粉末冶金,一个让传统机加工‘咬牙切齿’的存在
说实话,我第一次接触粉末冶金时,脑子里蹦出的词是——“这不就是金属版的乐高吗?” 把金属粉末倒进模具,压一压、烧一烧,出来就是个近乎成型的零件。 简单?粗暴?不,这玩意儿精密起来能让五轴机床怀疑人生。
但粉末冶金真的那么容易吗? ❗ 你要是这么想,就掉坑里了。 最近一个做齿轮的客户跟我吐槽,说他们试制一批粉末冶金同步器齿毂,密度总达不到99.5%的理论值,后来才发现是预合金粉的氧含量超标了0.02%。 就这点差异,整批零件只能当废铁卖。 细节,全是细节。
粉末冶金到底是什么? 不就一堆铁粉吗?
当然不是。 严格来说,粉末冶金(Powder Metallurgy,PM)是一门把金属粉末制成制品的工艺。 但它涵盖的范围太广了——铁基、铜基、硬质合金、磁性材料…… 甚至航天领域用的镍基高温合金涡轮盘,也是等静压成型的粉末冶金件。 这技术诞生一百多年了,可直到现在,还有不少机械设计师对它的理解停留在“廉价替代品”上。 冤枉啊。
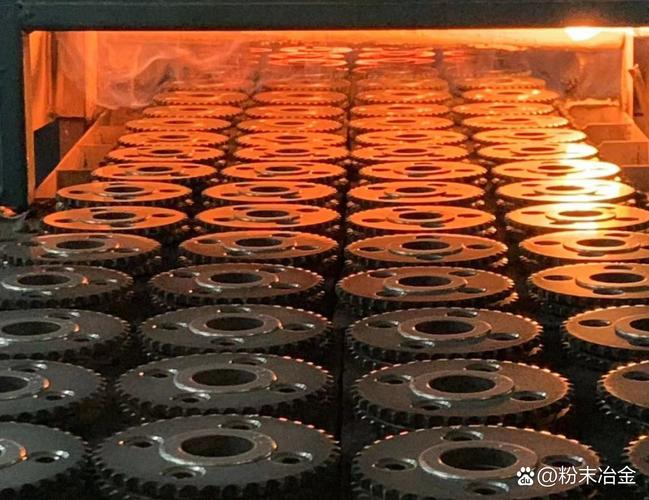
简单讲,流程就三步:制粉、成型、烧结。 但每一步都像走钢丝。 比如成型,压机压力不够,生坯密度分布就不均匀,烧结后变形。 烧结温度高了低了,时间长了短了,都直接决定最终性能。 💡 记住,烧结不是简单加热,它是一场微观层面的物质迁移和冶金结合,气孔在缩小,颗粒在长大,晶界在重组…… 说通俗点,就像把一堆松散的面粉烤成一个紧实的面包,但面包师控制的是酵母和烤箱,我们控制的是原子扩散。
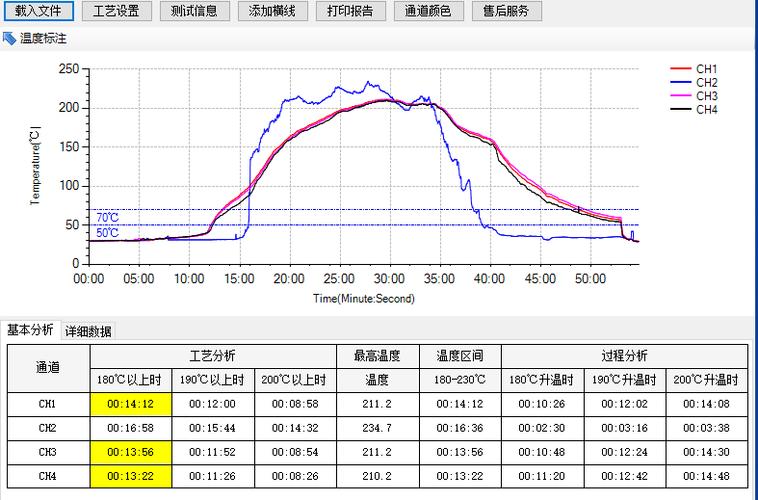
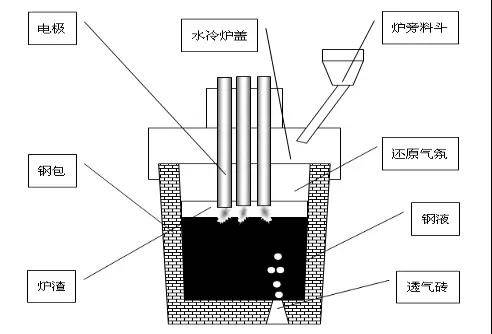 粉末冶金烧结炉内钨棒加热示意图
粉末冶金烧结炉内钨棒加热示意图
为什么说粉末冶金是“工业背后的隐形巨人”?
 为什么说粉末冶金是“工业背后的隐形巨人”?
为什么说粉末冶金是“工业背后的隐形巨人”?
