模具钢材选错?代价远比你想象的大——深度解析模具热处理与选材实战
去年在东莞,一个朋友打电话给我,语气就像被偷了钱。——那批模具又崩了。已经是第三次,冲头断裂,模具表面拉伤,生产线上直接停摆。他抱怨说,用的已经是进口材料,怎么还这样?我让他把材料牌号发来,一看,D2,冷作模具钢经典款,硬度也打了,HRC 60,完全没问题啊……但问题恰恰就出在这里。硬度够不代表你选对了钢。更不代表你知道怎么把它‘炼’成真正的模具。
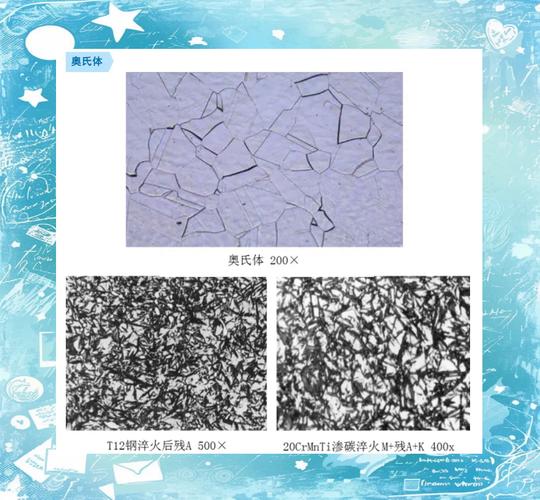
 失效模具崩角截面金相照片
选钢,不是看牌号那么简单
说实话,很多搞模具设计的,选材时第一反应就是查手册——冲压用Cr12MoV,注塑用P20,热锻用H13,大差不差。但手册是死的,工况是活的。比如你冲的是0.3mm的不锈钢弹片,和冲3mm的冷轧板,即便都用Cr12MoV,微观组织要求能一样吗?韧性和耐磨性的平衡点在哪里?更何况现在市场上材料名堂多得很,同样叫H13,电渣重熔和非电渣重熔,差价30%,寿命差三倍!
问:我用的是进口H13,为什么做铝合金压铸模具,还是早期龟裂?
答:H13确实是压铸模优选,但是!你查过它的钼含量吗?标准H13的Mo在1.1%~1.4%左右,很多廉价料钼在下限,高温强度直接打折扣。另外,压铸模预热也很关键,你不预热到250℃就上模,再好的钢也给你裂开。还有冷却水管理,热冲击才是最狠的。别总觉得材料不行,先把工艺参数梳理一遍。
所以说,选材得看透三个维度:服役温度范围、加载方式、失效形式。比如模具既承受冲击又需要红硬性,光看常温硬度就片面了。有些冷冲模,表面硬度64HRC高得吓人,结果一冲就断,因为心部韧性没跟上。这时候就要考虑基体钢,像QCM8、Caldie这类,热处理后基体硬度可以保持在58-62,抗崩角性能反而更好。
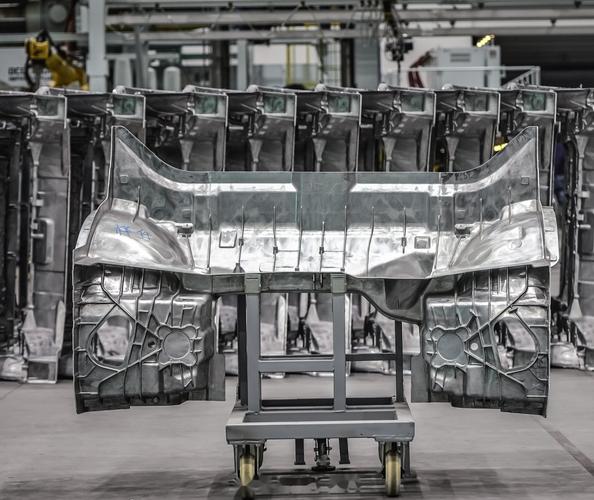
真空热处理炉淬火过程模具加热至1020℃
所以,深冷处理越来越被重视。把淬火后的模具扔到-196℃液氮里泡着,残余奥氏体强制转变成马氏体,再回火。这样不仅硬度高,尺寸稳定性也好。不过话说回来,不是所有模具都适合深冷,型腔复杂的,小心应力集中反而裂了。
问:模具热处理后尺寸变形,能不能提前留余量?
