工业控制器选型与调试:我那些年交的学费,全给你整理好了
上周去一个老客户的工厂,看见产线上新装了几台设备,控制器用的还是十几年前那款。说实话,我挺意外的——毕竟那型号早就停产了,二手市场都难找。可人家就是不肯换,理由特简单:'用了这么多年,没出过大问题,换新还得重新调程序,万一停线划不来。' 这心态,我太熟了。
咱们干工控的都有这毛病:稳定压倒一切。但问题是,有些控制器看着稳定,其实是在靠老师傅的经验硬撑;稍微改个工艺、加个功能,就得折腾半宿。时代变了,现在控制器的发展速度,比五年前快了不止一个量级。再抱着老古董不放,迟早得栽跟头。
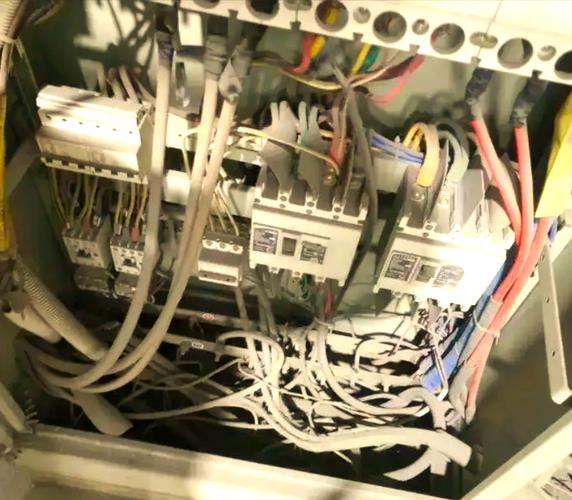
 工人正在检查布满灰尘的工业控制器机柜内部接线
说到这里,想起一个经典翻车案例。去年帮一家水处理厂做改造,原系统用的小型PLC,带几个模拟量。甲方想加一套远程监控,厂家说直接上物联网模块就行。结果买回来一试,协议不兼容,愣是又多花了两个月写网关转换程序。现在想起来还憋火——要是当初选型时多问一句'通讯扩展能力',根本不用遭这罪。
PID整定的痛苦,谁调谁知道
控制器调不好,设备就像得了帕金森。尤其是PID参数,理论上一堆公式,实际一上电全不对。我总结了一套野路子,比什么Ziegler-Nichols法管用:
问:为什么我按书上整定的PID参数,实际效果总是震荡?
答:因为书本假设的是理想模型,现实中的执行器有死区、传感器有滞后、负载还老变。建议先手动粗调:把I、D归零,只调P,直到出现等幅振荡——别怕,这一步就是要让它振起来,然后记下此时的P值和振荡周期,再按经验公式套。但最终还得靠现场微调,尤其要注意,很多系统的振荡根本不是PID的问题,是机械间隙或者通讯延迟造成的。
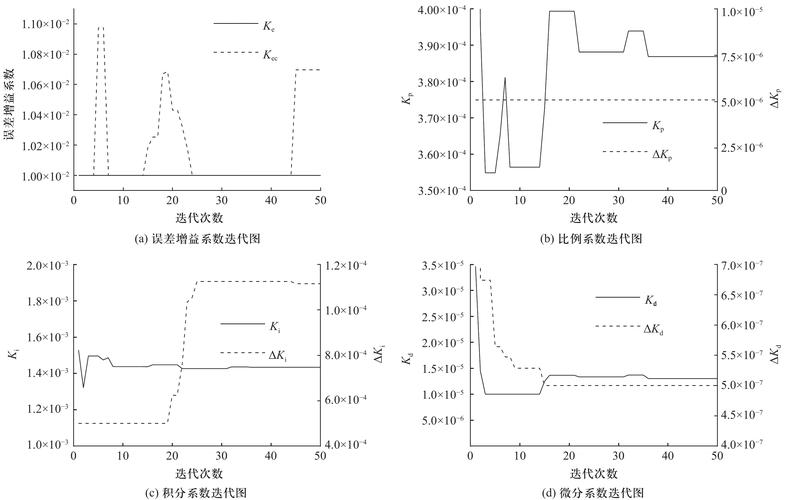
示波器显示PID控制回路在参数调整前后的响应曲线对比
问:我用了自整定功能,为什么还是不稳定?