你去数数一辆燃油车里有多少粉末冶金零件。 超过200个! 从发动机连杆、正时齿轮到ABS感应环,甚至座椅调节器里的蜗轮。 没有粉末冶金,汽车轻量化和成本控制根本就是空谈。 ✅ 尤其在电动汽车时代,虽然发动机没了,但减速器里的行星齿轮、油泵转子,照样离不开它。
再比如我上周参观的一家医疗器械厂,他们用金属注射成型(MIM,粉末冶金的一种)做手术钳。 那表面光洁度,那复杂结构,传统机加工? 哭去吧。 小到0.01克的微型齿轮,大到几吨重的海上钻井平台密封环,粉末冶金都能啃得动。 它的优势就在于:材料利用率高达95%以上(机加工往往只有40%-50%),能制造具有特殊性能的合金(比如铜钨、银石墨这种互不相溶的“冤家”),还能实现近净成形减少工序。 当然,劣势也明显——模具费用高,零件尺寸受设备限制,不适合单件小批量。 但话说回来,那些叫嚣粉末冶金太贵的老板,往往没算过总账:当你的对手用粉末冶金把一个零件成本降低30%并缩短两周交货期时,你还在那慢悠悠地车铣刨磨,市场会等你吗?
问:听说粉末冶金零件强度不如锻造件,是真的吗?
答:是,也不是。 传统压制成形的粉末冶金零件,如果密度在6.8-7.2 g/cm³左右(相当于致密钢材的88%-92%),那疲劳强度确实比锻造件低。 但现在的技术早就不停留于此了。 通过复压复烧、温压、热等静压(HIP)等工艺,密度可以无限接近理论值。 我见过用粉末冶金做的赛车连杆,转速拉到一万两千转也没断。 关键是别拿老黄历看问题。 而且,粉末冶金能做出锻造根本搞不定的梯度结构或弥散强化材料。 所以,不是技术不行,是你选的供应商水平不行。
粉末冶金的最新实践:跳出“铁基”的舒适区
这几年我观察到一个趋势:3D打印对粉末冶金的冲击,很快被反过来赋能了。 激光粉末床熔融(LPBF)不就是一种“数字化粉末冶金”吗? 以前我们烧结前的生坯靠模具,现在可以直接打印出形状更自由、带随形冷却水路的模具零件。 很多传统粉末冶金厂开始购置金属3D打印机,用来做小批次或复杂原型。 这种混搭玩法,让粉末冶金这个小圈子突然活了。 另外,新材料层出不穷:高熵合金粉末、非晶合金粉末、铝基轻量化粉末…… 尤其那个非晶合金,做成粉末后压制成块,再局部晶化,性能逆天,做手机铰链比钛合金还耐折。 而我,也从一个纯粉末冶金怀疑者,变成逢人就安利:“去试试粉冶吧,真的,比喝蛋白粉还管用。”
但问题同样尖锐。 优质粉末仍依赖进口,尤其是球形钛粉、镍粉,价格一涨,国内做MIM的厂家就叫苦。 还有环保压力——制粉过程如果保护不好,粉尘爆炸风险可不小。 前年某粉末冶金车间就因为除尘系统故障炸了一次,幸好没死人。 😡 所以搞这行的,安全意识必须刻进骨子里。
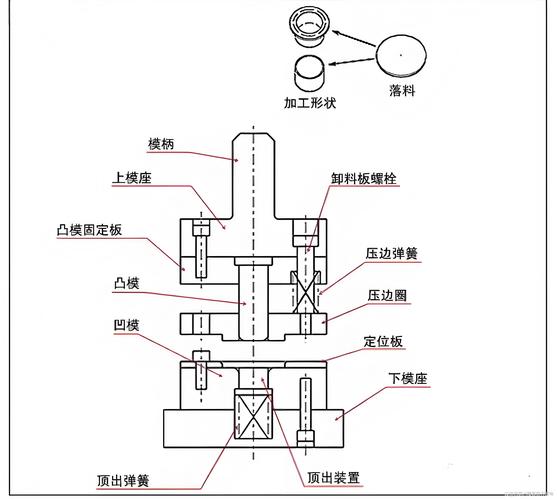
 金属注射成型手术钳复杂形状图
金属注射成型手术钳复杂形状图
问:我想转型做粉末冶金零件设计,有什么坑要避免?
答:第一坑:把机加工图纸直接丢给粉末冶金厂。 告诉你,绝对行不通。 粉末冶金零件的壁厚要尽量均匀,避免尖角,拔模斜度要给足,避免横向薄壁或长悬臂。 第二坑:忽略烧结变形。 长径比大的零件,烧结时像意大利面条一样软下去,必须有合理的支撑或治具。 第三坑:对密度的要求不切实际。 别张嘴就要7.8 g/cm³,常规压制烧结到7.2就不错了,非关键部位可以降低密度要求,反而能降低成本。 记住,设计时要想着“粉末如何流动,压机怎么脱模”,而不是“刀具怎么走”。 思维得转个弯。
最后几句掏心窝的话
 最后几句掏心窝的话
最后几句掏心窝的话
粉末冶金是个慢行业,没有互联网那种爆发式增长,但它像一棵老树,根部不断冒出新芽。 如果你负责的产品有大批量、形状复杂或特殊性能需求,不妨认真审视一下它。 它可能给不了你惊艳的宣传噱头,但一定能给你实实在在的成本和性能平衡。 当然,前提是你得找到一个靠谱的供应商——这行业水也深,有些小作坊用生锈的铁鳞做原料,压出来零件硬度不均匀,后期麻烦一堆。 擦亮眼睛,多做实践,粉末冶金不会辜负你。