连铸二十年:我踩过的坑与那些让我兴奋的进步
结晶器,那地方是个“玻璃心”
都说结晶器是连铸的心脏,但我看,更像一个娇贵的玻璃心。钢水温度高几度,拉速快一点,保护渣稍微没跟上——DUANG,漏钢。连铸坯的初始凝固壳只有十几毫米厚,要承受巨大的钢水静压力,稍有不当就会撕裂。尤其是包晶钢,那个矫情,温度稍微不对就出裂纹,纵裂、横裂、角裂……烦不胜烦。
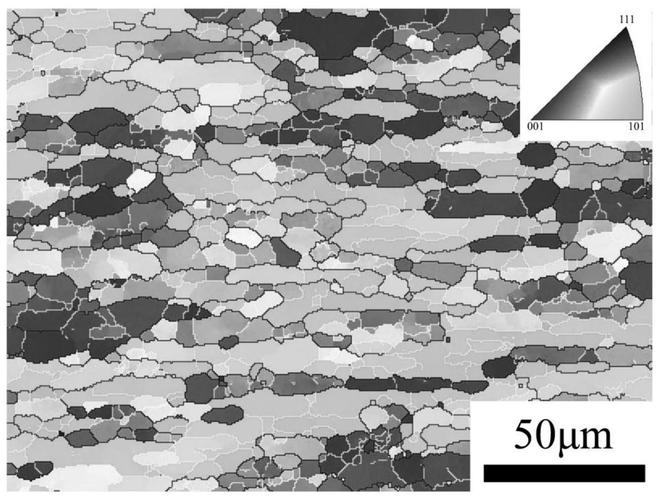
 包晶钢连铸凝固坯壳应力裂纹示意图
包晶钢连铸凝固坯壳应力裂纹示意图
这几年大家都在搞高拉速,包晶钢拉到1.8m/min以上,保护渣的黏度、熔点、结晶特性都要重新调。可很多厂子还是“差不多先生”,渣子几年不换配方,不出事才怪。还有结晶器振动,液压振动比机械振动好太多,可一些老厂为了省那点钱,还在用偏心轮,导致振痕深,角部横裂纹一堆。说白了,装备跟不上,工艺也白搭。
二冷区,看不见的水汽里藏着魔鬼
离开结晶器,坯壳厚度也就20多毫米,带着液态芯进入二冷区。这儿,水雾弥漫,全是水汽,根本看不见铸坯。但偏偏就在这儿,决定内部质量的战斗打响了。二冷强度、水量分布、冷却均匀性……稍有差池,中心偏析、疏松、缩孔、中间裂纹,全来了。
我最受不了的就是喷嘴堵塞。气水冷却喷嘴那点小孔,水质一硬就堵,堵了还不容易发现。等发现铸坯内部质量报警,一查,某一段喷嘴半数不出水了。你说冤不冤?前阵子帮一个厂做诊断,他们板坯中心偏析B类一直降不下来,最后用热像仪扫二冷区,发现南北两侧冷却强度差了近30%——原来喷嘴集管手动调节阀被误动了,没人记录。调整后,偏析直接从1.5级降到0.5级以下。✅ 所以啊,别光盯着连铸机前面的自动化,后面这些“笨”问题才是大头。💡
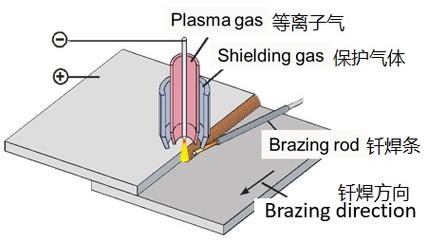
 连铸二冷区喷嘴雾化效果与铸坯冷却热像图
连铸二冷区喷嘴雾化效果与铸坯冷却热像图
问:为什么电磁搅拌用了,中心偏析还是改善不大?
答:电磁搅拌不是万能药。我见过太多人把希望全寄托在M-EMS和F-EMS上,结果其他参数乱搞。电磁搅拌的位置、强度、频率,必须和拉速、过热度、二冷制度匹配。如果过热度太高,钢水流动性好却导致等轴晶比率低,搅拌也难根本逆转。另外,末端电磁搅拌安装位置也关键,离液态穴末端太远或太近都不行。其实,优化过热度控制,结合轻压下技术,效果更靠谱。
智能化?别沦为大屏幕秀
现在到处讲智能制造,连铸也不例外。漏钢预报、质量判定、动态二冷控制、数字孪生……概念一堆。可实际落地效果,说实话,有的真不敢恭维。我去过一个企业,花了两三百万上了一套智能连铸系统,结果大屏做得绚丽,数据跳动,报警声不断,但操作工最后把报警关了,说误报太多。一查,结晶器热电偶安装不到位,信号漂移,模型输入都是垃圾,输出能好?
我认为,连铸智能化首先要解决数据质量。振动摩擦、热流密度、液位波动、二冷水温水量……这些底层传感器如果不准,任何模型都是空中楼阁。这几年比较靠谱的是基于机器视觉的铸坯表面缺陷检测,以及利用深度学习的漏钢预测,确实有实际效果。不过,还是要结合工艺专家的经验,不能迷信算法。
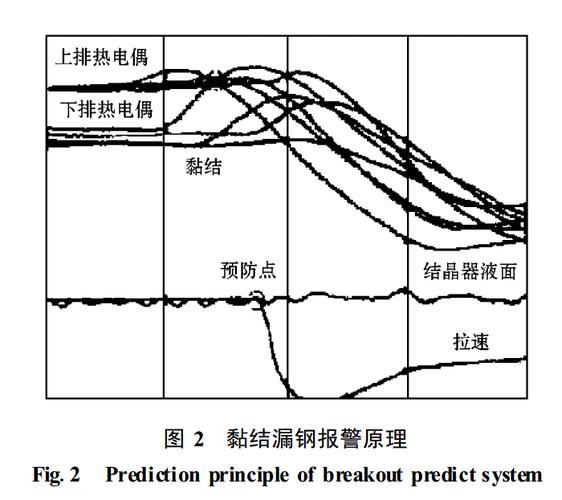 连铸漏钢预报系统热电偶布置与热像图界面
连铸漏钢预报系统热电偶布置与热像图界面
问:无头轧制到底是不是连铸的终极形态?
答:无头轧制,即连铸连轧,把连铸和热轧直接连起来,省掉加热炉,节能效果显著。目前阿维迪的ESP线、浦项的CEM技术都已工业化,国内也有了。但这玩意对连铸的稳定性要求极高,一旦连铸端出点小问题,比如拉速波动、漏钢预报动作,整条线都得停,损失巨大。所以,不是所有钢厂都适合。薄带连铸更前沿,直接把钢水铸成1-3mm薄带,冷却速度极快,晶粒细化,性能独特,但控制难度极大,目前只有纽柯的Castrip为代表,国内也在攻关。说实话,未来十年,恐怕还是传统连铸为主,但头部企业一定会往无头轧制走。
最后说的:连铸的进步,在细节里
 最后说的:连铸的进步,在细节里
最后说的:连铸的进步,在细节里
我经常跟年轻工程师说,连铸这门技术,原理一百年前就有了,但今天依然在演进。进步不是来自惊天动地的发明,而是在那些烦人的小细节里:保护渣的成分微调、喷嘴的定期清洗、热电偶的可靠安装、拉矫辊的间隙管理……。每次去现场,我都能发现新的坑,但也总有新的解决思路。有时候挺让人崩溃的,但问题解决的那一刻,又觉得这挺有意思。
连铸路漫漫,还得踏实干。对吧?