答:能是能,但属于盲人摸象。变形的方向和量,跟模具形状、流线方向、加热冷却均匀性都有关系。更好的办法是预变形控制,比如在粗加工后先做一次消除应力退火,把加工应力释放掉,再精加工留0.1mm余量去淬火。或者采用分级淬火,在Ms点附近缓冷,让组织转变均匀。当然,这样成本高些,但对于高精度模具,值。
还有,千万别忽视模具表面处理。现在的涂层技术,什么TiAlN、DLC、类金刚石,能把摩擦系数降到0.1以下。但前提是,你的基体热处理合格!表面再强,下面软塌塌的,一压就塌陷,涂层剥落。所以,先炼好地基,再想着贴瓷砖。
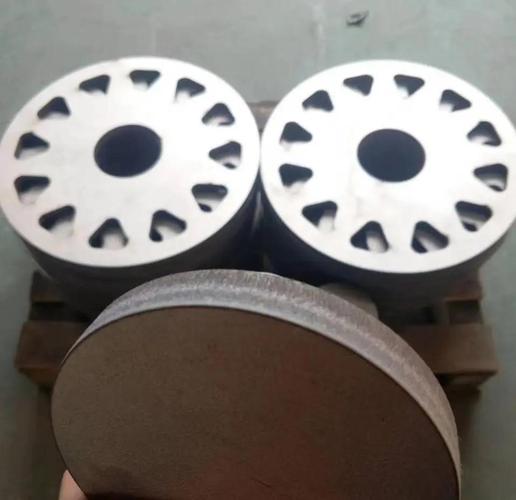
3D打印随形水路模具钢模仁内部流道展示
最后唠叨一句,模具是工业之母,但这位母亲脾气不小。你敷衍她,她就让你停产。选材也好,热处理也罢,别只看硬度,多看看断口,听听车间里的敲击声,闻闻淬火油的味道——这些,才是真正的教科书。
失效模具崩角截面金相照片
选钢,不是看牌号那么简单
说实话,很多搞模具设计的,选材时第一反应就是查手册——冲压用Cr12MoV,注塑用P20,热锻用H13,大差不差。但手册是死的,工况是活的。比如你冲的是0.3mm的不锈钢弹片,和冲3mm的冷轧板,即便都用Cr12MoV,微观组织要求能一样吗?韧性和耐磨性的平衡点在哪里?更何况现在市场上材料名堂多得很,同样叫H13,电渣重熔和非电渣重熔,差价30%,寿命差三倍!
问:我用的是进口H13,为什么做铝合金压铸模具,还是早期龟裂?
答:H13确实是压铸模优选,但是!你查过它的钼含量吗?标准H13的Mo在1.1%~1.4%左右,很多廉价料钼在下限,高温强度直接打折扣。另外,压铸模预热也很关键,你不预热到250℃就上模,再好的钢也给你裂开。还有冷却水管理,热冲击才是最狠的。别总觉得材料不行,先把工艺参数梳理一遍。
所以说,选材得看透三个维度:服役温度范围、加载方式、失效形式。比如模具既承受冲击又需要红硬性,光看常温硬度就片面了。有些冷冲模,表面硬度64HRC高得吓人,结果一冲就断,因为心部韧性没跟上。这时候就要考虑基体钢,像QCM8、Caldie这类,热处理后基体硬度可以保持在58-62,抗崩角性能反而更好。
真空热处理炉淬火过程模具加热至1020℃
所以,深冷处理越来越被重视。把淬火后的模具扔到-196℃液氮里泡着,残余奥氏体强制转变成马氏体,再回火。这样不仅硬度高,尺寸稳定性也好。不过话说回来,不是所有模具都适合深冷,型腔复杂的,小心应力集中反而裂了。
问:模具热处理后尺寸变形,能不能提前留余量?
