超声波焊接:别被“又快又好”骗了,这些坑你踩过几个?
超声波焊接……说实话,第一次见的人都会觉得特神奇。两块塑料,没胶水没螺丝,机器吱一声——几秒就粘死了。我当年刚入行时,也这么天真。后来被现实反复抽脸。
你有没想过,这种“又快又好”的表象下,藏着多少让人挠头的烂摊子? 虚焊、溢料、焊头崩了、参数漂到姥姥家……这些词儿,没亲历过的人根本不懂有多痛。
原理?就一层窗户纸
别被教材上那堆公式吓住。超声波焊接本质就是高频机械振动——通常20kHz或40kHz——通过焊头压在工件上,界面摩擦生热,塑料熔化,保压冷却,完事。跟微波炉热饭一个道理,只不过它折腾的是分子摩擦。金属焊接呢?那就更复杂,不是熔化,是靠高频振动打碎氧化膜,让原子相互扩散。听着很高级对吧?但一到车间,就全是玄学。
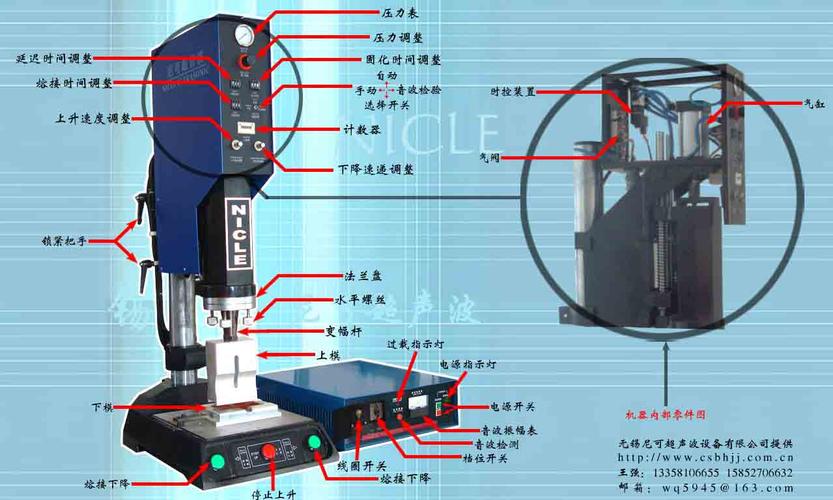 超声波焊接机工作示意图
超声波焊接机工作示意图
举个血泪案例:有个医疗客户要做塑料阀体,材质PC+ABS,要求水密。我们调了三天参数——振幅、触发压力、焊接深度、保压时间——结果漏得跟筛子似的。最后发现是焊头设计不合理,能量全聚在边角,中间根本没熔。💡 你看,核心不是机器功率,是能量导向。
调参数比相亲还难
谁说超声波焊接按个按钮就行? ❗ 振幅大一点就溢料,振幅小一点虚焊;焊接时间多0.1秒,零件直接压变形;保压时间短了,熔接处全是气泡。这还没算材料批次差异、环境温湿度影响。有时候,同台机上午焊得好好的,午饭后全报废——就因为换了个操作工,锁模力手感不一样。
 超声波焊头设计不当导致的缺陷
超声波焊头设计不当导致的缺陷
最崩溃的是,很多厂家说明书写得天花乱坠,“智能自动调频,免调试”。免个鬼!你拿个新零件上去,不老老实实做DOE,能焊好才见鬼。✅ 正确流程是:先做振幅扫描,找出各档位熔接效果;再固定振幅,跑时间阶梯;然后微调压力。哪怕这样,换一批原料,又得重来。
问:“为什么我焊好的件,从模具里取出来就开裂?”
答:九成是冷却时间不够或保压不足。熔融塑料要冷却收缩,如果还没定型就脱模,结合处会被拉裂。也有可能是焊头升起太快,形成真空吸住零件——加个预脱离功能就行。但如果是材料本身收缩率太大(比如纯PP),那得从结构设计上留余量,这又是另一个故事了。
问:“超声波能焊铝吗?我试了总是粘不住。”
答:能焊,但对设备要求极高。金属焊接需要更大振幅和精确的能量控制,普通塑料焊机改装的不行。而且铝表面极易氧化,必须用带纹理的焊头打碎氧化层。铝焊的线束、电池极耳挺常见,特斯拉的电池包就有超声波铝焊。但你要做好准备——焊头寿命短得离谱,连续焊几百个点就磨损了,成本嗷嗷涨。
伺服超声波,是坑还是救星?
 伺服超声波,是坑还是救星?
伺服超声波,是坑还是救星?
这两年,搞伺服电机的超声波焊机突然火起来。传统气缸驱动,位置控制全靠压力传感器,精度一般;伺服呢?能精确控制焊接深度,重复精度能到±0.01mm。听着像救星,对吧? 但价格翻了不止一倍。维修还麻烦,气缸坏了路边小店都能修,伺服坏了得返厂等半个月。💡 我的建议:如果你做的零件对熔接高度要求苛刻,比如带精密嵌件的传感器,那咬牙上伺服;普通家用件,传统气压机照样干。
哦对了,别忘了焊头——这才是消耗大户。钛合金焊头,设计得好能用几十万次;碰上填充玻纤的材料,一个月就可能崩口。有些厂家为了省成本用铝合金焊头,劝你直接拉黑。振动时自己都发热,频率飘忽不定,焊出什么效果全看运气。
最后说个反常识的点:超声波焊接不是越大力越好。有些薄壁件,振幅稍大就把本体震裂。遇到这种,降振幅、加二次焊接、甚至得换更软的材料。工艺这东西,永远是在妥协中找平衡。
写这些,没别的意思。希望新手少走弯路,老手会心一笑。你再遇到那些吹得神乎其神的销售,不妨多问一句:拿我零件打样,能一招调到位不?十有八九,他就开始支支吾吾了。