压铸这活儿,没掉过坑都不好意思说自己是老师傅
压铸这门手艺,说实话,外边人看着就是“咣当”一下,铝水进去,铸件出来。简单粗暴。但干过的人都知道——全他妈是细节。一个参数没盯住,气孔、缩松、冷隔就排队找你。有时候大半夜被叫回车间,就为了0.5秒的增压时间。唉。
高速充填的浪漫与狼狈
压铸最迷人的地方,就是那个高压高速。铝液在几十毫秒内被怼进模具型腔,比F1换胎还快。但出问题也快。有一次新模试产,速度调到4米/秒,那声音——嘶吼得跟战斗机似的。开模一看,飞边比我手指还厚,顶出都困难。后来老老实实降到2.8米/秒,瞬间安静了,铸件反而光亮。所以别迷信参数表,现场调试才是真功夫。
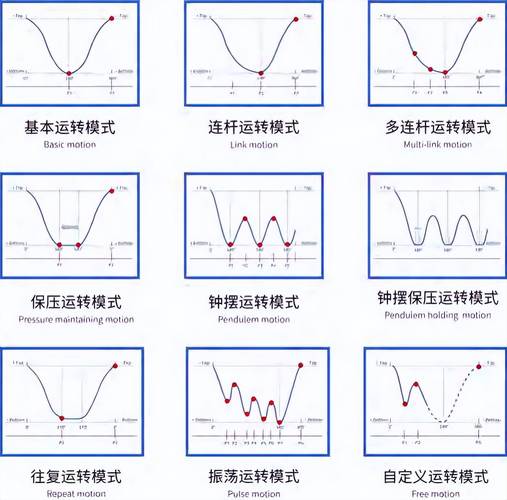
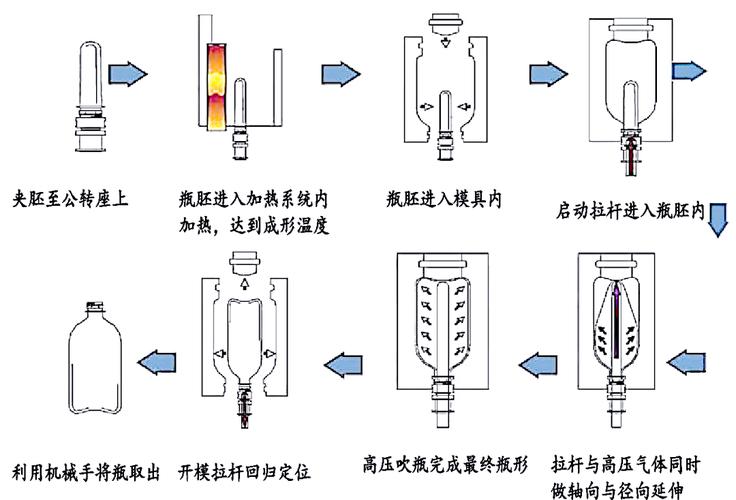
 压铸机高速充填瞬间慢动作拍摄
压铸机高速充填瞬间慢动作拍摄
说到速度,就得提真空压铸。现在新能源车的结构件,没真空根本不敢做。型腔里的空气不抽干净,气孔就像定时炸弹。我们去年上一套真空系统,光调试就搞了三天——阀的响应慢10毫秒,废品率直接飙到15%。逼得厂家技术员当场写程序。😂
问:都说真空压铸好,为什么有些中小厂还是不用?
答:贵啊!一套靠谱的真空阀加上真空泵、控制系统,几十万打底。而且维护麻烦,密封圈是耗材,换得勤。小批量件,比如灯具支架之类的,客户给不起价,你上真空就是亏本。但长远看,没真空很多高端单子接不了——现在新能源车企二方审核,点名要真空压铸能力。所以咬牙也得投。
模具——烧钱的艺术品
压铸模具?那真是比精密机械表还娇贵的东西。H13钢动不动就是进口的,热处理得做三次回火,硬度偏差超过1HRC就可能开裂。我见过一套模具,才压了2000模次,滑块就裂了——追查下去,钢厂批次搞错了。赔了三十多万,交期全耽误。那段时间我看到模具图纸就胃疼。
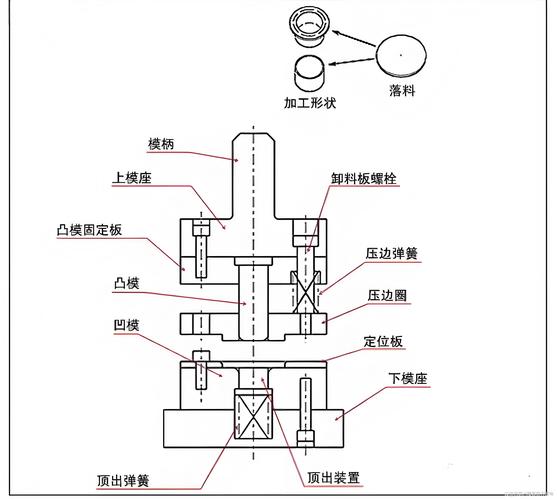
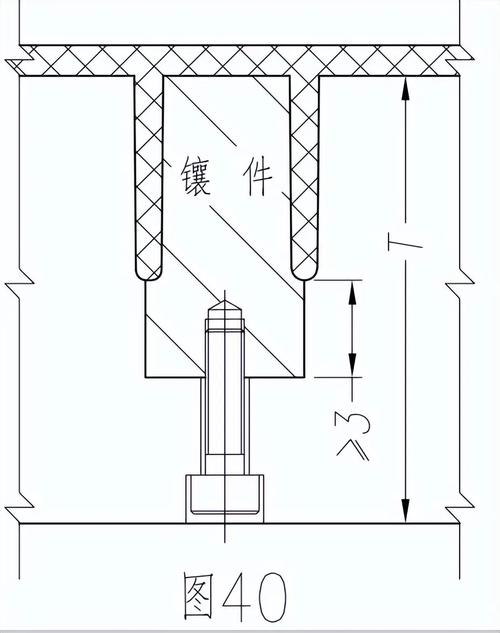 复杂压铸模具镶块设计图细节
复杂压铸模具镶块设计图细节
冷却水路设计也很要命。水路排布不合理,局部过热,缩孔缩松就扎堆。现在都用模流分析软件模拟,但软件算出来完美,实际一压还是可能出缺陷。为什么?因为铝液温度在料筒里就降了,软件很难精准模拟。所以必须结合经验,比如在热节处加点冷,或者改变浇口位置。这一点,老模具工的手感比电脑靠谱。
问:模具裂了能焊补吗?还是只能报废?
