航空制造中的真空炉:从选型误区到最新工艺演进
前阵子去一家做发动机叶片的厂,他们新上了一条钎焊线,结果真空炉选了半年还没定。不是没钱,是型号太多,参数看花了眼。这事儿吧,挺典型的。真空炉这东西,看着原理简单——抽真空、加热、冷却,但真正用到航空零件上,差一点就出大问题。
 航空发动机镍基高温合金叶片真空热处理
说到这,总有人问:真空炉是不是只能做热处理?其实远不止。航空制造里,真空钎焊、真空烧结、甚至真空扩散焊都在用。比如航空发动机的蜂窝封严环,就是真空钎焊做的。普通的火焰钎焊根本达不到那种均匀性。
问:真空钎焊炉和真空热处理炉能通用吗?
答:不能!千万别混用。虽然都是真空炉,但钎焊炉对温度均匀性和升降温速率要求更严苛,而且往往需要多区独立控温。另外,钎焊过程中焊料挥发会污染炉膛,如果你拿热处理炉去做钎焊,用不了多久炉内绝缘就会下降,加热元件也容易被腐蚀。反过来,钎焊炉做热处理也不合适,因为控温逻辑不一样,温度均匀性可能不达标。我见过一个厂图便宜,硬拿钎焊炉做钛合金时效,结果一炉零件全报废,表面发蓝还起皮。
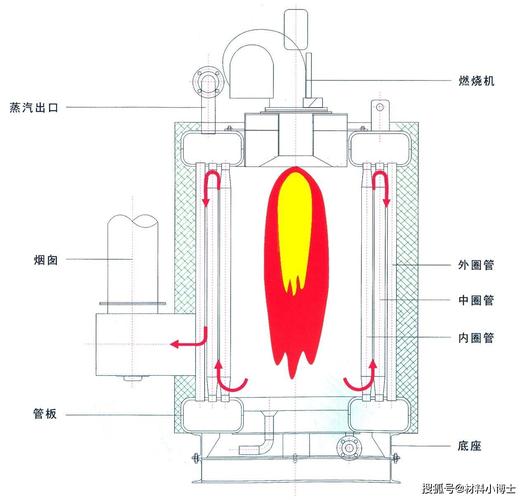
真空炉内部石墨加热室与隔热屏结构
问:真空炉的极限真空度是不是越高越好?
答:很多人在这里交学费。极限真空度高,代表设备本身密封和抽气系统好,但对你具体工艺未必有意义。比如做钛合金热处理,工作真空度一般也就10^-3 Pa量级,再高反而可能造成合金元素蒸发,改变表面成分。而对于某些难熔金属烧结,可能需要10^-4 Pa甚至更高。所以别盲目追求极限值,要看工作真空度和抽气时间——从大气压抽到目标真空度要多久?这直接影响效率。
冷却系统也不能马虎。航空零件对冷却速率敏感,尤其是固溶处理后需要快速淬火。真空炉的冷却方式有气淬和油淬。气淬用高纯惰性气体(氩气、氮气)吹冷,分2bar、6bar、10bar等不同压力。油淬冷却更快但可能引入污染。现在高端炉子都在搞高压气淬,10 bar以上,配备高效热交换器,冷却速度不输油淬,而且零件出来干干净净。
我前年给一个客户调试过一台6bar气淬炉,开始冷速不够,零件总有少量α相析出。后来发现是管道设计不合理,气体循环有死角。改了导流板,冷速直接上来了。这种细节,靠看样本根本看不出来。
最新实践:智能化与工艺集成的趋势
工业4.0喊了这么多年,真空炉这块儿终于有点动静了。现在的设备,不带个物联网模块都不好意思叫高端。远程监控、预测性维护、工艺数据自动记录,这些确实有用。你比如真空度波动、加热电流异常,系统提前预警,避免一炉零件报废,那省的钱可不止一台炉子的差价。
还有些厂在推工艺集成,就是一台炉子既能做真空热处理又能做低压渗碳、碳氮共渗。航空制造里,这种灵活性暂时接受度不高,因为航空规范太死,工艺验证复杂。不过在汽车和工模具行业用得挺多。
问:现在国内真空炉和进口的差距大吗?
