钎焊:被低估的连接大师,为什么它比焊接更“温柔”却更可靠?
你或许不知道,一台汽车空调里藏着上百个钎焊接头。薄薄的铝片,叠在一起,通过一道看似不起眼的加热工序,变成了耐压、密封的换热器。我第一次拆开这种零件时——摸着那平滑的焊缝,心里冒出一句:这玩意儿是“焊”出来的?根本不像啊。没有飞溅,没有粗糙的鱼鳞纹,它就是那么安静地、牢固地粘在一起。
这就是钎焊的魅力。它不靠熔化母材,而是让融化的钎料像水沿着纸巾扩散一样,渗透进缝隙里,把金属连起来。原理简单,但做好极难。
焊接与钎焊:根本不是一回事
干了这么多年,发现很多非专业人士把焊接和钎焊混为一谈。哦,都是用热能把金属接起来嘛——错!焊接是母材本身熔化再凝固,钎焊则只熔化填充金属(钎料),母材纹丝不动。温度差了一个数量级。焊接动不动上千度,钎焊通常在450°C以下(软钎焊甚至更低)或450°C以上(硬钎焊),但始终低于母材熔点。这就带来一个巨大优势:母材组织不变形、热影响区极小。特别适合薄件、异种金属连接。
关键在哪?润湿和毛细作用。钎料熔化后必须能在母材表面“铺开”,像水滴在干净玻璃上。如果表面有氧化膜,那就完了,钎料聚成球,根本进不去缝隙。所以焊剂或保护气氛在这一步是命门。
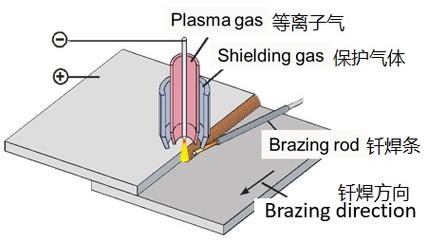 钎焊毛细作用润湿过程示意
钎焊毛细作用润湿过程示意
说实话,我第一次用火焰钎焊时,看着铜管接头被加热到暗红,然后焊丝一碰就顺着缝进去了——那种顺畅感,比焊接爽多了。没有剧烈弧光,不用面罩,安静得像在搞艺术。但别以为它简单,温度控制稍微一疏忽,不是烧坏母材就是未焊透。
硬钎焊 vs 软钎焊:温度决定命运
行业内把钎焊分两类:软钎焊(Soldering)和硬钎焊(Brazing)。分界线是450°C。软钎焊用的钎料熔点低,比如锡铅、锡银铜,强度一般,但密封性好,电子产品、水暖管道满地都是。硬钎焊呢,用铜基、银基、铝基、镍基等,强度高,能承受高温和压力,航空航天、汽车零部件离不了。
举个例子:家用空调铜管接头,那是软钎焊,焊料含银2%~5%,操作温度200多度就可以了。但汽车铝制散热器,必须用硬钎焊,在氮气保护炉里整体加热到600°C左右,硅铝钎料熔化,瞬时完成。完全不同的境界。
问:硬钎焊接头强度能有多高?能不能代替焊接?
答:好问题。通常钎焊接头抗拉强度在100~400 MPa之间,某些银钎料配高强度钢,能到600 MPa。对,它不低!但关键在于,它适合搭接或套接,承受剪切力很好,承受拉力或剥离力就不如焊接。所以设计接头时,工程师会特意做成搭接,增大受力面积。一旦设计合理,钎焊接头寿命可以比母材还长。这就是为什么飞机发动机的涡轮叶片,一些部分用真空钎焊——极端环境下的可靠性。
工艺里的魔鬼细节:间隙、气氛和焊剂
你以为把钎料和母材放一起加热就行?天真了。间隙是魔鬼。间隙太小——大概