粘接这件事,搞不好能毁掉整个产品
我见过最离谱的失效——价值十几万的铝框架,就因为几处粘接脱胶,整台设备散了架。现场一片狼藉,客户脸都绿了。说实话,粘接就是这样,平时不起眼,一旦出问题,就是毁灭级的。
都说焊接是工业的缝纫机,螺栓是工业的纽扣,那粘接是什么?隐形骨架。💡 尤其这几年,轻量化喊得凶,复合材料、薄板、异种金属到处用,粘接悄悄成了主角。可很多人对它的认知,还停留在“万能胶一涂一压就完事”的阶段。太糙了,对吧?
粘接不是万能胶那么简单
真正的工业粘接,是一道系统工程。胶黏剂只是原材料之一,前头还有表面处理、接头设计,后头跟着固化工艺、质量检测。哪个环节掉链子,结果都是灾难。比如铝合金,自然氧化层疏松得像千层酥,不处理就粘,相当于在脆皮上盖楼。
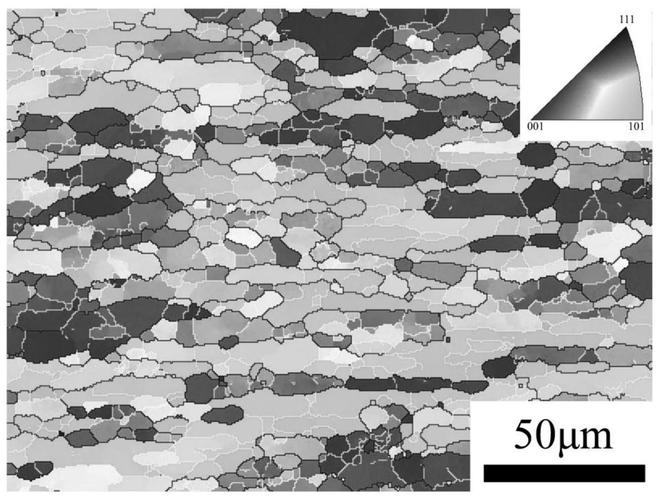 铝合金微观表面氧化层SEM图像
铝合金微观表面氧化层SEM图像
再比如钢件,油污、锈迹、切割液残留,肉眼看不见的薄膜就能让结合力腰斩。我曾用拉拔仪测过——没除油的剪切强度不到3MPa,酒精擦拭后直接飙到18MPa。❗ 差了6倍!这哪是细微差别,根本是两种工艺。
但并非所有除油都有效。丙酮好用但毒性大,水基清洗剂温和可是漂洗不净反成污染。见过一个厂子,用超声波清洗却忘了换水,结果黏糊糊一层脱模剂铺满表面,越洗越脏。哭笑不得。
问:聚丙烯这种难粘材料,怎么处理最靠谱?
答:常规打磨只是增加粗糙度,关键得活化表面。电晕、等离子或者火焰处理,把表面能提上去。我习惯用等离子手持枪,走一遍,水接触角马上从90°掉到30°以下。但要注意时效,处理完最好一小时内粘接,否则表面能又会衰减。曾经有批产品库存两周后才粘,掉得跟没处理一样——全报废。
选胶水,就是选工艺逻辑
市场上胶黏剂五花八门,环氧、聚氨酯、丙烯酸、厌氧……每种都有脾气。选胶不能只看数据表,得吃透你的工况。耐温、耐介质、间隙填充、固化速度,还有与产线节拍的匹配。
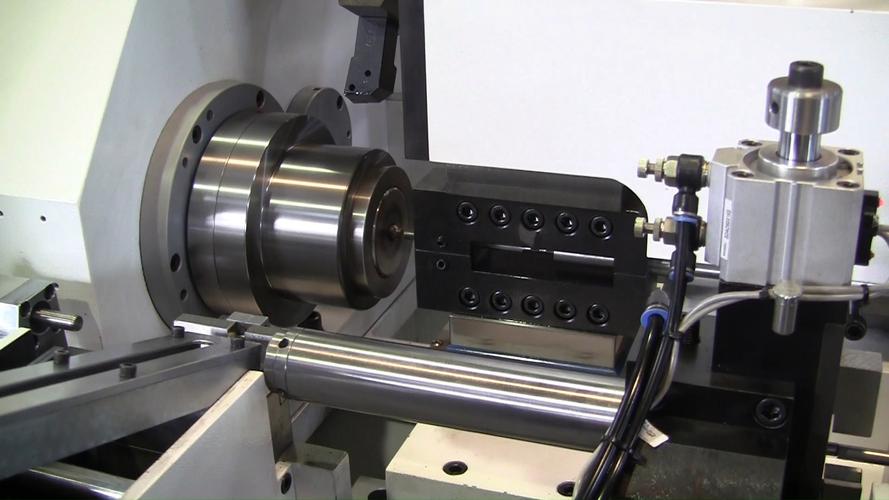
 工业双组份胶水混合管涂胶现场
工业双组份胶水混合管涂胶现场
说说环氧,强度高,耐化学性好,可脆。碰上热胀冷缩剧烈的场合,不加增韧,一冻一烤就裂。聚氨酯柔韧,但耐热上限低,潮湿环境下固化还容易发泡。我有次调试一款车灯粘接,用双组份丙烯酸,快固倒是真快,20分钟就能装配,无奈操作时间太短,夏天只能分批混胶,手忙脚乱。最后换成热固化环氧,两边协同设计治具,效率反而更高。
