摩擦焊接:工业制造中的“隐形缝合术”,你真的懂了吗?
说实话,第一次见摩擦焊接的人往往会愣住——没有火花,没有熔池,两根金属棒就这么‘粘’在一起了?没错。而且你拿锤子砸都砸不开,强度高得离谱。💡
但这玩意儿其实已经默默存在了几十年。从航空航天到你家汽车的传动轴,摩擦焊接就像个低调的顶级工匠,不声不响把关键部件焊得死死的。可很多人对它的认知还停留在“高速旋转、摩擦生热”这种教科书级别,唉……其实里面的门道比想象中野多了。
原理?就是“硬蹭”出来的原子级结合
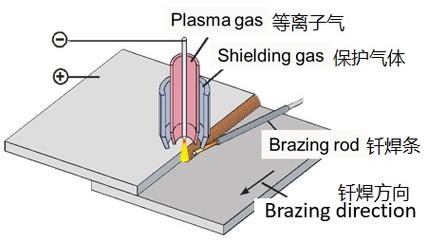
你肯定见过古人钻木取火吧?摩擦焊接的原始冲动差不多。但不一样的是,它不靠燃烧,而是靠材料在压力下“塑性流动”。简单说,把两个金属件怼在一起,一个高速旋转或线性振动,接触面瞬间升温到接近熔点但又不熔化,然后猛一加压,原子就互相扩散了。没有填充金属,没有焊条,干净得让人感动。❗
不过……温度控制可是个玄学。太低了结合不好,太高了组织粗大。老师傅常说“看火候”,放到摩擦焊接上就是盯着扭矩曲线和轴向缩短量。现在数控系统能做到毫秒级响应,但二十年前全靠操作工的手感——拧个旋钮都可能搞出一堆废品。
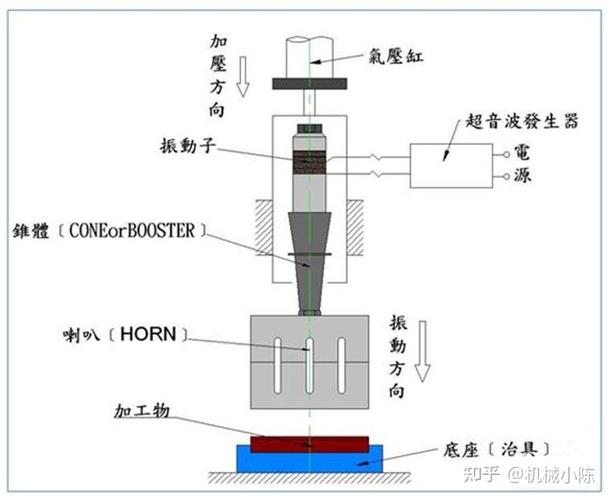
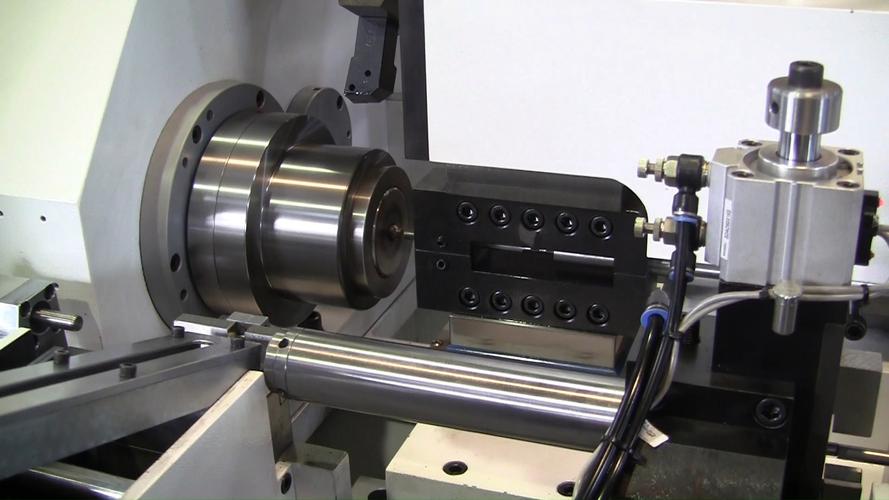 旋转摩擦焊接机主轴与工件夹持细节
旋转摩擦焊接机主轴与工件夹持细节
这里有个坑:别以为只有旋转一种方式。线性摩擦焊是用直线往复运动生热,适合非圆形截面,比如飞机发动机的叶片盘。而搅拌摩擦焊更绝,那个搅拌头一边转一边挤,像拉链一样把两块板子“缝”起来,铝合金焊缝漂亮得能当镜子照。✨
问:摩擦焊接出来的接头,强度到底靠不靠谱?
 问:摩擦焊接出来的接头,强度到底靠不靠谱?
问:摩擦焊接出来的接头,强度到底靠不靠谱?