答:能是能,但属于盲人摸象。变形的方向和量,跟模具形状、流线方向、加热冷却均匀性都有关系。更好的办法是预变形控制,比如在粗加工后先做一次消除应力退火,把加工应力释放掉,再精加工留0.1mm余量去淬火。或者采用分级淬火,在Ms点附近缓冷,让组织转变均匀。当然,这样成本高些,但对于高精度模具,值。
还有,千万别忽视模具表面处理。现在的涂层技术,什么TiAlN、DLC、类金刚石,能把摩擦系数降到0.1以下。但前提是,你的基体热处理合格!表面再强,下面软塌塌的,一压就塌陷,涂层剥落。所以,先炼好地基,再想着贴瓷砖。
3D打印随形水路模具钢模仁内部流道展示
最后唠叨一句,模具是工业之母,但这位母亲脾气不小。你敷衍她,她就让你停产。选材也好,热处理也罢,别只看硬度,多看看断口,听听车间里的敲击声,闻闻淬火油的味道——这些,才是真正的教科书。
 失效模具崩角截面金相照片
失效模具崩角截面金相照片
选钢,不是看牌号那么简单
 选钢,不是看牌号那么简单
说实话,很多搞模具设计的,选材时第一反应就是查手册——冲压用Cr12MoV,注塑用P20,热锻用H13,大差不差。但手册是死的,工况是活的。比如你冲的是0.3mm的不锈钢弹片,和冲3mm的冷轧板,即便都用Cr12MoV,微观组织要求能一样吗?韧性和耐磨性的平衡点在哪里?更何况现在市场上材料名堂多得很,同样叫H13,电渣重熔和非电渣重熔,差价30%,寿命差三倍!
问:我用的是进口H13,为什么做铝合金压铸模具,还是早期龟裂?
答:H13确实是压铸模优选,但是!你查过它的钼含量吗?标准H13的Mo在1.1%~1.4%左右,很多廉价料钼在下限,高温强度直接打折扣。另外,压铸模预热也很关键,你不预热到250℃就上模,再好的钢也给你裂开。还有冷却水管理,热冲击才是最狠的。别总觉得材料不行,先把工艺参数梳理一遍。
所以说,选材得看透三个维度:服役温度范围、加载方式、失效形式。比如模具既承受冲击又需要红硬性,光看常温硬度就片面了。有些冷冲模,表面硬度64HRC高得吓人,结果一冲就断,因为心部韧性没跟上。这时候就要考虑基体钢,像QCM8、Caldie这类,热处理后基体硬度可以保持在58-62,抗崩角性能反而更好。
选钢,不是看牌号那么简单
说实话,很多搞模具设计的,选材时第一反应就是查手册——冲压用Cr12MoV,注塑用P20,热锻用H13,大差不差。但手册是死的,工况是活的。比如你冲的是0.3mm的不锈钢弹片,和冲3mm的冷轧板,即便都用Cr12MoV,微观组织要求能一样吗?韧性和耐磨性的平衡点在哪里?更何况现在市场上材料名堂多得很,同样叫H13,电渣重熔和非电渣重熔,差价30%,寿命差三倍!
问:我用的是进口H13,为什么做铝合金压铸模具,还是早期龟裂?
答:H13确实是压铸模优选,但是!你查过它的钼含量吗?标准H13的Mo在1.1%~1.4%左右,很多廉价料钼在下限,高温强度直接打折扣。另外,压铸模预热也很关键,你不预热到250℃就上模,再好的钢也给你裂开。还有冷却水管理,热冲击才是最狠的。别总觉得材料不行,先把工艺参数梳理一遍。
所以说,选材得看透三个维度:服役温度范围、加载方式、失效形式。比如模具既承受冲击又需要红硬性,光看常温硬度就片面了。有些冷冲模,表面硬度64HRC高得吓人,结果一冲就断,因为心部韧性没跟上。这时候就要考虑基体钢,像QCM8、Caldie这类,热处理后基体硬度可以保持在58-62,抗崩角性能反而更好。
热处理——灵魂淬炼,差几度就是废铁
模具钢的热处理,绝对是个手艺活,不是按工艺卡执行就完事。我见过最离谱的,一批D2模具,真空淬火后硬度HRC 61,完美。结果线切割开裂,全批报废。查原因是回火不透——只回了一次,而且回火温度曲线根本没到二次硬化峰!D2在500℃回火时,残余奥氏体向马氏体转变,如果不反复回火,残余奥氏体在后续加工或使用中诱发变形、开裂。 真空热处理炉淬火过程模具加热至1020℃
所以,深冷处理越来越被重视。把淬火后的模具扔到-196℃液氮里泡着,残余奥氏体强制转变成马氏体,再回火。这样不仅硬度高,尺寸稳定性也好。不过话说回来,不是所有模具都适合深冷,型腔复杂的,小心应力集中反而裂了。
问:模具热处理后尺寸变形,能不能提前留余量?