答:看裂在哪。分型面附近、受力不大的地方,可以用激光焊补或氩弧焊,但焊后要消除应力。不过一旦裂穿到水路,或者结构性开裂,基本上废了。修修补补勉强能用,但很容易再裂,而且飞边会越来越严重,咬模风险也高。大厂一般定规矩:关键部位裂,直接下新模,别舍不得钱——生产停一天损失可能就够做半个模了。
合金料,别只盯价格
 合金料,别只盯价格
合金料,别只盯价格
压铸铝合金牌号一堆,ADC12、A380、AlSi10Mg... 选料不能光看吨价,得看流动性、热裂倾向、补缩能力。我们吃过亏:为了降本,换了一家便宜点的ADC12供应商,结果料筒粘得跟狗皮膏药似的,柱塞头三天换一套。一算细账,停工损失和配件成本比省下的料钱高两倍。采购那帮人不懂工艺,唉,得拉着他们上车间蹲半天,才明白“便宜货”有多烫手。
还有镁合金压铸,现在汽车轻量化用得越来越多。但镁的熔炼保护要是不到位,烧起来那可真吓人——橘红色的火,水浇上去反而炸。所以必须用六氟化硫或混合气保护,车间通风、消防都得跟上。不过镁件确实是轻,一个方向盘骨架减重30%,那点熔炼风险,主机厂觉得值。
问:压铸铝料有很多再生料回收,用多了会出问题吗?
答:肯定有影响。再生料杂质多,铁含量会富集,超过0.8%就可能出现硬质点,刀具磨损加快,而且延伸率下降,做薄壁件容易开裂。所以正规厂控制回料比例,一般不超过30%,还要定期做炉前光谱分析。自己厂内的回料相对干净,外购的“重熔锭”就得小心了,有些小作坊筛分不干净,砂子、氧化皮都进去了。后果就是压铸时突然堵浇口,或者机加工时刀崩了——那一瞬间,真想把料当场退货。
质量管控,从熔炼到打毛刺
压铸件质量靠人盯着累死。现在好一点的车间,关键参数全联网:浇注温度、模温、压射速度、建压时间... 异常自动报警。但系统不会替你修模。气孔、缩松这种缺陷,还得靠工程师分析。比如最近一批件X光下气孔超标,查了两天:温度曲线没问题、真空度正常,最后发现是脱模剂喷涂过量,水汽没挥发干净。你说这谁想得到?所以做压铸,细节关联太重要了。
 压铸件内部气孔X光检测图像
压铸件内部气孔X光检测图像
后处理也不省心。现在人工去毛刺贵得要命,上机器人打磨线吧,编程调教又费时间。我们一条去毛刺产线,从安装到合格运行,整整四个月。期间机器人把铸件抓飞过,把刀具撞断过——那一刻,整个团队血压集体飙升。但熬过去就好,效率提升三倍,人也安全。值了。
说到底,压铸这行就是不断跟变量搏斗。你永远无法100%控制,但经验能让你在失控边缘找到平衡。每一次调好一套模,看着银亮的铸件堆成小山,那种成就感——可能外行不懂,但我们自己知道。行了,不说了,线上又叫了,估计又卡料头了。😩