超声波焊接:从入门到放弃?不,从踩坑到精通
那批退货现在还堆在车间角落,看见就烦。就因为焊接强度不够,客户直接整单拒收。没办法,超声波焊接这玩意儿,原理简单得让人轻视,实操起来全是魔鬼细节。
说实话,入行十五年,我没少跟超声波较劲。金属焊、塑料焊,从最早那种笨重的模拟机,到现在的数字式智能机,一路下来,坑比经验多。但一旦你摸透了,这东西真是降本增效的利器——尤其这两年,汽车轻量化、医疗耗材、3C电子,没它根本转不动。
超声波焊接到底是怎么“粘”上的?
先别想复杂了。就是高频机械振动。市电50Hz,通过发生器变成20kHz、30kHz甚至40kHz的电信号,换能器(陶瓷片堆叠那玩意儿)再把它变成机械振动。振动通过变幅杆放大振幅,最后传到焊头。
焊头压住工件,每秒两万次的摩擦,界面瞬间生热——塑料直接熔融,金属发生塑性流动。然后保压冷却,就接上了。整个过程不到一秒。对,快的你眨眼可能就错过一个焊点。
但这里有个认知误区。很多人以为热量来自超声波的高频摩擦,其实金属焊接时,是超声软化效应占主导,高频振动降低了金属的屈服强度,材料在压力下流动互扩散。塑料焊接倒是纯粹的摩擦热和粘弹热。搞明白这个,你对参数调校才不会跑偏。
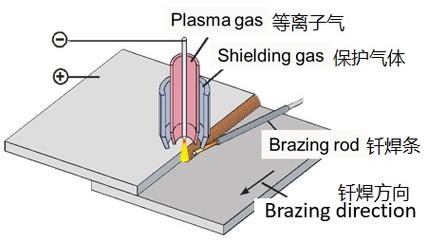
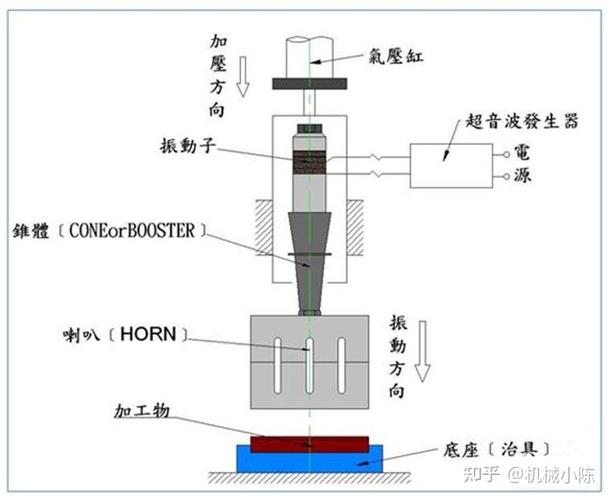 超声波焊接原理示意图
超声波焊接原理示意图
我一朋友做汽车线束,非说超声波金属焊不可靠,不如电阻焊。我让他拿样品来试——铜线对铜端子,0.3秒一个,拉拔力直接超过端子本身强度。他当场闭嘴。这种场景,电阻焊根本做不到这么干净高效,还没有氧化物飞溅。
不过话说回来,塑料焊的场景更五花八门。医疗行业的滤器、培养皿,要求无污染无添加,超声波最对口。玩具、家电外壳,更是量大管饱。但塑料材质千差万别,半结晶和无定形能不能互焊?含水量对熔接影响多大?问得好,后面聊。
选机器,千万别只看价格
踩过最大的坑:贪便宜买了台杂牌机,焊头三天两头裂,发生器还老过载保护。老板脸色比机器还难看。后来换了台知名品牌的数字机,带振幅步进控制和能量模式,不良率直接从8%降到0.3%。真金白银的教训。
选频率是第一步。15kHz、20kHz、40kHz,怎么选?简单说:频率越低,功率越大,振幅越高,适合大焊面和难焊材料。但噪声也大——15kHz的啸叫能让你怀疑人生,必须做隔音罩。40kHz安静,但功率小,适合精密小件。
问:20kHz和40kHz到底怎么选?
