铆接的“轻量化”革命:自冲铆接如何颠覆传统连接工艺?
前些日子,在工厂里看到一台自冲铆接设备正在干活。没有震耳的噪音,也没有四处飞溅的冷却液——就那么轻轻一压,两层铝合金板就牢牢嵌在一起了。说实话,那一刻我有点恍惚。十年前我刚入行时,铆接给我的印象还停留在“烧红了铆钉,抡起大锤砸进去”的画面。热浪、粉尘、还有那种让人头皮发麻的冲击声……时代的进步,真是比你想象得更快。
 传统热铆接工艺过程 火星四溅 工人操作
于是,当汽车工业大喊“轻量化”的时候,传统铆接明显跟不上节奏了。铝车身、碳纤维增强塑料(CFRP)这些新材料,你别想用烧红的铆钉去怼——轻则变形,重则直接烧穿。怎么办?工程师挠头了几十年。
自冲铆接过程示意图 半管状铆钉刺入铝板
不过话说回来,SPR也不是万能的。它对板材的厚度和硬度组合很敏感。比如底层如果是超高强度钢,铆钉刺不进去,就得用FDS(流钻螺钉)或者粘接杂交。而且,铆钉本身不便宜,每颗大约几角到一元,一台车几千个铆钉,成本蹭就上去了。
铆接的智能化与未来
说到智能化,现在先进的铆接设备早已不是“傻大黑粗”的液压机了。以德国TOX的E-line为例,伺服电机驱动,每个铆接点的力、位置、速度都能以0.01mm的分辨率记录,数据上传云端。我在一个MES系统的屏幕上看到过实时SPC(统计过程控制)图表,任何异常趋势都能提前预警。这意味着,质量管理从事后抽检变成了100%实时监控。✅
另外,无铆钉铆接(Clinching)也在悄悄兴起。说白了就是用冲头把两层板挤压成一个互锁点,完全不用任何连接件。这对回收特别友好——纯铝车身可以不用分拣铆钉,直接熔炼。但它强度偏低,目前多用于行李架、引擎盖内板这类非承载部位。
这行干得越久,我越觉得铆接的生命力来自于它的“物理纯粹性”。焊接靠冶金,胶接靠化学,螺栓靠摩擦力——而铆接,是靠实打实的机械变形锁死。每一次铆钉的微粗,每一道互锁的轮廓,都是材料力学的直接体现。虽然我不再亲手抡大锤了,但在设计评审会上,盯着连接点剖面的金相图,那种踏实感,和当年火烤铆钉时一模一样的。
也许再过十年,我们会在火星基地上用激光辅助自冲铆接来搭穹顶?谁知道呢。技术的终点永远在工程师的想象之外。
传统热铆接工艺过程 火星四溅 工人操作
于是,当汽车工业大喊“轻量化”的时候,传统铆接明显跟不上节奏了。铝车身、碳纤维增强塑料(CFRP)这些新材料,你别想用烧红的铆钉去怼——轻则变形,重则直接烧穿。怎么办?工程师挠头了几十年。
自冲铆接过程示意图 半管状铆钉刺入铝板
不过话说回来,SPR也不是万能的。它对板材的厚度和硬度组合很敏感。比如底层如果是超高强度钢,铆钉刺不进去,就得用FDS(流钻螺钉)或者粘接杂交。而且,铆钉本身不便宜,每颗大约几角到一元,一台车几千个铆钉,成本蹭就上去了。
铆接的智能化与未来
说到智能化,现在先进的铆接设备早已不是“傻大黑粗”的液压机了。以德国TOX的E-line为例,伺服电机驱动,每个铆接点的力、位置、速度都能以0.01mm的分辨率记录,数据上传云端。我在一个MES系统的屏幕上看到过实时SPC(统计过程控制)图表,任何异常趋势都能提前预警。这意味着,质量管理从事后抽检变成了100%实时监控。✅
另外,无铆钉铆接(Clinching)也在悄悄兴起。说白了就是用冲头把两层板挤压成一个互锁点,完全不用任何连接件。这对回收特别友好——纯铝车身可以不用分拣铆钉,直接熔炼。但它强度偏低,目前多用于行李架、引擎盖内板这类非承载部位。
这行干得越久,我越觉得铆接的生命力来自于它的“物理纯粹性”。焊接靠冶金,胶接靠化学,螺栓靠摩擦力——而铆接,是靠实打实的机械变形锁死。每一次铆钉的微粗,每一道互锁的轮廓,都是材料力学的直接体现。虽然我不再亲手抡大锤了,但在设计评审会上,盯着连接点剖面的金相图,那种踏实感,和当年火烤铆钉时一模一样的。
也许再过十年,我们会在火星基地上用激光辅助自冲铆接来搭穹顶?谁知道呢。技术的终点永远在工程师的想象之外。
为什么传统铆接让工程师又爱又恨?
