注塑车间老手血泪史:搞不定这五种缺陷,别说你懂工艺
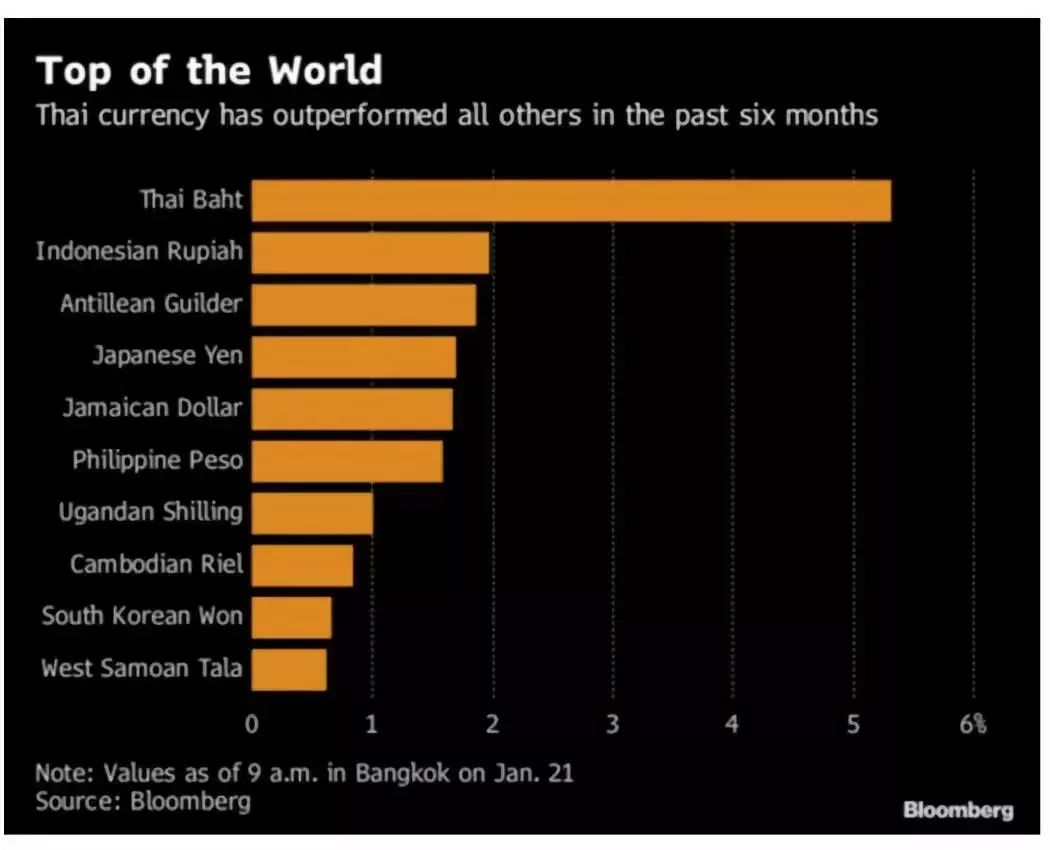
缩痕。对,就是那种半夜两点突然惊醒盯着天花板的理由。上周我手里一套汽车门板,模温很稳,保压也加了,脱模后侧面凹下去一块,像被人揍了一拳。客户电话砸过来——直接红牌警告。干了十五年注塑,还是会被这种烂事偷袭。说实话,缩痕的根儿其实也就保温、压力、结构那几个鬼维度,但组合起来能玩死你。
 注塑产品缩痕缺陷实物照
注塑产品缩痕缺陷实物照
熔接线更气人。有时候它出现在装配面,精细得跟发丝一样,QC大姐戴着老花镜挑出来,整批次报废。熔接线位置和强度,跟浇口设计简直是前世冤家。不过话说回来,模温提高10度有时就能扭转局面——但谁家车间能随便调模温?旁边那台老海天机,温控表指针抖得跟帕金森似的。
缺陷根治?你得先摸透模流分析的脾气
模流分析软件,老法师们嘴上不屑,背地里都在偷学。Moldflow之类的玩意儿,准的时候像江湖郎中算卦,不准的时候能把人气到想砸电脑。关键你得喂给它真实的材料数据,而不是供应商手册上美化过的参数。去年我们试了一款30%玻纤增强PA66,软件预测的翘曲量比实际低了四成——后来发现是纤维取向模型没选对。软件只是工具,脑子才是机床。
翘曲变形,嗯,这个坑更大。扁平薄壁件最容易中招。冷却不均、分子取向应力、收缩各向异性……因素多得能写篇博士论文。但现场解决?我总结就三招:均匀模温、合理保压曲线、治不了的改结构加筋。有一次做笔记本外壳,怎么调都翘,最后在背面偷胶加了一条0.3mm的筋,立刻板正。模流分析都没这么快给方案。
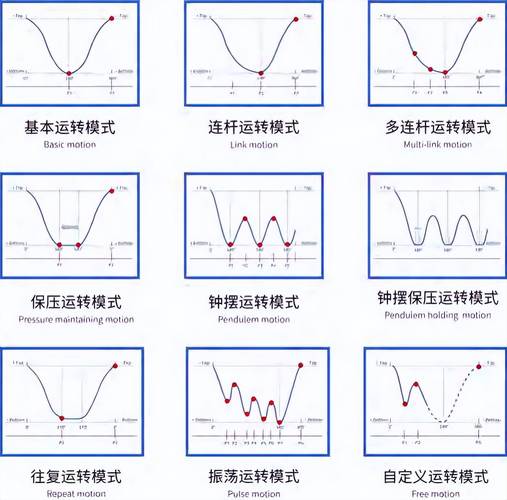
 注塑模具冷却水路设计示意图
注塑模具冷却水路设计示意图
模具设计里的魔鬼细节
 模具设计里的魔鬼细节
模具设计里的魔鬼细节
浇口位置,绝对是注塑成败的胜负手。做过透明件没?点浇口如果对着光学面,太阳纹能毁掉整个透镜。有一阵子我们给医疗设备做厚壁PMMA透镜,浇口放在边缘,填充末端始终有暗流痕。一个老钳工说:“你把浇口斜5度进胶试试。” 当时觉得扯淡,结果流体剪切行为完全变了,缺陷消失。这就是经验打败软件的时刻。
排气槽,更是不起眼的杀手。模具师傅开排气,往往凭感觉拿油石蹭几下。遇到含挥发物的材料,比如阻燃级ABS,分型面没开到位,烧焦、缺料直接找上门。我们后来定了一个死规矩:每100mm宽度至少开一道0.02mm深、8mm宽的排气槽,且每五千模周期必须用激光轮廓仪检查一遍。良率从85%拉到97%,厂长再也没在例会上拍桌子。
