吹塑实战录:从崩溃到顿悟的车间记忆
别被‘吹’字骗了,型坯是灵魂
外行看吹塑,总以为核心是‘吹气’。其实大错特错。吹胀比、模具冷却、气压曲线……这些固然关键,但真正决定制品质量的,是掉下来的那根型坯。型坯的壁厚分布、温度均匀性、垂伸控制,这三座大山,压得工程师喘不过气。你辛辛苦苦调好了程序,结果车间温度一变,型坯长度就漂移。简直让人抓狂。
尤其做汽车进气管这类异形件,型坯必须按变截面程序挤出,这个储料缸芯模的位移曲线,我调过整整三天。那个意大利工程师看了我的参数,摇头说‘不可能合格’。可我就是一根筋,把曲线改成波浪形,在某个拐点故意让壁厚激增,补偿吹胀时的局部拉伸。结果——成了!老头瞪大眼睛,说了句‘疯狂’。那是真开心啊。有时候,经验就藏在这种大胆的尝试里。
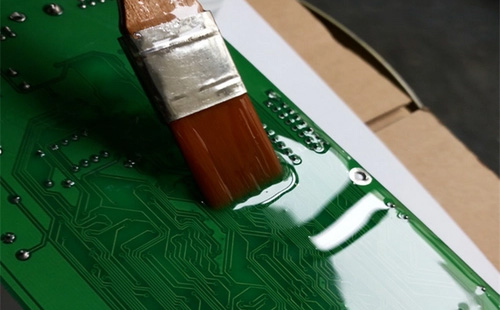
 吹塑型坯壁厚控制原理示意图
吹塑型坯壁厚控制原理示意图
不过话说回来,现在很多年轻人迷恋模拟软件,忽略了原材料批次差异。同一牌号的HDPE,不同厂家,甚至同一厂家不同月份,熔指波动都能让你怀疑人生。我有一次就栽在这上面。那批料流动性贼好,型坯下垂速度比平时快,所有参数都得重调。所以啊,每批料进厂,先打个小样,别偷这个懒。这是血泪教训。
当环保材料遇上吹塑——是馅饼还是陷阱?
这几年,客户动不动就说‘我们要可降解的,要PLA吹塑瓶’。一听这话,我头皮就发麻。PLA那玩意儿,热稳定性差,熔体强度低,一吹就破。你给它加点增韧剂,降解性能又打折扣。矛盾得不行。可市场逼着你搞啊。我们团队试了半年,最后用多层共挤技术,中间层用PBAT改性PLA,内层用极薄的传统PE做阻隔层,勉强凑合出个护肤品容器。客户拿到样品,轻飘飘说了句‘手感不错’。我差点一口老血喷出来——他们根本不知道我们在车间经历了什么!
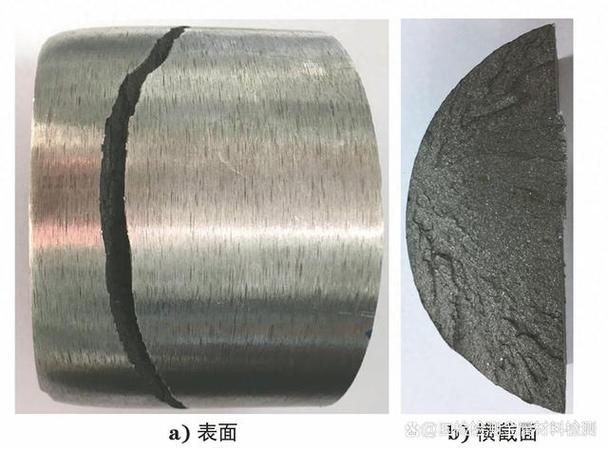
 环保材料PLA吹塑瓶缺陷实例
环保材料PLA吹塑瓶缺陷实例
但也不全是糟心事。有一次,用回收PET料吹工业零件,居然性能不输新料。因为瓶片回收的PET分子量降解刚好在工艺窗口内,吹出来的零件结晶度控制得不错。这算是意外之喜吧。所以说,材料这回事,永远别想当然。小批量试,大胆试,反正吹塑模具相对便宜,试错成本不算太高。
问:为什么我家的吹塑产品总是出现壁厚不均,尤其在转角处?
答:这个问题太经典了。首先检查型坯程序,看对应转角位置的壁厚输出是否做了补偿。通常经验是在转弯前3-5毫米就开始增加壁厚,因为材料有流动延迟。其次,模具温度是否均匀?很多厂不重视模温机,用直通水冷却,结果模温上下差十几度,材料流动速度不同,自然薄厚不一。最后,看看你的气针位置,气流是否把型坯推得太猛导致局部过薄。慢慢排除,别急。
模具冷却——看不见的战场
 模具冷却——看不见的战场
模具冷却——看不见的战场
吹塑模具,大家往往只关心分型面和排气槽。但真正决定效率和利润的,是冷却水道。一模腔产品,周期10秒和15秒,一天下来的产能差距,你自己算。有些模具厂偷懒,水道就用钻孔直通,根本不考虑湍流效应。结果水在里面走层流,热量带不走,模具表面温度蹭蹭涨。产品冷却不足,出来就变形。我见识过最夸张的厂,夏天用冰块往水箱里扔,笑死个人。高效水道必须设计成环形或者螺旋形,使用高压水泵确保雷诺数大于4000。有条件的话,用3D打印随形冷却——虽然贵,但周期能缩短30%以上。对于大批量订单,几个月就回本。
问:我们打算上一套吹塑线,主要做5升润滑油桶,模具冷却水道直径该选多大?
答:这个问题没有死答案,但可以给个经验公式:水道直径一般取模具冷却面到水道中心距离的4-8倍,常用8-12mm。不过关键不是直径,是流量和压降。确保每条水道流速不低于2m/s,最好用冷却水分水器独立调节每条回路。另外,润滑油桶的把手部位容易缩水,那个区域单独加一组冷却。别吝啬不锈钢快速接头,漏水一次就够你受的。
这几年还有个趋势,就是微发泡吹塑,在型坯里注入氮气。这玩意儿能减轻重量,还能减少翘曲。但气孔均匀性控制极难。我们试了一年,产品表面老是出现银纹。最后发现是螺杆背压没设好,气体没完全溶解。调高背压到150bar,问题解决。你看,细节决定成败。有时候问题根本不在吹塑机上,在塑化单元。很多人傻乎乎换模具,白花钱。
吹塑行业吧,入门门槛不高,但做精很难。它是个经验密集型的手艺活,再加上一点现代自动化,就成了。这几年设备进步挺快,全电动吹塑机精度上来不少,但很多老厂还在用液压机,脾气古怪,得哄着。就像对待老朋友,你摸透它的性子,它就乖乖干活。哪天它不听话了,也别急,抽根烟,听听它哪里不舒服。大概率就是哪个密封圈老化了,或者滤网堵了。干我们这行的,耐心比什么都重要。