热处理炉选型与维护,这些坑你踩过几个?
上个月去一家汽配厂,看到他们新上的热处理炉线,我差点吐血。 崭新的炉子,旁边堆着报废的齿轮——氧化皮厚得能当砂纸。 一问才知道,当初图便宜选了家小厂的“经济型”气氛炉,碳势控制一塌糊涂。 老板苦着脸:“省了20万,废了200万的件……”
说实话,热处理炉这玩意儿,水比表面看起来深多了。 很多工程师选型时只看温度均匀性和功率,却忽略了最致命的东西——比如炉内气流循环的设计,或者氧探头的位置。 你说对吧,买回来才发现问题,晚了。
炉型那么多,到底怎么挑?
先从最常见的聊起。箱式电阻炉,傻大粗,适合单件小批量,但炉门口温差能气死人。 我见过有的厂为了图便宜,用箱式炉做精密齿轮的渗碳——结果齿顶硬度够了,齿根全是软的。 为什么?因为气氛循环不过去啊,角落里甲醇裂解不充分,碳势上不来。
所以后来才有了密封箱式多用炉,带前室,能油淬也能气淬,碳控精度高。 不过话又说回来,多用炉不是万能的。它的推拉链机构故障率奇高,尤其是国产某些牌子,用了不到两年推头就变形,卡料……维修一次停炉三天。
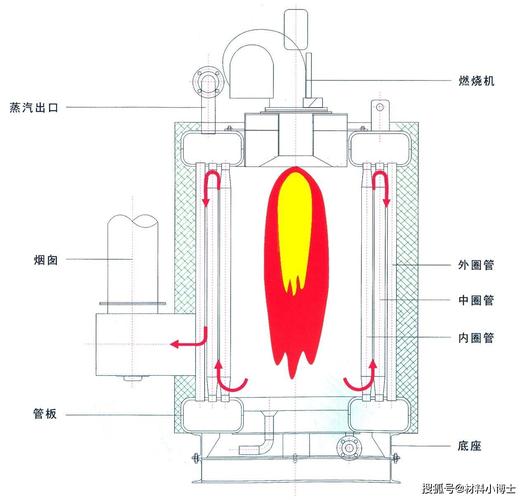
再说台车炉,大型锻件退火必用。但台车炉的密封是个老大难,砂封槽用久了变形,冷空气呼呼往里灌,炉温均匀性从±10℃直接飙到±30℃。 有个铸锻厂的朋友跟我吐槽,他们新买的台车炉,验收时测九点温差才8℃,用了半年再去测,最高点与最低点差45℃!原因竟是地基建了沉降,台车跑偏了……这就是前期基础没做好的锅。
 大型台车式热处理炉砂封结构图
大型台车式热处理炉砂封结构图
还有真空热处理炉,这几年特别火。模具、刀具处理几乎离不了它。 优点不说了,光亮淬火、无氧化。但真空炉的痛点是什么? 第一,冷却速度。气淬时,氮气压力低于10bar的时候,大截面工件根本淬不透。有些国产炉标称10bar,实际工作压力才6-7bar,淬出来马氏体量不足,硬度大打折扣。 第二,真空泵组。罗茨泵、滑阀泵的维护成本高得吓人。有一次客户真空度抽不下去,查了半天是泵油乳化——冷却水泄漏进泵了。那油换一次,两千块,而且还得停机两天清洗管路。
控制系统的猫腻——氧探头寿命谁负责?
气氛炉的灵魂是碳控系统,而碳控系统的魂是氧探头。 可我发现,很多厂家把氧探头当耗材卖,反正用坏了你买新的。 但你知道吗?氧探头的寿命跟安装位置、烧碳黑频率直接相关。 有的设计把氧探头装在炉顶死角,积碳严重,烧碳黑时烧不干净,两个月就报废。 如果你肯花点心思,把氧探头装在气流冲刷良好的位置,并且用外置式烧碳黑装置,寿命延长50%不是梦。
💡一个小技巧:定期测量氧探头内阻,能提前预判寿命。正常内阻在0.1-10KΩ之间,如果突然飙升到50KΩ以上,赶紧换,否则碳势失控,一炉工件全完蛋。
问:热处理炉保温效果突然变差,怎么排查?