滑块和斜顶的动作配合,也够喝一壶。抽芯时机慢0.2秒,产品就拉伤给你看。尤其是那种长型芯,温度一上来,热膨胀咬死模具,维修班哭爹喊娘。现在新进的电动机,位置重复精度能到0.01mm,但液压机调顺序阀的伙计,还是得靠手感。对吧?
工艺参数的玄学与科学
 工艺参数的玄学与科学
工艺参数的玄学与科学
注塑工艺表,别抄书本。每个机台都有自己的脾气。同一套参数,搬到隔壁机上,可能直接撞出毛边。螺杆转速、背压、料筒温度组合,简直像调鸡尾酒。做PP料时加20%回料流动性剧变,如果不把注射速度曲线调成前快后慢,料纹能让你怀疑人生。
保压切换点,这个参数是尺寸的命门。太早切换,缩水;太晚切换,内应力爆表。现代机器用模腔压力传感器做V/P切换,精度飞升。但很多小厂连压力传感器接口都没开,还是靠位置切换——这时候就全靠试模师傅那双眼。我见过最夸张的案例,一个齿轮件因为切晚0.1mm,三个月后齿形变形,批次报废二十万。老板脸都绿了。
背压的故事也精彩。色母分散不开?加大背压啊。但背压太高,螺杆退回过慢,纤维损伤严重,材料降解。有一次做黑色PC/ABS,产品表面总有银丝,温度降了又降没用,最后发现是背压20bar太高导致剪切过热。降到8bar,银丝消失。书本上教的全是标准值,车间里得看现象。
问:注塑件内部气泡怎么破?
答:先辨别是真空泡还是气体空穴。真空泡往往在厚壁中心,因为外层先冷内部收缩形成负压。对策是提高保压压力和保压时间,或者适当增加模温让冷却更均匀。气体空穴则常因料未干燥透或背压不足带入空气。检查干燥机露点,PVC类要干燥到含水率0.05%以下,再适当加高背压并降低螺杆转速。如果还不行,考虑在模具上加大排气。
问:如何减少薄壁产品的翘曲?
答:薄壁翘曲多半是取向应力不均。首先确认模温是否一致,可用红外热像仪扫模腔表面,温差超过5℃就调整。其次缩短充填时间,高速注射让分子来不及取向就冻结。第三,在模具设计阶段就用随形冷却水路贴近型腔,保证冷却速度均匀。如果结构允许,增加网格状加强筋破坏取向。最后,退火处理有时能救急,但会延长周期。
这两年行业里进来不少新设备。比如高精度电动机,锁模力控制到0.1%以内,以前做不出微透镜阵列结构,现在能批量。还有气体辅助注塑,处理厚壁手柄之类,减重掏空一流。但再好的机器也离不开懂材料、懂模具、懂流变的人。我见过花了八百万买的全电动高速机,因为师傅不会调防涎,每天漏料一大坨,惨不忍睹。
实话说,注塑这行就是门实操手艺,参数表是死的,塑料是活的。下周一又得去试一套薄壁餐盒模,壁厚0.38mm,模温要上到140℃…… 希望这次别又折腾通宵吧。