说实话,传统铆接至今仍是许多重载结构的“定海神针”。桥梁、船舶、飞机机身——你去看波音747的机翼蒙皮,那上面密密麻麻的实心铆钉,就是靠热铆或冷铆工艺一颗颗锤进预钻孔的。这种连接方式的抗剪切强度极高,而且绝对可靠,不会像螺栓一样松动。但问题也摆在那里:预钻孔太麻烦,针对多层异质材料(比如钢和铝)时,热膨胀差异会导致铆钉松动。更要命的是,传统铆接对操作工的熟练度要求极高。我曾经带过一个徒弟,学了三个月热铆,敲出来的墩头还是歪歪扭扭——那种挫败感,真是让人想把铆枪扔了! 传统热铆接工艺过程 火星四溅 工人操作
于是,当汽车工业大喊“轻量化”的时候,传统铆接明显跟不上节奏了。铝车身、碳纤维增强塑料(CFRP)这些新材料,你别想用烧红的铆钉去怼——轻则变形,重则直接烧穿。怎么办?工程师挠头了几十年。
传统热铆接工艺过程 火星四溅 工人操作
于是,当汽车工业大喊“轻量化”的时候,传统铆接明显跟不上节奏了。铝车身、碳纤维增强塑料(CFRP)这些新材料,你别想用烧红的铆钉去怼——轻则变形,重则直接烧穿。怎么办?工程师挠头了几十年。
自冲铆接:没有预钻孔的逆袭
答案就是SPR(Self-Piercing Riveting),自冲铆接。第一次看到它的原理时,我忍不住拍了下桌子:这思路太他妈聪明了!它不需要预钻孔。一个半管状的铆钉,在强大压力下直接刺穿上层板材,然后在模具作用下向四周延展,形成一个机械互锁——但下层板材只被部分穿透,并不贯通。这样一来,连接点两面都是光洁的,没有凸出的钉头,密封性还特别好。 其实SPR不是新发明,早在上世纪90年代奥迪就在A8上用了。但那会儿成本高,推广不开。这几年电动汽车大爆发,电池包壳体、车身骨架全往铝镁合金方向走,SPR突然就成了“救命稻草”。❗ 我记得去年参观一家新能源车焊装车间,看到一排FANUC机器人手臂上装着自冲铆接工具,以2秒一个点的速度在干活。旁边正好有人问了句:“这玩意儿强度够吗?” 负责的工程师笑了笑,递过来一组数据:SPR连接点的疲劳强度,可比电阻点焊高出30%以上——尤其在铝件上。因为焊接产生的热影响区会脆化,而铆接纯粹靠机械咬合,不改变材料晶体结构。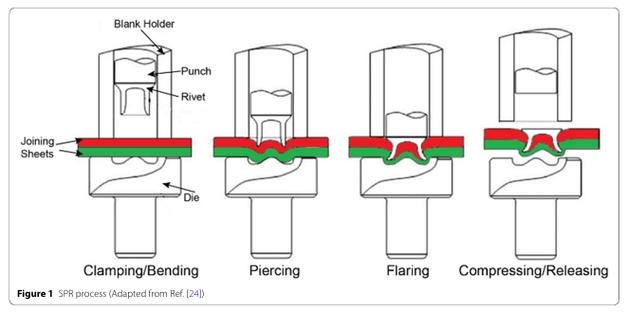 自冲铆接过程示意图 半管状铆钉刺入铝板
不过话说回来,SPR也不是万能的。它对板材的厚度和硬度组合很敏感。比如底层如果是超高强度钢,铆钉刺不进去,就得用FDS(流钻螺钉)或者粘接杂交。而且,铆钉本身不便宜,每颗大约几角到一元,一台车几千个铆钉,成本蹭就上去了。
自冲铆接过程示意图 半管状铆钉刺入铝板
不过话说回来,SPR也不是万能的。它对板材的厚度和硬度组合很敏感。比如底层如果是超高强度钢,铆钉刺不进去,就得用FDS(流钻螺钉)或者粘接杂交。而且,铆钉本身不便宜,每颗大约几角到一元,一台车几千个铆钉,成本蹭就上去了。
那些你可能没听过的铆接变种