答:自整定不是万能的。它只能应付线性、时不变的系统。如果你的过程增益会随负载变化(比如注塑机温度控制),今天整好的参数,明天可能就废了。这时候就得考虑增益调度,或者直接用模糊控制、模型预测控制这些高级算法。现在有些PAC控制器已经内置了这些功能模块,虽然学起来费劲,但一旦调好,那叫一个丝滑。
还有个小技巧:别忽略控制器的扫描周期对PID的影响。 如果扫描周期比过程响应时间还长,那就等着系统发散吧。多年前我用一款廉价PLC控温,扫描周期20ms,但温度响应快到秒级,结果怎么调都振荡,最后迫不得已把PID任务放到定时中断里才能用。
工程师在调试安装在机械臂旁边的紧凑型边缘计算控制器
说到这儿,又得提一嘴国产替代。这几年国产PLC、控制器的进步确实快,性价比没得说。但有些型号的固件稳定性,还是老问题。比如掉电保持,宣称保存10万次,实际用到三五千次就开始丢数据。所以,对于核心工位,我仍然建议用成熟品牌,或者至少做好冗余;非关键环节,大胆用国产,省下的钱够加好几顿鸡腿。
控制器这东西,说到底就是个工具。别把它神化,也别小看它。选对了、调好了,它就是生产线的大脑;否则,就是定时炸弹。最后留句实在话:多看文档、多逛展会、多跟同行交流,比任何教程都管用。
工人正在检查布满灰尘的工业控制器机柜内部接线
说到这里,想起一个经典翻车案例。去年帮一家水处理厂做改造,原系统用的小型PLC,带几个模拟量。甲方想加一套远程监控,厂家说直接上物联网模块就行。结果买回来一试,协议不兼容,愣是又多花了两个月写网关转换程序。现在想起来还憋火——要是当初选型时多问一句'通讯扩展能力',根本不用遭这罪。
PID整定的痛苦,谁调谁知道
控制器调不好,设备就像得了帕金森。尤其是PID参数,理论上一堆公式,实际一上电全不对。我总结了一套野路子,比什么Ziegler-Nichols法管用:
问:为什么我按书上整定的PID参数,实际效果总是震荡?
答:因为书本假设的是理想模型,现实中的执行器有死区、传感器有滞后、负载还老变。建议先手动粗调:把I、D归零,只调P,直到出现等幅振荡——别怕,这一步就是要让它振起来,然后记下此时的P值和振荡周期,再按经验公式套。但最终还得靠现场微调,尤其要注意,很多系统的振荡根本不是PID的问题,是机械间隙或者通讯延迟造成的。
示波器显示PID控制回路在参数调整前后的响应曲线对比
问:我用了自整定功能,为什么还是不稳定?
答:自整定不是万能的。它只能应付线性、时不变的系统。如果你的过程增益会随负载变化(比如注塑机温度控制),今天整好的参数,明天可能就废了。这时候就得考虑增益调度,或者直接用模糊控制、模型预测控制这些高级算法。现在有些PAC控制器已经内置了这些功能模块,虽然学起来费劲,但一旦调好,那叫一个丝滑。
还有个小技巧:别忽略控制器的扫描周期对PID的影响。 如果扫描周期比过程响应时间还长,那就等着系统发散吧。多年前我用一款廉价PLC控温,扫描周期20ms,但温度响应快到秒级,结果怎么调都振荡,最后迫不得已把PID任务放到定时中断里才能用。
工程师在调试安装在机械臂旁边的紧凑型边缘计算控制器
说到这儿,又得提一嘴国产替代。这几年国产PLC、控制器的进步确实快,性价比没得说。但有些型号的固件稳定性,还是老问题。比如掉电保持,宣称保存10万次,实际用到三五千次就开始丢数据。所以,对于核心工位,我仍然建议用成熟品牌,或者至少做好冗余;非关键环节,大胆用国产,省下的钱够加好几顿鸡腿。
控制器这东西,说到底就是个工具。别把它神化,也别小看它。选对了、调好了,它就是生产线的大脑;否则,就是定时炸弹。最后留句实在话:多看文档、多逛展会、多跟同行交流,比任何教程都管用。
选型不看这三点,早晚抓瞎