问:厌氧胶是不是只能用于螺纹锁固?
答:很多人这么认为,其实局限了。厌氧胶在圆柱固持、平面密封上表现极好,比如轴承装配、法兰密封。它无氧固化,接触空气时保持液态,所以涂布后要迅速合拢。缺点是间隙不能太大,超过0.25mm强度就掉得厉害。而且活性金属——像铜、铁——它自己就能催化固化;不锈钢、镀层表面就得用底涂,不然等到天荒地老都不干。
胶水工艺也得进化。现在一些产线用上了在线上胶质量监控,靠激光位移传感器看胶条宽度,靠摄像识别断胶,甚至测析出物。发现异常马上报警,比老师傅眼睛好使多了。
表面处理:玄学还是科学?
 表面处理:玄学还是科学?
表面处理:玄学还是科学?
“粘接强度靠胶水,但粘接寿命靠表面处理。”这话我常在培训时讲。胶黏剂和被粘物之间的界面层,厚度通常只有几个分子层。这里要是弱了,再好的胶也白搭。可惜多数厂子把精力全花在选胶上,对预处理马马虎虎。
机械处理:打磨、喷砂,增加锁扣效应。但单纯的粗糙度不是越高越好,磨得太深,凹谷残留气泡,应力集中。喷砂用白刚玉,粒径和压力要匹配。化学处理:酸蚀、阳极氧化、磷化,能构建更稳定的氧化膜,像铝的磷酸阳极氧化,胶接耐久性秒杀纯打磨。
还有一种半迷信的做法叫“底涂”。底涂能防腐蚀、增强偶联,尤其针对钛合金、不锈钢。但底涂与胶水要匹配,厚度控制极严,太厚本身成弱界面层。我见过某研究所,用聚氨酯胶粘不锈钢,底涂后强度不升反降,最后发现是底涂溶剂挥发不干净,残存乙醇跟异氰酸酯反应发泡了。
现在有更激进的——激光清洗。不靠化学试剂,不伤基材,几微米表面层被灼烧剥离,清洁度能达到Sa 3级。费用是高些,但质量稳得一批。👌
问:粘接接头怎么设计才科学?
答:核心原则:让胶层承受剪切、压缩,不要承受剥离和劈裂。像搭接、嵌接、套接都很好。搭接长度不宜太长,末端可以倒角或开槽,减缓应力集中。胶层厚度不是越薄越好,通常0.1-0.2mm最佳,太薄缺胶强度低,太厚收缩内应力大。这些设计细节,往往决定产品在疲劳载荷下的命运。
最后说个扎心的事实:国内不少企业粘接过后,根本没有可靠的无损检测。敲击听声、抽检破坏试验,都是事后诸葛。国外已经在用超声相控阵、激光剪切散斑,可以实时看胶层缺陷。差距,就在这些地方一点点拉开。
粘接这活儿,技术门槛不高但坑极深。你永远不知道,那个看似结实的组合件,明天会不会在某个角落里,悄无声息地分开。