铸造的冰与火:从一体化压铸到消失模,这个古老行当正在被撕扯
记得去年去一家铸造厂参观,车间里热浪滚滚,工人师傅满头大汗地浇注,旁边却立着一台全新的自动化压铸岛,那种割裂感——啧啧。铸造,这个延续了几千年的手艺,如今正被新技术冲得七零八落。说实话,我不太喜欢用“变革”这种大词,太虚了。但眼前的变化,真让人有点恍惚。
没错,一体化压铸火了。火到特斯拉凭一己之力把压铸机吨位从几千吨拽到了万吨级。但跟着火的还有麻烦——铸件缺陷、模具寿命、成本控制……一堆烂摊子等着收拾。别以为买台大机器就万事大吉了,哪有那么简单!
 特斯拉一体化压铸后底板生产线
消失模铸造泡沫模型组装
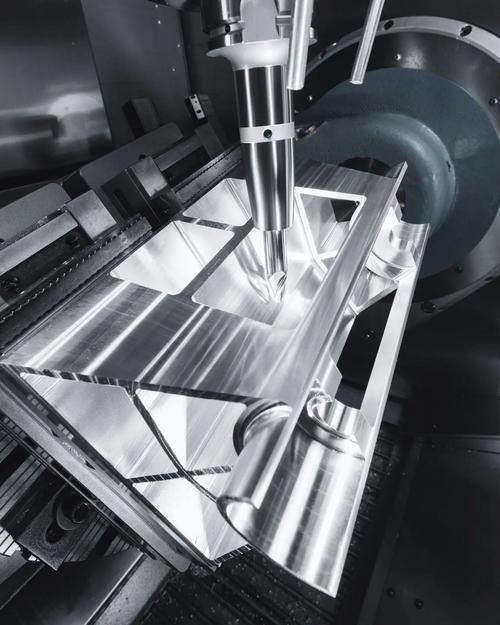
3D打印砂型铸造复杂铸件
问:3D打印砂型会取代传统造型吗?
答:取代谈不上。批量件肯定还是造型线效率高。但对于新品开发、复杂小批量件,3D打印优势明显,周期缩短80%以上。可以把传统模具费省下来,交期更灵活。我们帮一个客户用打印砂型做液压集成块,流道设计优化后,重量减了15%,流体压力损失降了一大截,以前传统方法根本做不出来。
铸造这个行业,一边是古老的手艺传承,一边是冰冷的智能机器,分裂又迷人。说到底,技术无好坏,关键看用的人。❗别盲目追风口,也别死守陈旧,找到自己的细分市场,把品质搞硬,比啥都强。
真是一言难尽的行业啊。但,我还挺喜欢的。
特斯拉一体化压铸后底板生产线
消失模铸造泡沫模型组装
3D打印砂型铸造复杂铸件
问:3D打印砂型会取代传统造型吗?
答:取代谈不上。批量件肯定还是造型线效率高。但对于新品开发、复杂小批量件,3D打印优势明显,周期缩短80%以上。可以把传统模具费省下来,交期更灵活。我们帮一个客户用打印砂型做液压集成块,流道设计优化后,重量减了15%,流体压力损失降了一大截,以前传统方法根本做不出来。
铸造这个行业,一边是古老的手艺传承,一边是冰冷的智能机器,分裂又迷人。说到底,技术无好坏,关键看用的人。❗别盲目追风口,也别死守陈旧,找到自己的细分市场,把品质搞硬,比啥都强。
真是一言难尽的行业啊。但,我还挺喜欢的。
一体化压铸:降本神器还是吞金兽?