大部分人选控制器,第一眼看的是I/O点数。够用就行,对吧?错。我见过太多项目,后期因为多加了几个传感器,点数不够,被迫加扩展模块——结果通讯延迟、成本翻倍,甲方的脸色那叫一个难看。 选型,得从三个维度死磕:- 扫描周期与实际响应需求: 说明书上标1ms,你就信?得看它带了满机架模块、跑着复杂算法时的实测值。曾经用某日系PLC做高速计数,理论500kHz,实际到300k就开始丢脉冲,查了三天才发现是背板总线设计缺陷——这事厂家自己也含糊。
- 环境适应性不是纸面参数: 高温、粉尘、震动……实验室数据跟现场完全两码事。比如某食品车间,湿度常年90%以上,控制器板卡三个月腐蚀一次,后来换了带涂层防护的版本,才消停。
- 编程生态与后期维护: 软件好不好用?库函数全不全?论坛上搜个问题有没有人理?这些比硬件参数重要得多。有些小众品牌,功能牛得不行,但一出故障,等技术支持能等两天,生产线可等不起。
 工人正在检查布满灰尘的工业控制器机柜内部接线
说到这里,想起一个经典翻车案例。去年帮一家水处理厂做改造,原系统用的小型PLC,带几个模拟量。甲方想加一套远程监控,厂家说直接上物联网模块就行。结果买回来一试,协议不兼容,愣是又多花了两个月写网关转换程序。现在想起来还憋火——要是当初选型时多问一句'通讯扩展能力',根本不用遭这罪。
工人正在检查布满灰尘的工业控制器机柜内部接线
说到这里,想起一个经典翻车案例。去年帮一家水处理厂做改造,原系统用的小型PLC,带几个模拟量。甲方想加一套远程监控,厂家说直接上物联网模块就行。结果买回来一试,协议不兼容,愣是又多花了两个月写网关转换程序。现在想起来还憋火——要是当初选型时多问一句'通讯扩展能力',根本不用遭这罪。
PID整定的痛苦,谁调谁知道
 PID整定的痛苦,谁调谁知道
控制器调不好,设备就像得了帕金森。尤其是PID参数,理论上一堆公式,实际一上电全不对。我总结了一套野路子,比什么Ziegler-Nichols法管用:
问:为什么我按书上整定的PID参数,实际效果总是震荡?
答:因为书本假设的是理想模型,现实中的执行器有死区、传感器有滞后、负载还老变。建议先手动粗调:把I、D归零,只调P,直到出现等幅振荡——别怕,这一步就是要让它振起来,然后记下此时的P值和振荡周期,再按经验公式套。但最终还得靠现场微调,尤其要注意,很多系统的振荡根本不是PID的问题,是机械间隙或者通讯延迟造成的。
PID整定的痛苦,谁调谁知道
控制器调不好,设备就像得了帕金森。尤其是PID参数,理论上一堆公式,实际一上电全不对。我总结了一套野路子,比什么Ziegler-Nichols法管用:
问:为什么我按书上整定的PID参数,实际效果总是震荡?
答:因为书本假设的是理想模型,现实中的执行器有死区、传感器有滞后、负载还老变。建议先手动粗调:把I、D归零,只调P,直到出现等幅振荡——别怕,这一步就是要让它振起来,然后记下此时的P值和振荡周期,再按经验公式套。但最终还得靠现场微调,尤其要注意,很多系统的振荡根本不是PID的问题,是机械间隙或者通讯延迟造成的。
 示波器显示PID控制回路在参数调整前后的响应曲线对比
问:我用了自整定功能,为什么还是不稳定?
答:自整定不是万能的。它只能应付线性、时不变的系统。如果你的过程增益会随负载变化(比如注塑机温度控制),今天整好的参数,明天可能就废了。这时候就得考虑增益调度,或者直接用模糊控制、模型预测控制这些高级算法。现在有些PAC控制器已经内置了这些功能模块,虽然学起来费劲,但一旦调好,那叫一个丝滑。
还有个小技巧:别忽略控制器的扫描周期对PID的影响。 如果扫描周期比过程响应时间还长,那就等着系统发散吧。多年前我用一款廉价PLC控温,扫描周期20ms,但温度响应快到秒级,结果怎么调都振荡,最后迫不得已把PID任务放到定时中断里才能用。
示波器显示PID控制回路在参数调整前后的响应曲线对比
问:我用了自整定功能,为什么还是不稳定?
