工业胶粘剂选型:那些年我们踩过的坑与真知灼见
上周去一个做新能源电池包的朋友工厂,他拉着我看产线,指着一台涂胶设备骂骂咧咧——‘这胶水又渗了!说好的耐温180度,结果80度就软了,电芯全得报废。’我蹲下看了看固化后的胶层,气泡密密麻麻像蜂窝。说实话,这种事儿见得太多。胶粘剂选型不是翻产品手册那么简单。你以为是参数匹配,实际上全是应用场景里的细节博弈。
 新能源电池包涂胶工艺现场
新能源电池包涂胶工艺现场
朋友那事儿最后怎么解决的?换了款双组分环氧,但固化时间得从5分钟延长到半小时,产线节拍跟不上,他急得嘴角起泡。这就是悖论——要性能就得妥协效率。很多人觉得胶粘剂嘛,AB胶、瞬干胶、硅酮胶,闭眼都能买。真不是那样。我曾见过一个做精密光学的厂家,用错丙烯酸酯胶,紫外固化后镜头组应力直接爆裂,几十万镜片成废品。那感觉……像煮熟的鸭子飞了,还溅你一脸油。
选胶的核心:不是粘不粘得住,而是怎么失效的
刚入行那会儿我也迷信拉剪强度,表格里数值越高越兴奋。后来被现实教育了——粘接件在实际工况下,受到的可不仅是静态力。热膨胀系数差异、振动疲劳、介质腐蚀,哪一个都能让看似牢固的接头悄悄瓦解。举个例,铝-钢异种金属粘接,选环氧没错,但普通双酚A环氧在湿热环境下界面层会水解,强度半年掉一半。你如果不知道这个机理,还以为胶水过期了。
问:为什么同样的胶粘剂,夏天和冬天性能差异那么大?
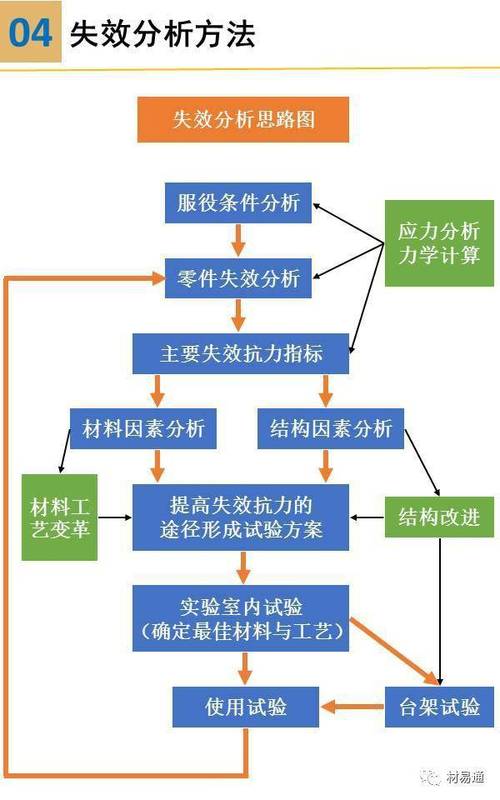
答:因为大多数结构胶的玻璃化转变温度(Tg)曲线比老板的脸色还难预测。夏天车间三十几度,部分胶层已经进入高弹态,模量下降;冬天零下,脆性增加。别光看厂家给的Tg数据——那是在特定固化条件下测的。你现场固化剂比例偏差一点、混合不均匀,Tg能差出10℃以上。我建议每次换季前做DSC扫描,没条件的至少在不同温度下做拉拔测试,别偷懒。
 胶粘剂DSC热分析曲线图
胶粘剂DSC热分析曲线图
还有个隐蔽坑:胶层厚度。很多人以为越薄越强,其实对某些增韧体系,厚度需要至少0.2mm才能形成有效塑性变形区,起到吸能作用。太薄反而脆——像饼干,咔擦。一个做汽车结构件的供应商就吃过这亏,他们追求轻量化,压到0.1mm,碰撞测试那叫一个惨。所以别信‘薄胶层高强度’的万能教条。
有些胶,真能省掉焊接跟铆接?
这几年‘粘接代替焊接’之风猛吹,特别是商用车和工程机械。铝车身、复合材料应用增加,传统热连接确实受限。但胶粘剂不是魔法。焊接提供的是冶金结合,强度无忧;胶粘是化学结合加机械互锁,抗剥离和冲击是先天弱点。不过话说回来,结构胶+点焊的复合连接——就是‘胶焊’——确实香。既利用胶的应力均匀分布,又靠焊点保证极端下的完整性。特斯拉、蔚来早就在用,我有次去参观焊装车间,他们大平面铝板上直接涂胶再点焊,那噪音和火花都比传统焊装少太多,工人都不戴耳塞,我震惊了。
问:免焊接直接用胶粘行不行?比如户外广告牌架?
答:看工况。静态负载、环境温湿度温和、设计上避免剥离力,是可以的。但户外,风吹日晒雨淋,紫外线加热循环,选耐候型改性硅烷或聚氨酯,而且底涂处理极其关键。我见过一个广告牌用错胶,几个月后整个面板脱落,万幸没砸到人。所以,别拿普通硅酮密封胶当结构粘接用,那不是一回事。结构粘接必须经过原型测试,拉伸剪切、剥离、疲劳,全套跑一遍。否则就是赌。
车间的实际操作性:不骂娘的胶才是好胶
研发实验室里性能完美的胶,到了产线能让你崩溃。比如要求25℃±2℃固化的,夏天车间没空调,胶还没混就自己反应了。还有那些需要严格表面处理的——喷砂、化学氧化,工人嫌麻烦直接省略,你找谁哭?所以我现在推荐胶,优先选对预处理宽容度高的,比如某些丙烯酸酯双组分,哪怕表面有轻微油污都能粘。虽然强度稍打折扣,但总比实际粘不住强。一个朋友做电梯钣金,换过七八种胶,最后定了一款气味大的,因为‘工人看你们写那些SOP根本不会做,得靠嗅觉判断混合是否均匀’,我听完哑口无言——但这就是现实。
还有胶筒设计。双筒手动胶枪,有的用着用着就一边不出胶了,工人使劲一压,‘噗嗤’喷出一大坨,混合比乱掉。你设计得再好,用起来拉胯一样废。所以我现在选胶,不光看TDS,还亲自去车间打几十管,感受下出胶顺畅度。很原始,但管用。
 双组分手动胶枪施工场景
双组分手动胶枪施工场景
最后唠叨一句:不要用‘万能胶’思维对待工业粘接。每种胶都有它的脾气,跟人一样。你得摸透它,顺着它,而不是硬碰硬。有些场合还得结合机械固定,别觉得胶万能。踩了无数坑后,我桌子上摆着一排剪断的试棒,时刻提醒自己:数据是死的,工况是活的。今天写的这些,未必多高深,只是想给还在熬夜选胶的同行一点共鸣——你不是一个人在头疼。