现在业内一窝蜂上超大吨位压铸,尤其新能源汽车,减重、提效、降成本,听着很美好。但实际呢?一台9000吨压铸机的设备投入动辄上亿,模具费几百万起步,还不算调试、试模时的废品损失。去年华东一家新势力车企,一体化后底板试产阶段,废品率一度高达30%,那都是真金白银往外扔啊! 而且,一体化压铸对材料要求极其苛刻。免热处理铝合金虽然叫得响,但成分控制、熔炼工艺稍微差一点,性能就崩溃。我见过一批铸件,因为镁含量超标,整车耐久测试时直接开裂——研发团队哭都来不及。 问:一体化压铸真的能完全取代传统焊接吗? 答:短期内不可能。目前也就后底板、前机舱这些大块头适合一体压铸,车身上百个零件还是得冲压、焊接。而且一体压铸件维修困难,撞坏了就得整个换,保险公司头大得很。所以你看特斯拉也在不断迭代设计,局部加强、补丁板……这技术远没到终极形态。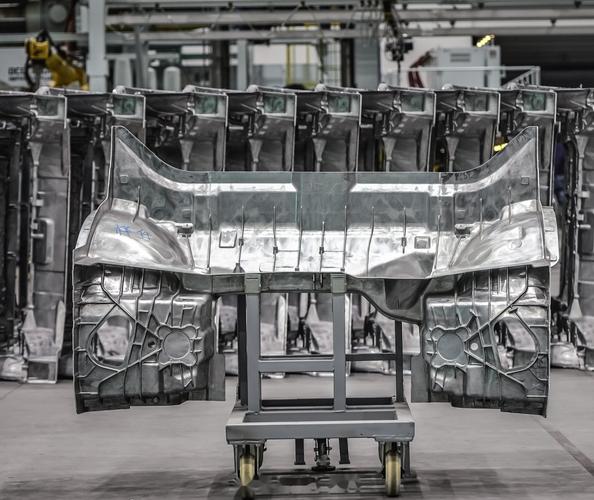 特斯拉一体化压铸后底板生产线
特斯拉一体化压铸后底板生产线
消失模铸造:被忽视的潜力股?
聊到砂型铸造,很多人嗤之以鼻——太老了嘛。但消失模铸造(EPC)这几年悄悄进步了不少。特别是复杂薄壁件,比如缸盖、液压阀体,免除了传统砂型的拔模斜度烦恼,尺寸精度能到CT6级。而且,泡沫模型能做出匪夷所思的结构,这对于设计工程师来说简直是解放。 不过,消失模也有它的倔脾气。泡沫模样的收缩变形、涂料的透气性、浇注时的气化残留,任何一个环节失控,出来就是成批的渣气孔。山东一家做泵体的企业,改用消失模后生产效率提升40%,但头三个月废品率高得老板直拍桌子,差点把技术负责人开了。后来咬牙上了流涂设备和智能烘干线,才慢慢稳住。 问:消失模和熔模铸造比,哪个精度更高? 