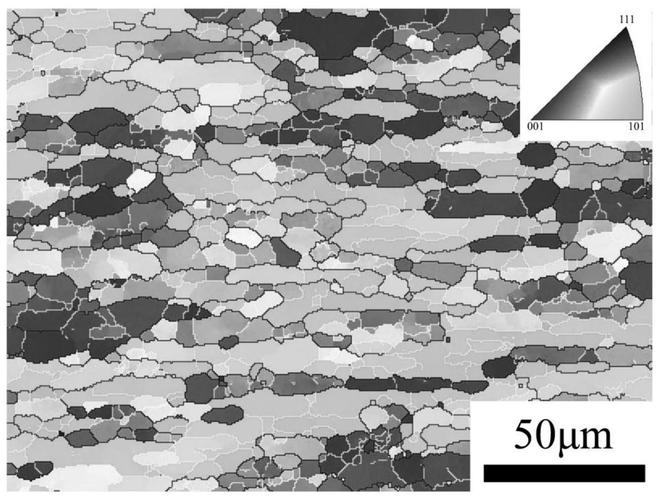
答:这么说吧,航空发动机的转子、汽车半轴、甚至核反应堆的控制棒驱动机构都在用。如果强度不行,谁敢往天上装?实际上,摩擦焊接头的静载强度和疲劳强度经常高于母材。原因很简单:焊缝是锻造组织,没有铸造缺陷,晶粒细化得跟纳米材料似的。我们测过一根45钢的旋转摩擦焊轴,弯曲疲劳寿命比传统电弧焊高了将近40%,当时整个实验室都“哇”了一声……😲
但注意,不是所有材料都适合。高碳钢就得小心,容易淬硬开裂。铜和铝倒是天生一对,因为摩擦焊接能避免它们互溶时产生脆性相。这个待会儿细说。
谁在用?从天上到地下,无处不在
汽车行业用得最凶。传动轴、涡轮增压器转子、气囊气体发生器——这些你平时根本看不见的地方,全有摩擦焊接的影子。一辆普通家用车至少有十几处。而且生产线节拍快得惊人,十几秒一个焊件,全自动化,工人就负责上下料,偶尔抽检一下。
航空就更苛刻了。GE的LEAP发动机,高压压气机转子用的是线性摩擦焊整体叶盘,比传统机械连接减重30%。听着就肉疼,成本也高得吓人,一台专用设备上千万……但值啊,省下的燃油费几年就回本了。🤑
 航空发动机线性摩擦焊整体叶盘制造场景
航空发动机线性摩擦焊整体叶盘制造场景
最近几年,医疗器械也开始玩这个。骨钻、手术钳上的小零件,要求无尘无污染,摩擦焊接连个药皮都没有,太合适了。我去年参观过一家苏州工厂,他们在用微型旋转摩擦焊做植入式传感器外壳,焊缝宽度只有0.3毫米,显微镜下看完美融合,真是艺术品。
问:异种金属焊接?比如铝和钢,摩擦焊接真的能搞定吗?
 问:异种金属焊接?比如铝和钢,摩擦焊接真的能搞定吗?
问:异种金属焊接?比如铝和钢,摩擦焊接真的能搞定吗?
答:能!而且这是摩擦焊接的杀手锏。传统熔化焊搞铝钢,界面会生成脆性金属间化合物,一碰就裂。但摩擦焊接把温度控制在铝的熔点以下,主要靠机械混合和扩散,脆性层薄到纳米级,强度完全够用。我们给一家电池厂做过铜铝电极的摩擦焊接头,导电性没下降,拉脱力倒提升了20%。👏
不过说穿了,参数调试极其麻烦。不同材料配对,转速、摩擦压力、顶锻压力、时间窗口,每个变量都能让你崩溃。有时得试几十次才能找到“甜蜜点”。我记得有一次做钛合金和不锈钢,搞了两天废了一堆样件,最后发现是保护气体里混进了微量水汽……真是细节到骨子里的活儿。💦
别被“老技术”骗了,摩擦焊接正在疯狂进化
你以为它老旧?错。现在有相位控制摩擦焊,焊完后两端角度偏差能控制在±0.5°以内,做转向轴的神器。还有复合搅拌摩擦焊,一边焊一边用激光辅助预热,厚板焊接速度翻倍。更激进的是水下摩擦焊,直接在海底修管道,省掉造干式舱的天价成本。英国北海油田已经用上了,咱们国内也在跟,深海一号平台就搞过试验。
说实话,我最兴奋的是摩擦增材制造。说白了就是把金属焊成一层层堆积,跟搅拌摩擦焊反过来用,做结构件补强。去年有篇论文用7075铝合金堆了个加强筋,抗拉强度比母材还高。这要是用在航天器壁板修复上,能省多少钱啊。🚀
当然,问题不少。设备太吃刚度,主轴要能扛住几十吨的顶锻力;工艺标准化也缺,很多企业还凭经验干,换个人就换种质量。但趋势挡不住——数字化工艺包、在线超声检测、AI参数自优化……这些已经在顶级供应商那里落地了。下次你看到一根不起眼的焊轴,可别小瞧它,背后可能是价值百万的工艺秘密。
写到最后突然想起,很多年前在车间里,一个老师傅叼着烟,调着老式摩擦焊机,说:“这玩意儿啊,就是金属在谈恋爱,得使劲追,但别追过头化成一滩……”虽然糙,但理不糙。