答:自整定不是万能的。它只能应付线性、时不变的系统。如果你的过程增益会随负载变化(比如注塑机温度控制),今天整好的参数,明天可能就废了。这时候就得考虑增益调度,或者直接用模糊控制、模型预测控制这些高级算法。现在有些PAC控制器已经内置了这些功能模块,虽然学起来费劲,但一旦调好,那叫一个丝滑。
还有个小技巧:别忽略控制器的扫描周期对PID的影响。 如果扫描周期比过程响应时间还长,那就等着系统发散吧。多年前我用一款廉价PLC控温,扫描周期20ms,但温度响应快到秒级,结果怎么调都振荡,最后迫不得已把PID任务放到定时中断里才能用。
未来已来:控制器不“控制”了?
这几年,控制器这个概念正在被重新定义。以前一提控制器,就是PLC、DCS。现在呢?边缘计算盒子、工业PC、甚至树莓派都敢往产线上挂。起初我觉得这帮人是胡闹,直到亲眼看见一家汽车零部件厂用带AI推理的控制器做视觉检测,直接省掉了上位机,才算开了眼。 问:传统PLC会被边缘控制器替代吗? 答:短期内不会全面替代,但融合是大趋势。现在很多项目,底层运动控制还是PLC,但数据采集、预处理、甚至一些实时决策,都交给了边缘控制器。比如某个产线异常检测,以前数据要上传到服务器再分析,延迟好几秒;现在直接在控制器端完成,报警速度提升百倍。 但坑也不少。 首当其冲的是安全。边缘设备联网后,攻击面扩大了好几倍。去年某能源设施被勒索病毒攻击,起因据说就是一台没打补丁的物联网控制器。所以,如果考虑上这类新玩意儿,务必把网络安全评估做在前面——隔离、加密、最小权限,一个不能少。 再者,人才断层。懂OT的不懂IT,懂IT的又搞不清什么是循环扫描、什么是硬实时。我见过一个项目,IT工程师用Python在边缘盒子上写控制逻辑,结果GC(垃圾回收)锁住了线程,设备直接失控。工业控制,确定性永远是第一位的。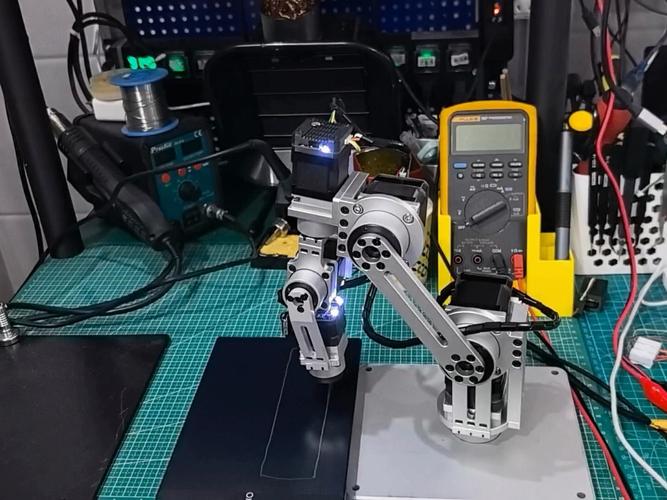 工程师在调试安装在机械臂旁边的紧凑型边缘计算控制器
说到这儿,又得提一嘴国产替代。这几年国产PLC、控制器的进步确实快,性价比没得说。但有些型号的固件稳定性,还是老问题。比如掉电保持,宣称保存10万次,实际用到三五千次就开始丢数据。所以,对于核心工位,我仍然建议用成熟品牌,或者至少做好冗余;非关键环节,大胆用国产,省下的钱够加好几顿鸡腿。
控制器这东西,说到底就是个工具。别把它神化,也别小看它。选对了、调好了,它就是生产线的大脑;否则,就是定时炸弹。最后留句实在话:多看文档、多逛展会、多跟同行交流,比任何教程都管用。
工程师在调试安装在机械臂旁边的紧凑型边缘计算控制器
说到这儿,又得提一嘴国产替代。这几年国产PLC、控制器的进步确实快,性价比没得说。但有些型号的固件稳定性,还是老问题。比如掉电保持,宣称保存10万次,实际用到三五千次就开始丢数据。所以,对于核心工位,我仍然建议用成熟品牌,或者至少做好冗余;非关键环节,大胆用国产,省下的钱够加好几顿鸡腿。
控制器这东西,说到底就是个工具。别把它神化,也别小看它。选对了、调好了,它就是生产线的大脑;否则,就是定时炸弹。最后留句实在话:多看文档、多逛展会、多跟同行交流,比任何教程都管用。