涂料选型别再瞎跟风了——工业老炮的真心话
干了十五年工业涂装,我见过太多花里胡哨的失败案例。涂料这玩意儿,选对了是铠甲,选错了就是烧钱的无底洞。
水性涂料是真环保还是假把式?
三年前,上头一纸文件下来,要求VOC减排。我们车间火急火燎换了批水性涂料,结果——附着力拉胯,盐雾测试连200小时都扛不住。当时那个心情,简直想摔喷枪!后面陆续试了六七家供应商,才找到一款改性水性环氧,勉强过关。说实话,水性不是万能药。重防腐领域,它暂时还干不过溶剂型涂料。但你要是做一般金属件,溶剂型的环保压力太大,水性算是条活路。不过话说回来,预处理必须加严。我一个朋友厂里,为了省磷化线改造的钱,直接上水性漆,半年后大面积返锈,赔了客户三百多万。教训啊!
 水性涂料喷涂线现场图
水性涂料喷涂线现场图
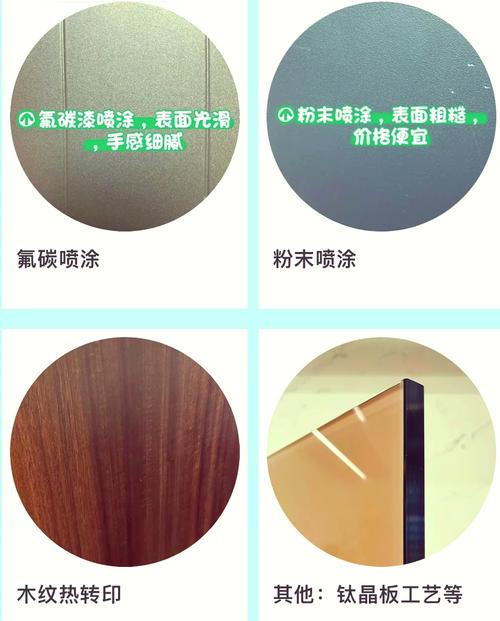
粉末涂料凭什么霸占家电和建材?
 粉末涂料凭什么霸占家电和建材?
粉末涂料凭什么霸占家电和建材?
上个月去顺德看展,发现粉末涂料的应用又扩展了。以前就搞搞冰箱侧板、铝型材,现在连工程机械驾驶舱都开始用低温固化粉末了。它的利用率能到95%以上,没废水废气,成本控制得好的话,综合单价其实比溶剂型低。但缺点也很明显——换色麻烦,一个粉房清洗得搞半天。而且,死角上粉率一直是个痛点。我去过一家做配电柜的厂,他们用摩擦喷枪搞定了大部分凹槽,可那帮操作工嫌参数调得烦,经常糊弄了事。于是质检那边天天吵架。唉,技术和管理,永远在打架。
糊涂账:防腐涂层到底该多厚?
经常有客户问:是不是漆膜越厚越防腐?大错特错!环氧富锌底漆太厚了反而开裂,中间漆太厚了溶剂滞留,起泡一塌糊涂。最佳干膜厚度,要根据工况算。就拿海工平台来说,我一般推荐环氧富锌60-80μm,环氧云铁中间漆150μm,聚氨酯面漆80μm,总膜厚超过300μm才够看。但某些设计院,直接抄规范抄到500μm,无语。钱花得冤不说,应力风险还大。这里面有个常识:防腐靠的是体系搭配,不是单层堆厚度。
问:中小企业怎么快速判断涂料好坏?
答:别光看检测报告,那玩意儿能造假。建议带个叉车工去验货——开桶闻气味,刺鼻到流眼泪的,不是固化剂太毒就是游离TDI超标。然后用调漆刀搅底,看有没有硬沉淀,硬沉底的颜料废了。再拿块马口铁板,手刷两下,流平性一眼便知。最后划个叉,贴胶带拉,附着力不行直接退货。这法子糙,但比实验室数据靠谱十倍。
问:同一品牌同一型号的涂料,为什么不同批次差异那么大?
答:这是行业的暗病。涂料生产看似自动化,其实投料误差、颜料批次变化、甚至天气湿度都会影响成品。尤其一些小厂,根本没有批次稳定性测试。我遇到最离谱的一次,某国际大牌的聚氨酯面漆,夏季批次固含量比冬季低了3个百分点,现场发现遮盖力不够,一查才知道他们配方里的溶剂挥发率没随温度调整。所以,入厂检验不能省,哪怕抽检密度大一点。另外,建议每次新批次到货,先小面积试喷,确认色差和固化速度再上线。千万别懒,一懒成千古恨。
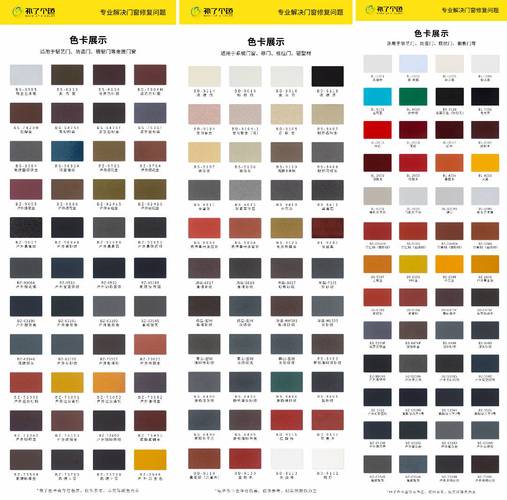 涂料批次色差对比样卡
涂料批次色差对比样卡
涂装成本挖潜的狠招
 涂装成本挖潜的狠招
涂装成本挖潜的狠招
很多人盯着单价砍,傻!最大头其实是人工和返工。我们厂去年把手工空气喷涂全改成混气喷涂,涂料节省18%,而且一次合格率飙升12个百分点。另外,漆雾凝聚剂选得好,循环水清理周期从两天延到一周,危废处置费降了四成。这些隐形成本,比单价那几块钱重要得多。还有一招,跟供应商签循环周转箱协议,旧桶回收直接抵扣货款,环保又省钱。
说到最后,涂料选择是门妥协艺术。没有完美产品,只有最适合你生产线和客户要求的方案。别再迷信大牌广告,也别被低价冲昏头。带上你的技术员,去车间蹲三天,看真实的上漆效果,闻现场气味,测返工率,记录操作工吐槽——这些,才是选型决策的黄金依据。