答:先别急着找厂家。拿红外热像仪扫一下炉体外部,重点看炉门、热电偶插入口、管道接口。百分之八十是密封材料老化了,比如纤维毯收缩产生缝隙。还有一种可能是炉衬掉砖,内部形成短路气流——这必须停炉后冷修,敲掉重砌。如果保温层湿了更麻烦,升温时水蒸气膨胀会撑裂耐火砖,这时炉壳温度会局部异常高。
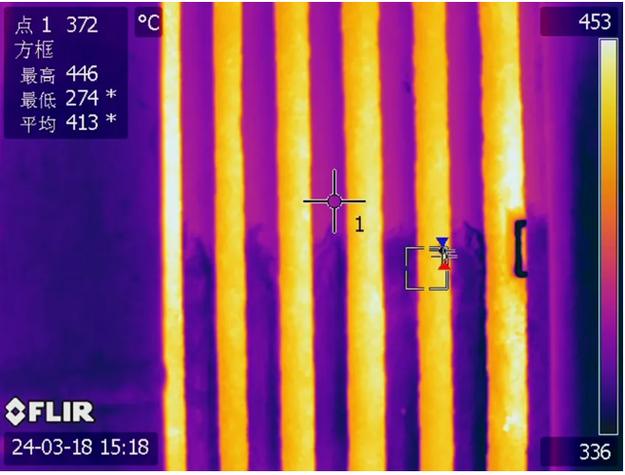 热处理炉炉衬损坏红外检测热像图
热处理炉炉衬损坏红外检测热像图
二手炉能不能买?
 二手炉能不能买?
二手炉能不能买?
经济不景气时,很多厂想买二手炉省钱。 我帮人看过不下十台二手多用炉,结论是:除非你对这炉子知根知底,否则别碰!
有个经典案例:某厂花30万买了台八成新的二手密封箱式炉,外观擦得铮亮。 拉回来试产,发现淬火油槽冷却能力极差。一查,油槽内壁锈蚀严重,换热器堵了一半,油流速根本不达标。 后来才知道,这台炉子原来做轴类渗碳,用的快速淬火油,停用前根本没有排油清洗,残留的油泥把系统全堵了。清洗费花了五万,还耽误了一个月工期。
问:二手热处理炉怎么评估才不踩坑?
答:关键看三点。第一,查炉膛内部:拆掉导风罩,用手电照四周耐火砖,如果砖缝普遍开胶或纤维毯粉化严重,说明高温区经常超温运行。第二,测绝热电阻:冷态下用摇表测加热元件对炉壳绝缘,低于0.5兆欧绝不能要,说明有潮气或金属挥发物沉积,投产后极易短路。第三,看维修记录:如果每次大修只换加热元件不换炉衬,这炉子骨架可能已经变形,炉门翘曲,再修也恢复不了密封性。
说实话,省设备钱远没有省工艺时间来得划算。 我见过聪明的老板,炉子选型时多花15%的预算买了带废气焚烧和余热回收的系统,结果天然气单耗降了30%,不到两年回本。 可大多数人只看眼前……
智能化的坑与机会
 智能化的坑与机会
智能化的坑与机会
现在都搞智能制造,热处理炉也不例外。 加一堆传感器,上MES系统,远程监控。看起来很美好。 但你以为上了系统就能躺着看良品率提升?
有一次去调试,客户抱怨:“明明按照工艺曲线跑的,怎么渗层深浅不一?” 打开数据一看,设定碳势1.1%,实际曲线波动得很,氧探头反应滞后,PLC还在使劲调电磁阀。 根源在哪?控制算法没考虑炉子自身的响应延迟。 很多标准PID算法只适合线性系统,而气氛炉是个大滞后、非线性的系统,需要专门的模糊控制或自适应算法。 厂家拿来主义,直接套模板,当然跑偏。
❗所以,上智能化之前,先把基础自动化整踏实。至少确保:碳势控制用氧探头+CO分析仪双通道,并且控温用SSR代替接触器,减少温度过冲。
还有预测性维护,这是个好东西。 通过监测加热器电流、风机振动频谱,提前发现劣化趋势。 我正帮一个轴承厂做这个项目,用振动传感器贴在淬火油循环泵上,已经成功预警了两次轴承保持架断裂,避免了大停炉。 💡这种数据积累起来,才能真正优化工艺——比如发现某种工件进炉量稍微变化,风机电流就有规律性波动,据此动态调整装炉量。
最后啰嗦一句:热处理炉的文章永远写不完,每个细节都能展开成一本书。选型、维护、工艺、节能……核心还是看人。 再好的炉子,交给不懂的人操作,也是白搭。 所以啊,培训千万别省。