答:熔模(精密铸造)表面粗糙度更好,能到Ra3.2甚至更低,但工序多,成本高。消失模的精度不差,关键在泡沫成型和涂料控制,大批量生产单件成本低得多。各有各的坑,看你跳哪个。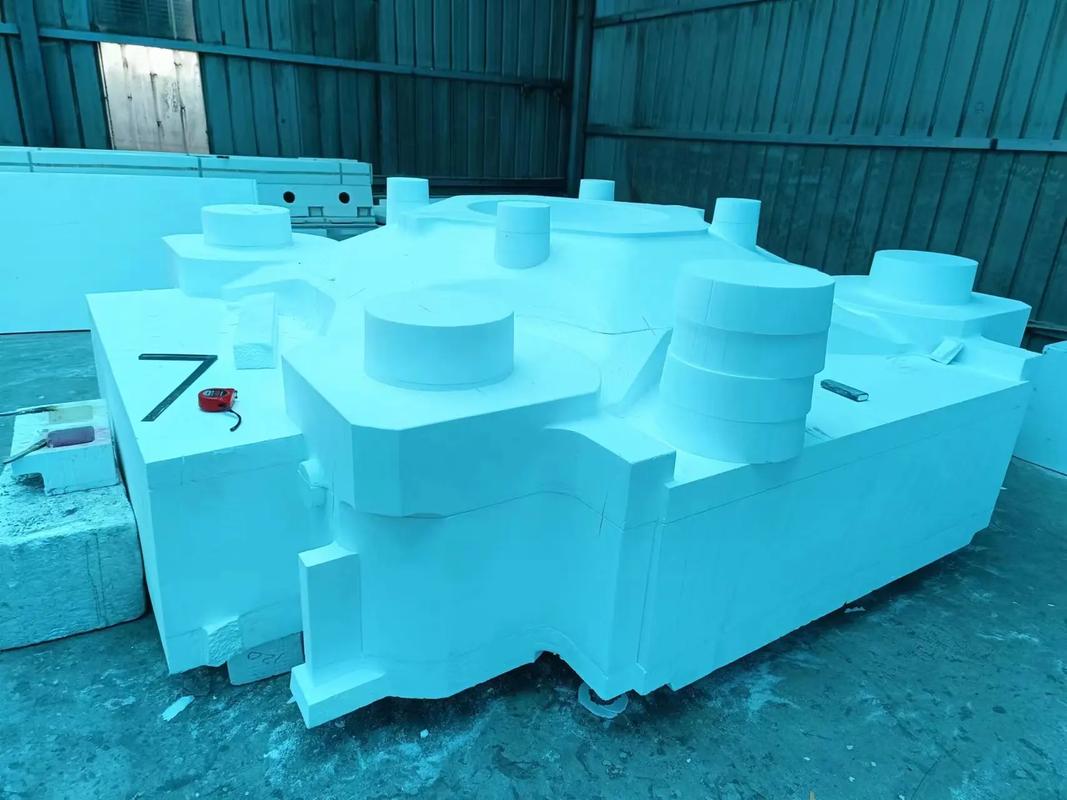 消失模铸造泡沫模型组装
消失模铸造泡沫模型组装
数字化铸造:屏幕上的铸件靠谱吗?
现在不提仿真好像就不先进。铸造模拟软件确实牛,充型、凝固、应力预测,能提前发现缩松缩孔。但我得泼点冷水——模拟永远不等于现实。边界条件设错一丁点,结果南辕北辙。某重机厂浇注百吨大铸件,仿真说没问题,实际出来严重偏析,一查,材料热物性参数用的是十年前的数据库,没更新。 数字化不是买套软件就完了。得把熔炼、造型、浇注、清理等所有工序的数据打通。我参观过一家真正做得好的铸造厂,从炉前光谱分析到每个铸件的浇注温度、速度,全自动采集存入MES,再用AI训练工艺参数。但这样的投入,中小厂根本玩不起。现实很骨感。 💡 所以,数字化铸造的关键不是技术本身,而是流程再造和管理变革。没有老板自上而下的死磕,IT和工艺两拨人永远在打架。 问:小型铸造厂怎么搞数字化? 答:先从数据采集做起,不用一步登天。比如炉前热分析、砂处理在线检测,花几万块钱就能上简单系统,把关键参数管住。别追求大屏炫酷,实用最重要。另外,用好现有ERP,把订单、库存、质量报表串联,就比很多同行强了。绿色铸造:环保大刀悬在头顶
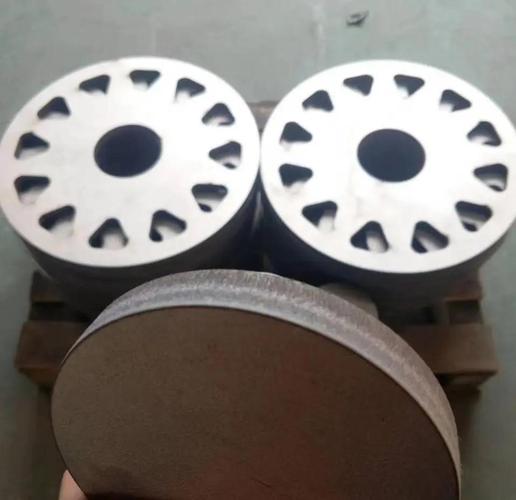