答:说句实话,硬件差距在缩小。国产炉的机械加工、控制仪表都不差,尤其是真空机组(罗茨泵、扩散泵)很多就是莱宝、爱德华的授权生产。差距主要在热场设计和工艺软件的算法上。进口炉子控温更细腻,升降温曲线能精确到每一段,而且长期稳定性好。但进口货贵啊,售后还慢。我建议关键航空件用进口,一般工业件国产足够,但务必盯紧验收测试。
另外,现在有个趋势是热等静压(HIP)联合工艺,有些涡轮叶片生产先用真空铸造,再热等静压,最后真空热处理。高端航空制造厂都在上这种集成产线,真空炉只是其中一环,但位置不可替代。
这篇文章没打算给你一个万能选型表,因为每个厂的产品、工艺、预算都不一样。但核心就一条:别只看参数,要看工艺适应性。有条件,拉个样件去试炉,看表面质量、测力学性能,比看一百页样本都管用。
好了,就扯这么多。希望下次你选炉子的时候,脑子里能多问几个为什么。
航空发动机镍基高温合金叶片真空热处理
说到这,总有人问:真空炉是不是只能做热处理?其实远不止。航空制造里,真空钎焊、真空烧结、甚至真空扩散焊都在用。比如航空发动机的蜂窝封严环,就是真空钎焊做的。普通的火焰钎焊根本达不到那种均匀性。
问:真空钎焊炉和真空热处理炉能通用吗?
答:不能!千万别混用。虽然都是真空炉,但钎焊炉对温度均匀性和升降温速率要求更严苛,而且往往需要多区独立控温。另外,钎焊过程中焊料挥发会污染炉膛,如果你拿热处理炉去做钎焊,用不了多久炉内绝缘就会下降,加热元件也容易被腐蚀。反过来,钎焊炉做热处理也不合适,因为控温逻辑不一样,温度均匀性可能不达标。我见过一个厂图便宜,硬拿钎焊炉做钛合金时效,结果一炉零件全报废,表面发蓝还起皮。
真空炉内部石墨加热室与隔热屏结构
问:真空炉的极限真空度是不是越高越好?
答:很多人在这里交学费。极限真空度高,代表设备本身密封和抽气系统好,但对你具体工艺未必有意义。比如做钛合金热处理,工作真空度一般也就10^-3 Pa量级,再高反而可能造成合金元素蒸发,改变表面成分。而对于某些难熔金属烧结,可能需要10^-4 Pa甚至更高。所以别盲目追求极限值,要看工作真空度和抽气时间——从大气压抽到目标真空度要多久?这直接影响效率。
冷却系统也不能马虎。航空零件对冷却速率敏感,尤其是固溶处理后需要快速淬火。真空炉的冷却方式有气淬和油淬。气淬用高纯惰性气体(氩气、氮气)吹冷,分2bar、6bar、10bar等不同压力。油淬冷却更快但可能引入污染。现在高端炉子都在搞高压气淬,10 bar以上,配备高效热交换器,冷却速度不输油淬,而且零件出来干干净净。
我前年给一个客户调试过一台6bar气淬炉,开始冷速不够,零件总有少量α相析出。后来发现是管道设计不合理,气体循环有死角。改了导流板,冷速直接上来了。这种细节,靠看样本根本看不出来。
最新实践:智能化与工艺集成的趋势
工业4.0喊了这么多年,真空炉这块儿终于有点动静了。现在的设备,不带个物联网模块都不好意思叫高端。远程监控、预测性维护、工艺数据自动记录,这些确实有用。你比如真空度波动、加热电流异常,系统提前预警,避免一炉零件报废,那省的钱可不止一台炉子的差价。
还有些厂在推工艺集成,就是一台炉子既能做真空热处理又能做低压渗碳、碳氮共渗。航空制造里,这种灵活性暂时接受度不高,因为航空规范太死,工艺验证复杂。不过在汽车和工模具行业用得挺多。
问:现在国内真空炉和进口的差距大吗?