答:看工件尺寸和材料。汽车保险杠这种大型PP件,必须20kHz甚至15kHz,否则传不到那么大焊面。医疗微型阀体、传感器,用40kHz,焊缝精细,热影响区小。还有个冷知识:软质塑料(比如TPU)用低频率反而容易烧焦,因为长时间振动导致热量累积,高频小振幅更安全。
发生器技术今非昔比。以前固定频率,负载一变就失谐。现在都是自动频率追踪,实时调整。更狠的是数字式发生器,能存储焊接参数,配上监控软件,每一个焊点的功率曲线、振幅曲线都记录下来。质量管理直接闭环。
 超声波塑料焊接机数字发生器操作界面
超声波塑料焊接机数字发生器操作界面
换能器和变幅杆也很关键。陶瓷片得是PZT-8这种高Q值材料,组装预紧力要精确。变幅杆钛合金最常见,但铝焊要用钢,因为钛沾铝。焊头设计更是玄学,形状、频率匹配、振幅分布,直接用标准件要运气,最好做FEA分析。说出来都是泪,我报废的焊头快够开个展览了。
那些年我们踩过的工艺坑
焊接不是摁个按钮就完事。压力、振幅、时间、保压时间,这四个变量互为因果。还有下降速度、触发压力……参数组合能让你调到头秃。
最常见的缺陷:焊接强度不够。多半是振幅不够,或者焊头没压稳。增大振幅试试?小心!振幅过大,塑料降解、溢料。金属则会过度变形产生裂纹。另一个坑是虚焊,看着挺结实,一掰就开。这往往是焊头跟工件接触不良,或者能量没透下去。
问:焊接后表面有溢料怎么办?
答:溢料是塑料焊的头号美学杀手。根本原因是熔融塑料溢出导流槽。解决方向:减小振幅、降低焊接压力、缩短焊接时间,但可能牺牲强度。更好的办法是优化焊头设计,增加溢料槽或屏障。另外,有些材料(如PA66)本身就爱溢,试试预干燥,或者改用能量模式精确控制能量输入。还有个偏方:焊头表面做纹理,增加抓力,减少横向流动。
气密问题更揪心。医疗滤器、防水外壳,漏气直接报废。这跟焊线设计关系很大。导熔线形状、高度、宽度,一点不能错。通常用三角形导熔线,但遇到有涂层或软硬结合的材料,得改成阶梯形或槽形。真想骂人——每次试模都要改焊头,成本巨高。
还有个新手容易栽的:工装夹具。你以为夹具就是固定工件?错了。夹具必须支撑焊线正下方,不能有悬空,否则能量被吸收,焊接不稳。而且夹具材料要选硬铝或钢,尼龙、POM不行,会吸振。曾经遇到一个案例,焊接强度一直波动,最后发现是夹具轻微松动——就那么0.05mm的间隙,导致传振效率变化。魔鬼啊。
超声波焊接的未来,已经来了
这两年行业黑马是超声波金属焊接在动力电池的应用。铜箔、铝箔多层极耳焊接,用超声波,层数能干到上百层,而且没有热损伤。电阻焊根本做不到这种厚度和脆性材料的连接。宁德时代、比亚迪的产线,大量采用。还有软包电池的铝塑膜封口,也用超声波,杜绝了传统热封的针孔问题。
更前沿的是实时过程控制与AI结合。不再是设定死参数,而是通过传感器采集振动、力、声发射信号,用算法判断焊点质量。某德国品牌已经实现了在线判别,不良品直接报警踢出。虽然一套系统不便宜,但对汽车安全件来说,绝对值。
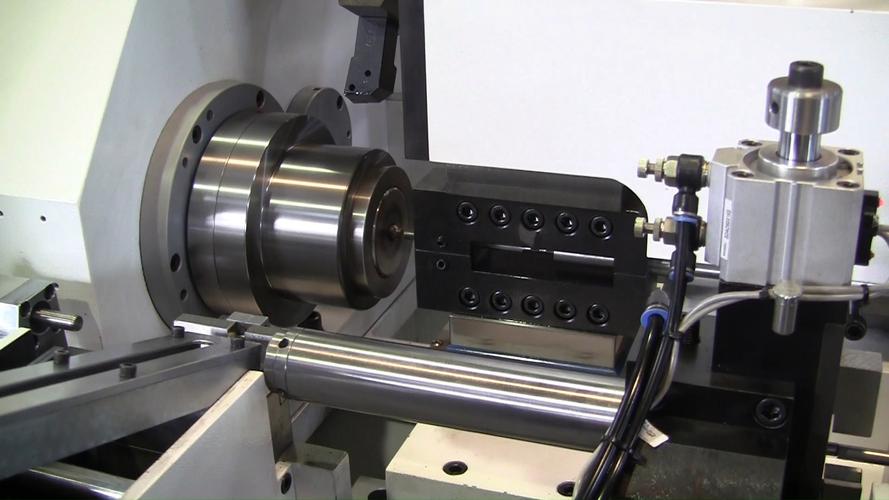
 动力电池超声波金属焊接生产线
动力电池超声波金属焊接生产线
3D打印和超声波焊接也搭上了。连续纤维增强复合材料的层间结合,可以用超声波局部加热熔结,避免整体加热导致变形。这技术还处于实验室,但潜力巨大。
写这么多,其实就想说:别被超声波焊接的简单表象骗了。它值得你花时间深挖,因为一旦掌握,就能在成本、效率、可靠性上甩开对手几条街。那些还在用胶水、卡扣的,迟早要换赛道。不换?市场会教育你。
最后一句忠告:别信厂家宣传的“免调试”。没有免调试的设备,只有不负责的操作。亲自动手,记录数据,分析曲线,你才能真正驾驭这20kHz的咆哮。