挤出成型老调不好?别光盯着温控表——
上周去东莞一家管材厂,车间主任拉着我诉苦:螺杆换了三根,机头拆了不下二十回,壁厚还是忽大忽小。我说你模头压力测过吗?他一愣。唉,又是这样。
挤出这行当吧,说简单也简单,塑料一熔一推一冷却,完事儿。但真要玩得转——特别是异型材、多层共挤这些——脑子得拐过好几道弯。很多人一遇到问题就调温度,螺杆转速,恨不得把操作面板按烂,却不肯往上游想半步。
今天不聊教材上的理论,就扯点车间里真金白银砸出来的教训。没准儿哪条就戳中你痛处。
螺杆,不是越贵越好
有阵子客户特别迷信进口螺杆,镀铬的、双金属的,一根十几万眼都不眨。结果呢?塑化不均匀,糊料烧得黑烟直冒。为啥?配方里碳酸钙加到了40%,高填充体系还用高剪切螺杆,不是找抽嘛!螺杆设计必须跟物料匹配,这是铁律。✅ 国内不少改性料流动性极差,反而需要加大螺槽深度、降低压缩比,有时候土得掉渣的等距等深螺杆比那金光闪闪的分离型螺杆好使得多。
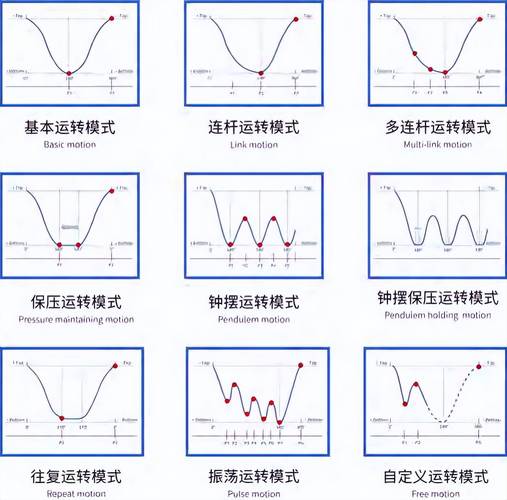
 挤出机螺杆类型与物料匹配示意图
挤出机螺杆类型与物料匹配示意图
去年帮一家做PE发泡板的厂改造设备,就换了根国产普通渐变螺杆,配合调整口模平直段长度,发泡倍率稳得一批。老板非要请喝酒。说实话,成就感爆棚。
模头那点事儿,多数人死在“想当然”
见过太多模头设计——流道展开计算靠拍脑袋,修模全靠钳工锉刀。💡 现在都2025年了兄弟,模流分析软件不贵还准,非要用老辈子的“经验流”,一出问题就开模具、扩流道、焊分流梭,大几千扔进去连个响都听不到。
讲个真事儿:一哥们做PVC门窗异型材,内筋老是塌。他认定是定型模冷却不够,加长水箱、降低水温,折腾半个月。最后拿模流仿真一看——内筋处滞流导致降解,气体析出形成空洞,跟冷却有毛关系!改了点浇口位置,流道平衡一优化,立马就好了。
所以啊,遇到挤出稳定性问题,先查模头压力波动和滞留时间分布,别老跟加热圈较劲。
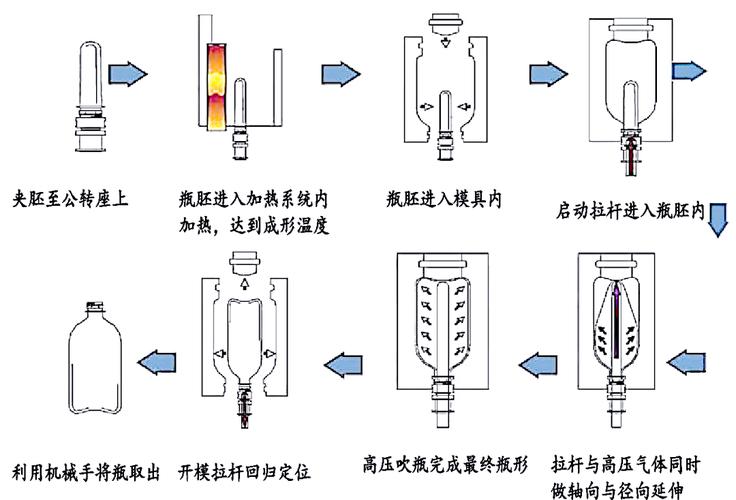
 异型材挤出模头流道分析图
异型材挤出模头流道分析图
冷却定型:慢就是快
这条特别反直觉。谁不想拉快产能?牵引提速,结果表面鲨鱼皮、尺寸乱跳,后段又拼命加冷却水……恶性循环。❗ 骤冷是挤出的隐形杀手,尤其对结晶性塑料,你让它来不及结晶就冻结,内应力大得吓人,后期翘曲变形只有埋头的份儿。
我现在的口头禅:你急个啥?挤出速度上去0.3米,废品率涨5%,算算账到底谁划算?
这里必须提下真空定型技术,不是单纯抽吸,关键是负压梯度和水雾分布。我们测过,一套设计合理的干式真空定型台,在相同产能下比传统浸浴式长3米仍能保证尺寸——但很多老板嫌贵,宁愿多两个操作工在后面锯料头。唉。
QA环节,挑两个最常被问的
问:共挤层间结合力不够,是不是相容剂问题?
答:八成是界面温度太低!两种熔体到汇合处就剩180℃,半凝固状态你指望它粘牢?相容剂加得冤死。先测合流前各层熔温,保持至少高于维卡软化点30℃,不行再调口模内流道间隙。这招省了我一堆相容剂钱。
问:新上的同向双螺杆挤出机,排气口冒料怎么破?
答:别急着怪真空泵。先数数喂料段温度是不是太高了?导致物料提前塑化,螺槽充不满,真空一抽就翻上来。把喂料区温度降10-15℃,让物料进到排气段刚好半熔融,问题解决。如果再不行,查螺杆组合——反向输送元件位置可能有问题,这种麻烦就得请厂家过来重新配了。
智能化这块,别光贴个“工业4.0”的皮
 智能化这块,别光贴个“工业4.0”的皮
智能化这块,别光贴个“工业4.0”的皮
现在展会上满眼的物联网挤出机,屏幕上跳着能耗曲线、OEE数据,酷炫吧?可背后多半是数据采集孤岛。真正的智能挤出是模型闭环控制:在线测厚仪实时反馈给牵引和螺杆转速,熔温熔压多参数耦合,机器自己学习最佳设定。这玩意儿国内有几家真正落地了?大部分还是温度单回路PID,加点报警推送就敢喊智能化。
不过话说回来,这两年机器学习预测熔体破裂的算法进步很大,我们试了一套,确实能提前几十秒预警鲨鱼皮缺陷,减少停机损耗。💡 值得关注,但别被销售忽悠,得看他们数据集够不够大,样本覆盖你的工况没。
挤出这行,细节能说上三天三夜。螺杆积料、机头渗料、定径套磨损……每个点都能写本书。但说穿了就一句话:尊重材料,尊重流体,别跟物理定律较劲。你把熔体当大爷伺候舒服了,它自然给你出好产品。
顺便啰嗦一句——定期清理模头流道啊同志们!别等分解物堵了30%的流道才纳闷怎么压力飙升。预防性维护那点时间,绝对比半夜抢修划得来。