答:说句实话,硬件差距在缩小。国产炉的机械加工、控制仪表都不差,尤其是真空机组(罗茨泵、扩散泵)很多就是莱宝、爱德华的授权生产。差距主要在热场设计和工艺软件的算法上。进口炉子控温更细腻,升降温曲线能精确到每一段,而且长期稳定性好。但进口货贵啊,售后还慢。我建议关键航空件用进口,一般工业件国产足够,但务必盯紧验收测试。
另外,现在有个趋势是热等静压(HIP)联合工艺,有些涡轮叶片生产先用真空铸造,再热等静压,最后真空热处理。高端航空制造厂都在上这种集成产线,真空炉只是其中一环,但位置不可替代。
这篇文章没打算给你一个万能选型表,因为每个厂的产品、工艺、预算都不一样。但核心就一条:别只看参数,要看工艺适应性。有条件,拉个样件去试炉,看表面质量、测力学性能,比看一百页样本都管用。
好了,就扯这么多。希望下次你选炉子的时候,脑子里能多问几个为什么。
航空制造为什么离不开真空炉
在航空领域,钛合金、高温合金、精密结构件的热处理,几乎被真空炉垄断了。为啥?无氧化、无脱碳、表面光亮是基本要求,更深层的是脱气效果。像钛合金在高温下极易吸氢,普通气氛炉根本控制不住氢脆风险。真空环境下,材料内部的溶解气体能被抽出来,力学性能直接提升一个档次。 还记得有一次处理一种镍基单晶叶片,用了真空固溶处理,做完后表面是灰白色的金属光泽,跟刚打磨过一样。那种惊艳感——外行人可能觉得没啥,但搞冶金的都知道,这得是多干净的炉子才能烧出来。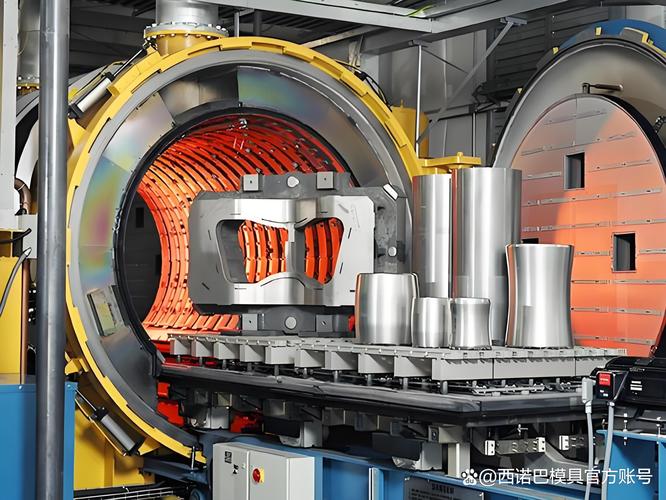 航空发动机镍基高温合金叶片真空热处理
说到这,总有人问:真空炉是不是只能做热处理?其实远不止。航空制造里,真空钎焊、真空烧结、甚至真空扩散焊都在用。比如航空发动机的蜂窝封严环,就是真空钎焊做的。普通的火焰钎焊根本达不到那种均匀性。
问:真空钎焊炉和真空热处理炉能通用吗?
答:不能!千万别混用。虽然都是真空炉,但钎焊炉对温度均匀性和升降温速率要求更严苛,而且往往需要多区独立控温。另外,钎焊过程中焊料挥发会污染炉膛,如果你拿热处理炉去做钎焊,用不了多久炉内绝缘就会下降,加热元件也容易被腐蚀。反过来,钎焊炉做热处理也不合适,因为控温逻辑不一样,温度均匀性可能不达标。我见过一个厂图便宜,硬拿钎焊炉做钛合金时效,结果一炉零件全报废,表面发蓝还起皮。
航空发动机镍基高温合金叶片真空热处理
说到这,总有人问:真空炉是不是只能做热处理?其实远不止。航空制造里,真空钎焊、真空烧结、甚至真空扩散焊都在用。比如航空发动机的蜂窝封严环,就是真空钎焊做的。普通的火焰钎焊根本达不到那种均匀性。
问:真空钎焊炉和真空热处理炉能通用吗?
