
切割速度的诱惑与陷阱
 切割速度的诱惑与陷阱
提速的诱惑,谁也挡不住。销售演示时,切割头划过钢板,像热刀切黄油,你心潮澎湃——但这往往是在最理想参数下。实际工况呢?板材不平整、喷嘴磨损、气压波动,都会让那层漂亮的切割面变成“熔渣艺术展”。
切割速度的诱惑与陷阱
提速的诱惑,谁也挡不住。销售演示时,切割头划过钢板,像热刀切黄油,你心潮澎湃——但这往往是在最理想参数下。实际工况呢?板材不平整、喷嘴磨损、气压波动,都会让那层漂亮的切割面变成“熔渣艺术展”。 激光切割厚板毛刺断面细节
我见过最极端的案例:一家企业为赶工期,把切割速度硬生生提高30%,结果后道打磨工序整整多了两倍人手。算下来,每小时省下的切割时间,全赔进人工打磨里了。更别提耗气量——速度一提,辅助气体消耗曲线陡升,氮气哗哗往外喷,心在滴血。
激光切割厚板毛刺断面细节
我见过最极端的案例:一家企业为赶工期,把切割速度硬生生提高30%,结果后道打磨工序整整多了两倍人手。算下来,每小时省下的切割时间,全赔进人工打磨里了。更别提耗气量——速度一提,辅助气体消耗曲线陡升,氮气哗哗往外喷,心在滴血。焦点位置是个被人低估的因子。很多老师傅凭经验调,但速度一变,焦点必须微调。你稍微上点负离焦,切缝宽了,断面反而光洁;可若一味求快,往往用零焦或正焦,结果底部挂渣严重。这中间的门道,真不是简单调个参数就能搞定的。
氮气辅助:甜蜜的账单
氮气切割不锈钢,断面光亮细腻,省去二次加工——多美好!可你知道一瓶高纯液氮的价格已经涨了多少吗?最近两年,气体成本成了吞噬利润的黑洞。有些厂悄悄换回氧气切割碳钢,虽然断面有氧化层,但折算下来,每米成本骤降40%。问:什么时候该用氮气,什么时候该换氧气?
答:这得看最终用途。要是焊装前序,氧化层会惹麻烦,老老实实上氮气;若是结构件,后续还要喷砂涂装,那点氧化层毫不起眼。见过一家厂,切5mm碳钢,坚持用氮气,结果发现旁边的竞品用氧气切,断面稍微处理下,完全满足客户要求。气得直拍大腿。
 激光切割氮气辅助不锈钢断面光亮效果
激光切割氮气辅助不锈钢断面光亮效果
说实话,气体选择不是纯粹技术题,是道经济题。别让完美主义绑架了你的钱包。
光纤激光器的隐忧与维护黑洞
光纤激光器几乎统治了中薄板市场,但模块衰退这件事,很多老板没心理准备。两三年后,功率衰减10%~15%,你又不敢轻易换模块——一个泵浦源大几万,换几个就顶一台入门级的低功率机器。这时候再去测切割效率,已经大打折扣。更头疼的是,激光器厂商的维保合同像紧箍咒。不买,坏了维修天价;买了,每年又是固定开销。我认识一个设备经理,为了节省维护费,自己买清洁工具保养光学镜片,结果一次误操作,保护镜片炸了,连带着把准直镜也搞坏了——省了小钱,赔了大钱。
问:高功率激光切割机(比如12kW乃至20kW)真的值得上吗?
答:看订单结构。如果70%以上是8mm以下薄板,6kW足够,高了纯属浪费,因为薄板切割速度早已触顶——再快,你的上下料系统也跟不上。厚板需求多,12kW确实能切30mm甚至更厚,但运营成本指数级上升,电费、气体、镜片损耗,算算每小时综合成本,未必比传统等离子或水刀划算。好多厂跟风上高功率,结果厚板订单吃不饱,机器大部分时间在切薄板,大材小用,折旧背得喘不过气。
切割断面质量不只是审美问题——粗糙度影响疲劳强度,尤其是工程机械、船舶等行业,客户开始要求检测切割边微观裂纹。这时候,一味追速度的后果就暴露了:热影响区变宽,微裂纹丛生,后期可能引发质量索赔。你省了切割时间,却可能搭上更大代价。
说实话,激光加工行业现在有点“军备竞赛”的味道。你上12kW,我就上20kW,参数越来越夸张,可多少人静下心来算了全生命周期成本?我建议用综合成本模型:考虑购置费、电费、气体、易损件、人工、后道处理、折旧年限,甚至厂房租金(大功率机器往往需要更大占地和地基)。这样才能判断,引入新技术到底是提效还是挖坑。
 光纤激光器内部光学模块维护保养
最近看到一些务实的企业,反向而行,给老设备做智能化改造——加装自动调焦、随动监测、排渣系统,用很少的投资,把6kW的切割质量和效率榨出新高度。这种思路反而更健康。毕竟,激光加工的核心不是功率大小,而是工艺匹配度。
光纤激光器内部光学模块维护保养
最近看到一些务实的企业,反向而行,给老设备做智能化改造——加装自动调焦、随动监测、排渣系统,用很少的投资,把6kW的切割质量和效率榨出新高度。这种思路反而更健康。毕竟,激光加工的核心不是功率大小,而是工艺匹配度。技术狂飙时,保持冷静最难得。别让厂里那束激光,照亮的不是利润,而是虚荣。