自修复橡胶到底是不是噱头?一位橡胶工程师的“泼冷水”与“真香体验”
前一阵半夜被电话吵醒——做物流的哥们儿,嗓门大得能把楼震塌。他在高速上轧了钉子,开的车配的自修复轮胎,结果愣是没漏气,就这么开了回来。“神了!这玩意儿!”他那头激动,我这头困得想骂人。但挂了电话我琢磨了半天,普通人对橡胶的理解,可能还真停在‘黑乎乎、弹性好’这个层面。可工业橡胶这行……水太深。今天随手写几点,想到哪说到哪。
自修复橡胶:原理不复杂,但也没那么神
自修复不是新概念。70年代就有微胶囊技术了。简单说,橡胶基体里布满充了修复剂的小胶囊,一有裂缝,胶囊破裂,修复剂流出,接触催化剂或空气,发生聚合,把裂缝‘粘’上。💡另一种路子是动态共价键——像Diels-Alder反应、二硫键交换。你给点热,断掉的分子链重新连接,伤口长好。不过说实话,这玩意对轮胎那种动态疲劳工况,修复效率能到60%就不错了。千万别指望它‘无限复活’。
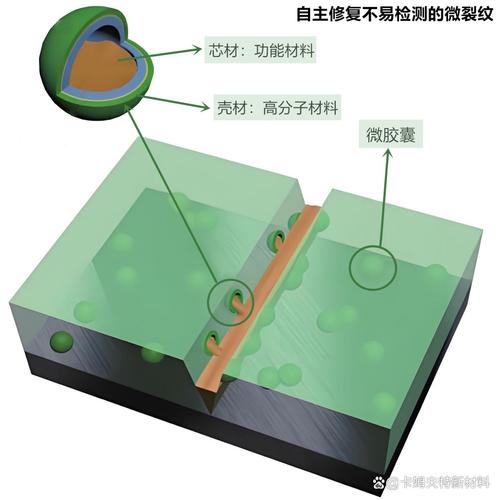 自修复橡胶微胶囊结构示意图电子显微镜
自修复橡胶微胶囊结构示意图电子显微镜
我刚入行那会儿,在实验室做过微胶囊自修复橡胶。混炼时胶囊破掉一批,硫化时又爆一批,成品率惨不忍睹。当时带我的师傅扔过来一句话:“别整花活!”……现在工艺成熟多了,但成本还是高。乘用车胎极少用,重卡和特种车辆勉强能用,还得挑路况。❗别被短视频忽悠瘸了。
QA答疑:关于自修复,问得最多的几个问题
问:自修复橡胶修复后强度能恢复到原样吗?
答:基本不能。撕裂强度和拉伸强度通常恢复50%~80%。静态裂口还行,要是反复屈挠开裂,性能衰减明显。结构件的修复更是难题,目前多在涂层、密封垫这类非承载部位用好使。
问:自修复轮胎是不是可以终身不换?
答:别做梦。胎面磨损到极限了,你再能修窟窿也没用啊。而且反复修补部位会变硬,动平衡都可能出问题。✅合理预期:它只能应急,延长点寿命,该换还得换。
工业橡胶的真正战场:不起眼,却要命
轮胎当然是大头,但工业橡胶藏在多少地方你知道吗?泵阀密封、管道衬里、桥梁支座、高铁减震……这些领域要求的不是‘不扎钉子’,而是耐300℃高温、耐强酸、耐5000psi高压、耐-50℃严寒。这种苛刻工况,氟橡胶(FKM)、全氟醚橡胶(FFKM)、氢化丁腈(HNBR)才是主角。最近有个项目,客户要一种既耐油又耐超低温的密封件,-50℃下硬度变化不超过5度。我们试了通用型丁腈,直接冻成石头。最后用50%丙烯腈含量的低温丁腈配特殊增塑剂才勉强达标——配方的魔力就在这。【注:此处数据仅为举例】
 工业橡胶密封件高温高压测试平台
工业橡胶密封件高温高压测试平台
还有输送带,矿山用的那种防撕裂钢丝绳芯带,接头硫化时温度控制差一度,都可能造成后期剥离。我就见过一次,新皮带用了一周接头就开了,损失上百万。那不是橡胶的问题,是施工规范执行不到位。所以说,工业橡胶是三分材料、七分工艺。
橡胶回收这场硬仗,近年才有点看头
以前废轮胎叫‘黑色污染’。堆着占地,烧了污染。说实话,很长一段时间我对再生胶挺鄙视——品质太差,顶多做垫圈。但这几年,常压连续热裂解技术真起来了。先把废轮胎切块,在无氧条件下加热到400℃以上,分解出裂解油、可燃气和炭黑。那炭黑再经研磨、改性,能回用到橡胶制品中。💡欧盟的“废轮胎零填埋”目标逼出了不少创新。国内也有企业搞出了万吨级生产线,回收炭黑的补强效果能达到商品炭黑的70%~80%。✅还有超临界水逆硫化技术,能把硫化橡胶的硫键断开,直接还原成接近原生胶的状态,这个要是成本能降下来,绝对是革命性的。
 废轮胎热裂解生产线内部设备全景
废轮胎热裂解生产线内部设备全景
但我得泼盆冷水:再生料市场鱼龙混杂。有些小厂,把废轮胎土法裂解,油品含致癌物,炭黑灰分爆表,根本没法用。政策该卡紧的必须卡紧!
国内橡胶行业,说点冒犯的话
一窝蜂上‘石墨烯橡胶’太可笑。加点纳米材料就宣称革命性,性能测试却遮遮掩掩。石墨烯分散不开,团成一片,不但不补强,反而变成应力集中源。咱们缺的不是概念,是踏踏实实的基础配方研究和混炼工艺控制。比如,白炭黑在轮胎中如何与硅烷偶联剂充分反应?这问题研究了几十年,现在还有厂家做不好。😠别总想着弯道超车,把基本工做好了再说。
结尾不想写什么‘展望未来’。橡胶这行业,有意思的地方全在细节里。如果你也是搞材料的,哪天遇到个奇怪的失效案例,欢迎一起琢磨。就这样。