答:能是能,但属于盲人摸象。变形的方向和量,跟模具形状、流线方向、加热冷却均匀性都有关系。更好的办法是预变形控制,比如在粗加工后先做一次消除应力退火,把加工应力释放掉,再精加工留0.1mm余量去淬火。或者采用分级淬火,在Ms点附近缓冷,让组织转变均匀。当然,这样成本高些,但对于高精度模具,值。
还有,千万别忽视模具表面处理。现在的涂层技术,什么TiAlN、DLC、类金刚石,能把摩擦系数降到0.1以下。但前提是,你的基体热处理合格!表面再强,下面软塌塌的,一压就塌陷,涂层剥落。所以,先炼好地基,再想着贴瓷砖。
真空热处理炉淬火过程模具加热至1020℃
所以,深冷处理越来越被重视。把淬火后的模具扔到-196℃液氮里泡着,残余奥氏体强制转变成马氏体,再回火。这样不仅硬度高,尺寸稳定性也好。不过话说回来,不是所有模具都适合深冷,型腔复杂的,小心应力集中反而裂了。
问:模具热处理后尺寸变形,能不能提前留余量?
答:能是能,但属于盲人摸象。变形的方向和量,跟模具形状、流线方向、加热冷却均匀性都有关系。更好的办法是预变形控制,比如在粗加工后先做一次消除应力退火,把加工应力释放掉,再精加工留0.1mm余量去淬火。或者采用分级淬火,在Ms点附近缓冷,让组织转变均匀。当然,这样成本高些,但对于高精度模具,值。
还有,千万别忽视模具表面处理。现在的涂层技术,什么TiAlN、DLC、类金刚石,能把摩擦系数降到0.1以下。但前提是,你的基体热处理合格!表面再强,下面软塌塌的,一压就塌陷,涂层剥落。所以,先炼好地基,再想着贴瓷砖。
未来?很多人在谈智能制造,模具钢也在进化
现在模具行业都在喊降本增效,一味买便宜料?简直是自杀。我看到一些聪明的工厂,开始用3D打印随形水路的模具钢——比如打印出内部复杂流道的模仁,冷却效率提升40%,周期缩短,变形减小。材料呢?专用打印粉末,成分精调过的,像18Ni300马氏体时效钢,打印态直接时效强化,省去繁杂热处理。虽然每公斤料贵,但省下的时间、减少的废品,早就赚回来了。 不过,再好的技术,也离不开人。我经常说,模具这行,三分钢,七分处理,还有九十分是基本功。这个基本功就是对材料、对工艺、对应用场景的深刻理解。别迷信任何神话,无论是进口料还是新工艺,不经过验证,都可能踩坑。 前一阵又听说,有工厂把模具寿命从5万次提升到20万次,不是换了天价材料,仅仅是把回火温度修正了10℃,外加一次应力抛丸……细节啊,全是细节。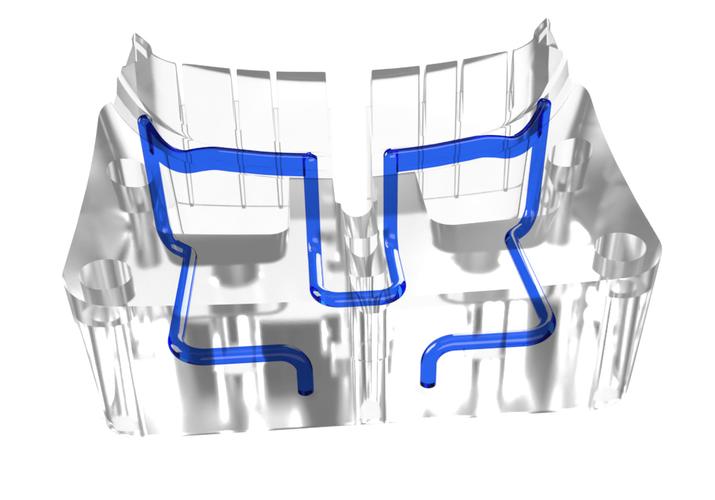 3D打印随形水路模具钢模仁内部流道展示
最后唠叨一句,模具是工业之母,但这位母亲脾气不小。你敷衍她,她就让你停产。选材也好,热处理也罢,别只看硬度,多看看断口,听听车间里的敲击声,闻闻淬火油的味道——这些,才是真正的教科书。
3D打印随形水路模具钢模仁内部流道展示
最后唠叨一句,模具是工业之母,但这位母亲脾气不小。你敷衍她,她就让你停产。选材也好,热处理也罢,别只看硬度,多看看断口,听听车间里的敲击声,闻闻淬火油的味道——这些,才是真正的教科书。