激光焊接:新能源汽车制造的隐形骨架
说实话,我第一次在工厂里看到激光焊接电池模组的时候——那是在2024年冬天,上海嘉定的一家电池Pack车间——我确实有点吃惊。没有火花飞溅,没有刺鼻的焊烟,甚至听不到传统电阻焊那种“滋滋”的噪声。一道蓝光扫过去,两块铝合金片就严丝合缝地粘在了一起。这哪是焊接?像是某种悄无声息的缝合术。
它凭什么吃掉传统工艺的地盘?
激光焊接的核心优势,行业内的人都能背出来:速度快、热变形小、精度高。但真正让我觉得它不可替代的,是它对于异种材料连接的掌控力。新能源汽车为了轻量化,恨不得把铝、铜、钢、复合材料全揉在一起。传统的MIG焊或者电阻点焊,碰到铝铜连接就头疼——脆性相析出、裂纹,一焊就废。而激光束呢?配合振镜摆动,可以精确控制热输入,让两种金属在极短时间内熔合,又不会生成太多有害化合物。当然,这需要极细腻的工艺参数调试。有一次我参与调试一个铜排-铝汇流排的焊接,激光功率从3000W调到3200W,间隙补偿从0.1mm改到0.08mm,就这两步,良品率直接从82%飙到98.5%——💡这中间的折磨,只有经历过才懂。
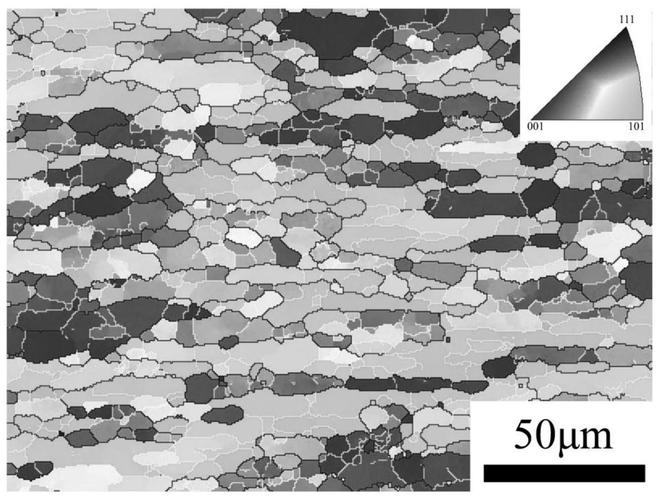
 新能源汽车电池模组激光焊接铜铝连接细节
新能源汽车电池模组激光焊接铜铝连接细节
深熔焊还是热传导焊?别只看名字
 深熔焊还是热传导焊?别只看名字
深熔焊还是热传导焊?别只看名字
新手常常会被这两个名词唬住。其实区分起来很简单:热传导焊就像用放大镜聚焦阳光烧木头,表面熔化,熔池浅而宽,适合薄板或对外观要求高的场合,比如汽车覆盖件的拼接焊。而深熔焊呢?激光功率密度超过10^6 W/cm²,材料气化形成小孔,光束直接钻进工件内部,形成深宽比可达10:1的焊缝。这玩意儿用在厚板连接,比如电机定子的叠片焊接,那叫一个爽利。
不过话说回来,深熔焊的工艺窗口其实挺窄的。离焦量偏一点、保护气流量少了点,就可能出现气孔或者飞溅。❗我更烦的是焊缝咬边——尤其是焊铝合金的时候,表面张力大,熔池流动性差,焊接速度稍微快一点,边缘就凹下去了。后来靠优化摆动频率和光斑尺寸才稳住。
问:激光焊接设备那么贵,小批量产线用得起吗?
答:这个问题我至少被问过几十次。激光器确实贵,一台6kW光纤激光器配上冷水机、焊接头,没个几十万下不来。但账不能光看设备投入。你要是算上传统焊接后续的打磨、矫形、检测返工成本,还有因焊接热变形导致的装配公差不达标——那激光焊接常常反而更省钱。现在国内像锐科、创鑫这些激光器厂商把价格打下来了,加上许多系统集成商推出了标准化的机器人激光焊接工作站,小批量也能用。我们有个客户给新能源大巴做电池架,一年产量也就两千套,他们租了一套3000W手持激光焊机,月租才几千块,焊缝强度比氩弧焊高30%,还省了两个打磨工。你说划不划算?
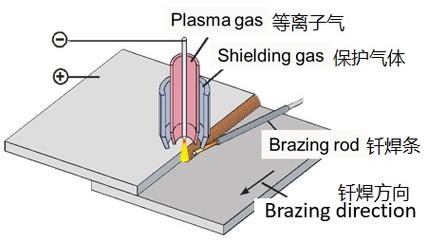
 手持激光焊接设备在汽车零部件补焊中的应用场景
手持激光焊接设备在汽车零部件补焊中的应用场景
问:焊接质量怎么监控?靠人工肉眼瞅吗?
 问:焊接质量怎么监控?靠人工肉眼瞅吗?
问:焊接质量怎么监控?靠人工肉眼瞅吗?
答:靠肉眼?那跟赌博没啥区别。现在靠谱的产线都在做过程在线监测。通过光电传感器采集焊接过程中的等离子体辐射、反射激光、声波信号,再拿机器学习模型去判断。比如德国Precitec的LWM系统,我们用在电芯Busbar焊接上,实时抓取熔深波动,一有异常直接让机器人停机。还有更狠的,直接用OCT(光学相干断层扫描)测量匙孔深度,这个以前只在实验室用,2025年已经有不少量产案例了。这些监控系统不便宜,但比起漏焊一个极耳导致整个电池包起火的风险,这点投入简直不值一提。
2025年了,有些事该说透了
 2025年了,有些事该说透了
2025年了,有些事该说透了
激光焊接不是万能膏药。它怕高反射材料——比如纯铜,常温下对1μm波长激光的吸收率不到5%,焊起来费劲,要先预热或表面涂覆。它也怕间隙,对接间隙超过板厚的10%,焊缝就塌陷了,必须靠填丝或者压紧工装。所以别听销售吹得天花乱坠,工艺开发阶段老老实实做DOE(实验设计)才是正道。我甚至觉得,激光焊接成功与否,70%取决于工装夹具的设计,剩下的30%才是参数调试。😂
另外,焊缝跟踪这几年进步神速。以前靠焊前寻位,现在通过视觉系统直接识别焊缝轮廓,实时纠偏,这对钣金冲压件那种形状一致性差的情况,简直是救星。我们最近在一条商用车底盘产线上用了2D三角测量+算法补偿,把焊接合格率从91%提到了99.2%。这个数字背后是每月省下十几万的返修成本。
最后想说一句,激光焊接这个技术,正在变得更聪明、更柔性,但永远离不开那些蹲在产线边、盯着示波器啃参数的工程师。机器是冷的,工艺是活的。哪天你看到一台机器人自己搞定所有难题——那背后一定有一群掉头发的工艺人。