环保这事,铸造人一提就叹气。粉尘、废砂、废气……各地环保督察一来,停产限产家常便饭。但反过来想,活下来的哪个不是狠角色?现在越来越多的厂子上线了无机粘结剂砂、废砂热法再生、电炉除尘超低排放,虽然前期肉疼,但长远看是条活路。听说一个做阀门的老板,花了2000万改造环保,第二年订单反而多了30%,因为客户要ESG审计。 还有3D打印砂型,免模具直接打印砂芯砂型,单件小批量神器。现在国产设备价格打下来了,效率也上去了。不过打印用砂必须球形度高,不然铺不平,打印头还容易坏。这些细节,不真干谁知道?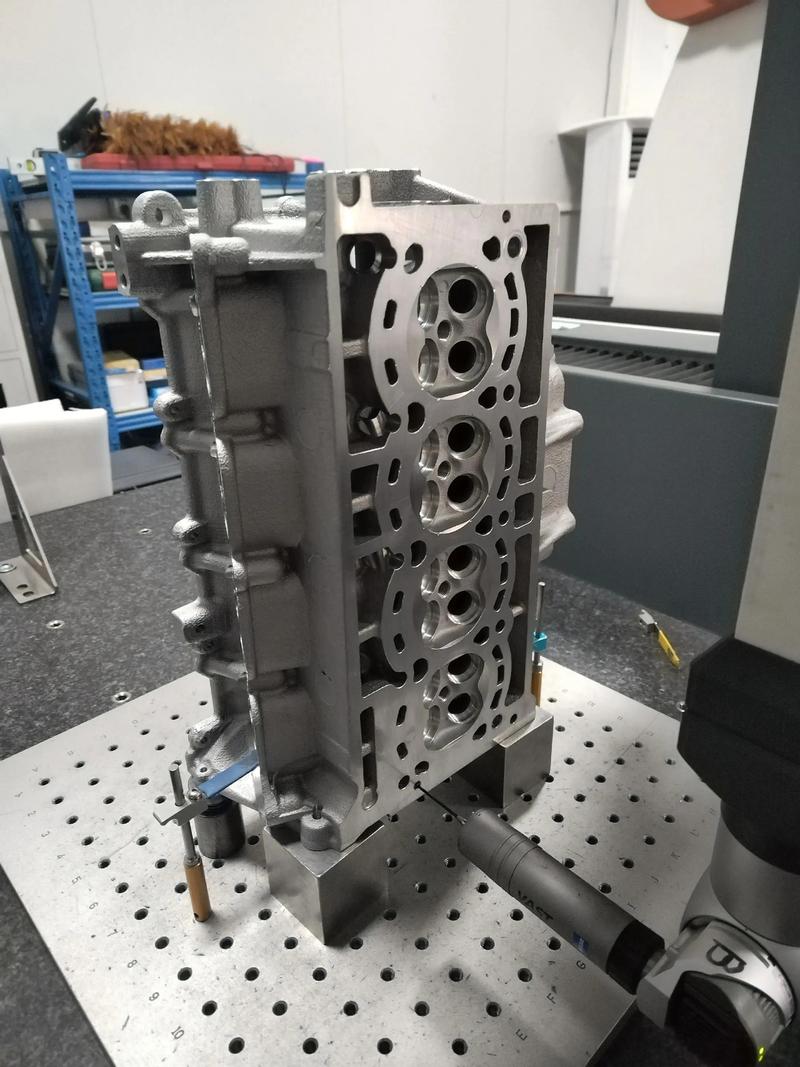 3D打印砂型铸造复杂铸件
问:3D打印砂型会取代传统造型吗?
答:取代谈不上。批量件肯定还是造型线效率高。但对于新品开发、复杂小批量件,3D打印优势明显,周期缩短80%以上。可以把传统模具费省下来,交期更灵活。我们帮一个客户用打印砂型做液压集成块,流道设计优化后,重量减了15%,流体压力损失降了一大截,以前传统方法根本做不出来。
铸造这个行业,一边是古老的手艺传承,一边是冰冷的智能机器,分裂又迷人。说到底,技术无好坏,关键看用的人。❗别盲目追风口,也别死守陈旧,找到自己的细分市场,把品质搞硬,比啥都强。
真是一言难尽的行业啊。但,我还挺喜欢的。
3D打印砂型铸造复杂铸件
问:3D打印砂型会取代传统造型吗?
答:取代谈不上。批量件肯定还是造型线效率高。但对于新品开发、复杂小批量件,3D打印优势明显,周期缩短80%以上。可以把传统模具费省下来,交期更灵活。我们帮一个客户用打印砂型做液压集成块,流道设计优化后,重量减了15%,流体压力损失降了一大截,以前传统方法根本做不出来。
铸造这个行业,一边是古老的手艺传承,一边是冰冷的智能机器,分裂又迷人。说到底,技术无好坏,关键看用的人。❗别盲目追风口,也别死守陈旧,找到自己的细分市场,把品质搞硬,比啥都强。
真是一言难尽的行业啊。但,我还挺喜欢的。