答:不能!千万别混用。虽然都是真空炉,但钎焊炉对温度均匀性和升降温速率要求更严苛,而且往往需要多区独立控温。另外,钎焊过程中焊料挥发会污染炉膛,如果你拿热处理炉去做钎焊,用不了多久炉内绝缘就会下降,加热元件也容易被腐蚀。反过来,钎焊炉做热处理也不合适,因为控温逻辑不一样,温度均匀性可能不达标。我见过一个厂图便宜,硬拿钎焊炉做钛合金时效,结果一炉零件全报废,表面发蓝还起皮。
选型时最容易被忽视的几个技术细节
很多人选炉子只看两个参数:最高温度和极限真空度。错!大错特错!真空炉的核心其实是均温区和冷却能力。 先说均温区。航空规范(比如AMS2750)对炉温均匀性要求极高,通常是±5℃甚至±3℃。但很多厂家标的数据是空载测的,放上负载之后温差可能飙到±15℃。所以一定要让对方做满载测试,而且测9点或12点,不能只测个3点凑数。 加热元件也关键。现在主流是钼带或者石墨。钼带电炉在高温下容易挥发,污染工件,但升温快;石墨元件热场稳定,适合长周期高温工艺,但容易落尘。选哪种?看你的产品。航空精密件,我一般倾向高纯石墨,不过需要配扩散泵抽速足够,防止碳污染。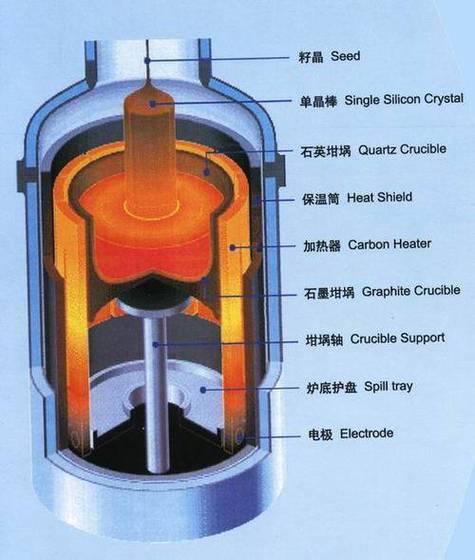 真空炉内部石墨加热室与隔热屏结构
问:真空炉的极限真空度是不是越高越好?
答:很多人在这里交学费。极限真空度高,代表设备本身密封和抽气系统好,但对你具体工艺未必有意义。比如做钛合金热处理,工作真空度一般也就10^-3 Pa量级,再高反而可能造成合金元素蒸发,改变表面成分。而对于某些难熔金属烧结,可能需要10^-4 Pa甚至更高。所以别盲目追求极限值,要看工作真空度和抽气时间——从大气压抽到目标真空度要多久?这直接影响效率。
冷却系统也不能马虎。航空零件对冷却速率敏感,尤其是固溶处理后需要快速淬火。真空炉的冷却方式有气淬和油淬。气淬用高纯惰性气体(氩气、氮气)吹冷,分2bar、6bar、10bar等不同压力。油淬冷却更快但可能引入污染。现在高端炉子都在搞高压气淬,10 bar以上,配备高效热交换器,冷却速度不输油淬,而且零件出来干干净净。
我前年给一个客户调试过一台6bar气淬炉,开始冷速不够,零件总有少量α相析出。后来发现是管道设计不合理,气体循环有死角。改了导流板,冷速直接上来了。这种细节,靠看样本根本看不出来。
真空炉内部石墨加热室与隔热屏结构
问:真空炉的极限真空度是不是越高越好?