在航天和精密机械领域,还有一种径向铆接,简直是“强迫症患者的福音”。普通铆接的力是轴向的,墩头容易开裂;径向铆接的铆头一边旋转一边向径向摆碾,金属纤维流线被完美保留,成型后的墩头光滑得像艺术品。我见过瑞士BalTec的径向铆接机,加工手表机芯里的小齿轮轴,精度在微米级——你几乎听不到声音,只有轻微的“嘶嘶”声。这技术用来铆接医疗植入器械也非常可靠,比如人工关节的销钉连接。💡 问:径向铆接和普通铆接到底有什么本质不同? 答:普通铆接靠轴向冲击力或压力,让铆钉杆镦粗,容易产生内应力集中。径向铆接则是通过摆碾动作,让材料从中心向外径向流动,变形更均匀,墩头组织致密,疲劳寿命能提高好几倍。你要是拆过飞机起落架上的径向铆接件,会发现断面像锻造过一样——这就是差异。 问:自冲铆接能完全替代点焊吗?尤其是在钢铝混合车身上? 答:不能,也没那个野心。目前主流是“混合连接”:SPR负责铝-铝或铝-钢连接,结构胶负责减震和密封,点焊依然用在钢-钢部分。你去看Tesla Model Y的白车身,就是这三种工艺的混搭。SPR的致命弱点是无法检查内部互锁情况——除非破坏性切片。所以生产线上的过程监控非常关键,必须实时监测压力-位移曲线,一旦曲线偏离模板,系统立刻报警。这就是工业4.0的玩法了。铆接的智能化与未来
 铆接的智能化与未来
说到智能化,现在先进的铆接设备早已不是“傻大黑粗”的液压机了。以德国TOX的E-line为例,伺服电机驱动,每个铆接点的力、位置、速度都能以0.01mm的分辨率记录,数据上传云端。我在一个MES系统的屏幕上看到过实时SPC(统计过程控制)图表,任何异常趋势都能提前预警。这意味着,质量管理从事后抽检变成了100%实时监控。✅
另外,无铆钉铆接(Clinching)也在悄悄兴起。说白了就是用冲头把两层板挤压成一个互锁点,完全不用任何连接件。这对回收特别友好——纯铝车身可以不用分拣铆钉,直接熔炼。但它强度偏低,目前多用于行李架、引擎盖内板这类非承载部位。
这行干得越久,我越觉得铆接的生命力来自于它的“物理纯粹性”。焊接靠冶金,胶接靠化学,螺栓靠摩擦力——而铆接,是靠实打实的机械变形锁死。每一次铆钉的微粗,每一道互锁的轮廓,都是材料力学的直接体现。虽然我不再亲手抡大锤了,但在设计评审会上,盯着连接点剖面的金相图,那种踏实感,和当年火烤铆钉时一模一样的。
也许再过十年,我们会在火星基地上用激光辅助自冲铆接来搭穹顶?谁知道呢。技术的终点永远在工程师的想象之外。
铆接的智能化与未来
说到智能化,现在先进的铆接设备早已不是“傻大黑粗”的液压机了。以德国TOX的E-line为例,伺服电机驱动,每个铆接点的力、位置、速度都能以0.01mm的分辨率记录,数据上传云端。我在一个MES系统的屏幕上看到过实时SPC(统计过程控制)图表,任何异常趋势都能提前预警。这意味着,质量管理从事后抽检变成了100%实时监控。✅
另外,无铆钉铆接(Clinching)也在悄悄兴起。说白了就是用冲头把两层板挤压成一个互锁点,完全不用任何连接件。这对回收特别友好——纯铝车身可以不用分拣铆钉,直接熔炼。但它强度偏低,目前多用于行李架、引擎盖内板这类非承载部位。
这行干得越久,我越觉得铆接的生命力来自于它的“物理纯粹性”。焊接靠冶金,胶接靠化学,螺栓靠摩擦力——而铆接,是靠实打实的机械变形锁死。每一次铆钉的微粗,每一道互锁的轮廓,都是材料力学的直接体现。虽然我不再亲手抡大锤了,但在设计评审会上,盯着连接点剖面的金相图,那种踏实感,和当年火烤铆钉时一模一样的。
也许再过十年,我们会在火星基地上用激光辅助自冲铆接来搭穹顶?谁知道呢。技术的终点永远在工程师的想象之外。