答:很多人在这里交学费。极限真空度高,代表设备本身密封和抽气系统好,但对你具体工艺未必有意义。比如做钛合金热处理,工作真空度一般也就10^-3 Pa量级,再高反而可能造成合金元素蒸发,改变表面成分。而对于某些难熔金属烧结,可能需要10^-4 Pa甚至更高。所以别盲目追求极限值,要看工作真空度和抽气时间——从大气压抽到目标真空度要多久?这直接影响效率。
冷却系统也不能马虎。航空零件对冷却速率敏感,尤其是固溶处理后需要快速淬火。真空炉的冷却方式有气淬和油淬。气淬用高纯惰性气体(氩气、氮气)吹冷,分2bar、6bar、10bar等不同压力。油淬冷却更快但可能引入污染。现在高端炉子都在搞高压气淬,10 bar以上,配备高效热交换器,冷却速度不输油淬,而且零件出来干干净净。
我前年给一个客户调试过一台6bar气淬炉,开始冷速不够,零件总有少量α相析出。后来发现是管道设计不合理,气体循环有死角。改了导流板,冷速直接上来了。这种细节,靠看样本根本看不出来。
最新实践:智能化与工艺集成的趋势
 最新实践:智能化与工艺集成的趋势
工业4.0喊了这么多年,真空炉这块儿终于有点动静了。现在的设备,不带个物联网模块都不好意思叫高端。远程监控、预测性维护、工艺数据自动记录,这些确实有用。你比如真空度波动、加热电流异常,系统提前预警,避免一炉零件报废,那省的钱可不止一台炉子的差价。
还有些厂在推工艺集成,就是一台炉子既能做真空热处理又能做低压渗碳、碳氮共渗。航空制造里,这种灵活性暂时接受度不高,因为航空规范太死,工艺验证复杂。不过在汽车和工模具行业用得挺多。
问:现在国内真空炉和进口的差距大吗?
答:说句实话,硬件差距在缩小。国产炉的机械加工、控制仪表都不差,尤其是真空机组(罗茨泵、扩散泵)很多就是莱宝、爱德华的授权生产。差距主要在热场设计和工艺软件的算法上。进口炉子控温更细腻,升降温曲线能精确到每一段,而且长期稳定性好。但进口货贵啊,售后还慢。我建议关键航空件用进口,一般工业件国产足够,但务必盯紧验收测试。
另外,现在有个趋势是热等静压(HIP)联合工艺,有些涡轮叶片生产先用真空铸造,再热等静压,最后真空热处理。高端航空制造厂都在上这种集成产线,真空炉只是其中一环,但位置不可替代。
这篇文章没打算给你一个万能选型表,因为每个厂的产品、工艺、预算都不一样。但核心就一条:别只看参数,要看工艺适应性。有条件,拉个样件去试炉,看表面质量、测力学性能,比看一百页样本都管用。
好了,就扯这么多。希望下次你选炉子的时候,脑子里能多问几个为什么。
最新实践:智能化与工艺集成的趋势
工业4.0喊了这么多年,真空炉这块儿终于有点动静了。现在的设备,不带个物联网模块都不好意思叫高端。远程监控、预测性维护、工艺数据自动记录,这些确实有用。你比如真空度波动、加热电流异常,系统提前预警,避免一炉零件报废,那省的钱可不止一台炉子的差价。
还有些厂在推工艺集成,就是一台炉子既能做真空热处理又能做低压渗碳、碳氮共渗。航空制造里,这种灵活性暂时接受度不高,因为航空规范太死,工艺验证复杂。不过在汽车和工模具行业用得挺多。
问:现在国内真空炉和进口的差距大吗?
答:说句实话,硬件差距在缩小。国产炉的机械加工、控制仪表都不差,尤其是真空机组(罗茨泵、扩散泵)很多就是莱宝、爱德华的授权生产。差距主要在热场设计和工艺软件的算法上。进口炉子控温更细腻,升降温曲线能精确到每一段,而且长期稳定性好。但进口货贵啊,售后还慢。我建议关键航空件用进口,一般工业件国产足够,但务必盯紧验收测试。
另外,现在有个趋势是热等静压(HIP)联合工艺,有些涡轮叶片生产先用真空铸造,再热等静压,最后真空热处理。高端航空制造厂都在上这种集成产线,真空炉只是其中一环,但位置不可替代。
这篇文章没打算给你一个万能选型表,因为每个厂的产品、工艺、预算都不一样。但核心就一条:别只看参数,要看工艺适应性。有条件,拉个样件去试炉,看表面质量、测力学性能,比看一百页样本都管用。
好了,就扯这么多。希望下次你选炉子的时候,脑子里能多问几个为什么。